一种阻燃ABS塑料及制备方法及其在焊机外壳、电焊辅助塑料工具中的应用与流程
一种阻燃abs塑料及制备方法及其在焊机外壳、电焊辅助塑料工具中的应用
技术领域
1.本申请涉及焊机外壳及电焊辅助塑料工具材料的技术领域,尤其是涉及一种阻燃 abs塑料及制备方法及其在焊机外壳、电焊辅助塑料工具中的应用。
背景技术:
2.电焊机是利用正负两极在瞬间短路时产生的高温电弧来熔化电焊条上的焊料和被焊材料,以达到焊料与被接触物相结合的目的,其结构简单,实则为一个大功率的变压器。由于电焊过程中会产生熔融金属飞溅物,因此,电焊机的外壳材料以及电焊面罩等电焊辅助工具除具备绝缘、耐冲击、耐化学品的性能外,还需具备较好的阻燃性能,以确保电焊过程的安全性。
3.abs树脂(丙烯腈
‑
苯乙烯
‑
丁二烯共聚物,abs是acrylonitrile butadiene styrene 的缩写)是一种强度高、韧性好、易于加工成型的热塑型三元共聚物高分子材料。abs树脂集合了三个单体的优良性质,即:苯乙烯的光泽、成型性,丙烯腈的刚性、耐油性,丁二烯的耐冲击性,因此abs树脂是一种综合性能十分良好的树脂,在比较宽广的温度范围内具有较高的冲击强度和表面硬度,热变形温度比pa高,尺寸稳定性好,被广泛应用于电子电器、仪器仪表、机械、汽车、纺织和建筑等领域。目前,abs树脂已经被应用于焊机外壳材料及电焊辅助塑料工具材料中,但其阻燃性能欠佳;并且abs树脂在燃烧中会放出hcn、 co等有毒有害气体,导致该类产品使用过程的安全性欠佳。
4.pvc树脂(polyvinyl chloride),即聚氯乙烯树脂,是一个极性非结晶性高聚物。与 abs树脂不同的是,pvc树脂是一种具有“自熄性”的难燃物质,其以优良的化学稳定性、电绝缘性、阻燃性得到了广泛的应用。然而,pvc树脂是一种坚硬而脆的材料,其抗冲击性能欠佳。
5.相关技术中公开了如下技术方案:一种pvc/abs塑料合金材料,该合金材料的组成及质量百分含量为:pvc树脂20
‑
80%,abs树脂3
‑
50%,稳定剂1
‑
2.3%,润滑剂0.3
‑
0.9%,增塑剂5
‑
40%,活性碳酸钙粉5
‑
20%。该相关技术将abs树脂与pvc树脂制成塑料合金材料,即具有abs树脂耐冲击、易于成型加工等优点,又具有pvc树脂的阻燃性和耐腐蚀性、耐候性及耐擦洗性,能够改善单纯abs塑料产品阻燃性差的问题。
6.然而,上述相关技术存在如下缺陷:1、以pvc树脂为主,abs树脂为辅,虽然产品的阻燃性能较好,但其脆性偏大,耐冲击性欠佳,不适合应用于工业焊机外壳中;2、添加了大量的pvc树脂,pvc在100℃以上开始分解并缓慢放出hcl,随着温度上升,分解与释放hcl速度加快,而电焊过程中存在较多的熔融金属飞溅物,其落在电焊辅助工具如面罩上后会使工具局部受热并升温,放出较多的hcl,刺激性强,限制了其在电焊辅助工具中的应用。
技术实现要素:
7.针对现有技术存在的不足,本申请的目的之一是提供一种阻燃abs塑料,具有阻燃
且耐冲击性佳的优点,主要能适用于电焊辅助塑料工具。
8.本申请的目的之二是提供一种阻燃abs塑料,具有阻燃且耐冲击性佳的优点,主要能适用于工业电焊机外壳及电焊辅助塑料工具。
9.本申请的目的之三是提供一种上述目的二的阻燃abs塑料的制备方法,制备得到耐冲击性好且阻燃性好的阻燃abs塑料。
10.本申请的目的之四是提供一种上述目的二中优化方案中的阻燃abs塑料的制备方法,制备得到耐冲击性好且阻燃性好的阻燃abs塑料。
11.本申请的目的之五是提供一种上述任一种阻燃abs塑料的应用。
12.本申请的上述申请目的一是通过以下技术方案得以实现的:一种阻燃abs塑料,其由包括如下重量份的原料制备而成:abs树脂80
‑
130份,pvc树脂30
‑
60份,环氧树脂5
‑
10份,阻燃剂3
‑
8份,磷酸三甲苯酯1
‑
3份和乙撑双油酸酰胺1
‑
3 份。
13.通过采用上述技术方案,以abs树脂为基体树脂,辅配自熄性pvc树脂及阻燃剂,自熄性pvc树脂与阻燃剂协同作用,在添加相对较少量pvc树脂的情况下,改善了产品的阻燃性能;环氧树脂与磷酸三甲苯酯,起到抗老化的作用;乙撑双油酸酰胺起到润滑的作用;乙撑双油酸酰胺协同环氧树脂与磷酸三甲苯酯,能提高abs树脂与pvc树脂的相容性。本申请在pvc树脂用量相对较少的情况下,实现了对abs树脂阻燃性的改善,得到了阻燃性好,抗冲击强度高的产品,适用于电焊辅助塑料工具。
14.本申请的上述申请目的二是通过以下技术方案得以实现的:一种阻燃abs塑料,其由包括如下重量份的原料制备而成:abs树脂80
‑
130份,pvc树脂15
‑
40份,中空玻璃微珠5
‑
15份,环氧树脂5
‑
15份,阻燃剂1
‑
4份,磷酸三甲苯酯1
‑
3 份和乙撑双油酸酰胺1
‑
3份。
15.通过采用上述技术方案,中空玻璃微珠具有重量轻、体积大、导热系数低、抗压强度高、吸油率低、分散性和流动性好、化学稳定性高等优点。通过向本申请的塑料中加入中空玻璃微珠,能够在降低pvc树脂掺量的同时,保证本申请产品的阻燃性,并能进一步改善本申请产品的耐冲击性能,不仅适用于电焊辅助塑料工具,而且适用于工业电焊机。
16.作为优选:其由包括如下重量份的原料制备而成:abs树脂95
‑
115份,pvc树脂 20
‑
30份,中空玻璃微珠8
‑
12份,环氧树脂8
‑
12份,阻燃剂1
‑
4份,磷酸三甲苯酯1
‑
3份和乙撑双油酸酰胺1
‑
3份。
17.作为优选:所述阻燃剂包括三氧化二锑和五溴联苯醚,两者的重量配比为1:2
‑
4。
18.通过采用上述技术方案,通过大量实验表明,在本申请体系中,单独添加五溴联苯醚对产品的阻燃作用大于单独添加三氧化二锑,但单独添加五溴联苯醚对产品的阻燃作用仍然较小。当三氧化二锑和五溴联苯醚复配使用并配以pvc树脂时,对本申请塑料产品的阻燃性能改善较佳。
19.作为优选:所述中空玻璃微珠为用硅烷偶联剂通过如下步骤处理后的改性中空玻璃微珠:(1)干燥;(2)将干燥后的中空玻璃微珠加入硅烷偶联剂与无水乙醇的混合液中,搅拌均匀,过滤,取出中空玻璃微珠,干燥即得;所述硅烷偶联剂与无水乙醇的重量配比为1:5。
20.通过采用上述技术方案,中空玻璃微珠为无机填料,其与树脂基体之间的热膨胀系数、表面极性等存在较大的差异,因此与树脂基体的相容性差,直接混合会导致本申请塑料产品的耐冲击性能有所下降。通过对中空玻璃微珠的表明进行改性处理,改变了其与基体树脂之间的界面性能和相容性,提高了其在基体树脂中的分散性。本申请中,经过表面改性处理的中空玻璃微珠充分分散在基体树脂中,并且中空玻璃微珠的表面包裹或缠绕着薄层的树脂层,当遇到外力撞击时,树脂层紧紧裹住中空玻璃微珠防止其滑移,提高了本申请产品的耐冲击性;当有金属熔融物滴落在产品上时,隔热性能优良的中空玻璃微珠对热传导起到阻断作用,提高了本申请产品的阻燃耐热性能。
21.作为优选:所述硅烷偶联剂为kh
‑
550、kh
‑
570或kh
‑
591。
22.作为优选:其由包括如下重量份的原料制备而成:abs树脂80
‑
130份,pvc树脂 10
‑
25份,改性中空玻璃微珠5
‑
15份,硅烷偶联剂0.3
‑
0.6份,环氧树脂5
‑
15份,阻燃剂1
‑ꢀ
3份,磷酸三甲苯酯1
‑
3份和乙撑双油酸酰胺1
‑
3份。
23.通过采用上述技术方案,体系中加入了少量的硅烷偶联剂,一方面,其自身具有阻燃性能;另一方面,稍过量的硅烷偶联剂能穿插在裹有树脂层的中空玻璃微珠填料间隙内,一旦中空玻璃微珠表面的改性作用降低或失效,中空玻璃微珠与树脂基体间会出现间隙,该过量部分的硅烷偶联剂则会透过间隙重新裹至中空玻璃微珠表面,从而能进一步提高本申请产品的耐冲击性及阻燃性。
24.本申请的上述申请目的三是通过以下技术方案得以实现的:一种阻燃abs塑料的制备方法,其通过如下步骤制备得到:(1)将abs树脂与pvc树脂、阻燃剂、磷酸三甲苯酯和乙撑双油酸酰胺混合均匀,于机筒温度160
‑
170℃,口模温度170
‑
180℃下,双螺杆挤出,得到高温料块;(2)将上述高温料块送入单螺杆挤出机,于机筒温度160
‑
170℃,口模温度170
‑
180℃下,机头处加入中空玻璃微珠与环氧树脂,挤出造粒即得。
25.通过采用上述技术方案,本申请中,先将abs树脂、pvc树脂及其他助剂混合并于双螺杆挤出,能使各原料间混合均匀,得到分散均匀的高温料块;将中空玻璃微珠与环氧树脂在机头处加入,一方面能有效避免中空玻璃微珠在双螺杆挤出时结构被破坏而影响其性能,另一方面环氧树脂能作为中空玻璃微珠的“分散保护层”,使中空玻璃微珠能更加充分且均匀的分散在树脂基体中,从而制得耐冲击且阻燃性好的阻燃abs塑料。
26.本申请的上述申请目的四是通过以下技术方案得以实现的:一种阻燃abs塑料的制备方法,其通过如下步骤制备得到:(1)将abs树脂与pvc树脂、阻燃剂、磷酸三甲苯酯和乙撑双油酸酰胺混合均匀,于机筒温度160
‑
170℃,口模温度170
‑
180℃下,双螺杆挤出,得到高温料块;(2)将上述高温料块送入单螺杆挤出机,于机筒温度160
‑
170℃,口模温度170
‑
180℃下,机头处加入改性后的中空玻璃微珠、环氧树脂与硅烷偶联剂,挤出造粒即得。
27.通过采用上述技术方案,硅烷偶联剂与环氧树脂一起,对中空玻璃微珠起到分散保护作用,更利于中空玻璃微珠在基体树脂中的分散均匀性。
28.本申请的上述申请目的五是通过以下技术方案得以实现的:一种上述申请目的一到五任一项的阻燃abs塑料的应用,将所述阻燃abs塑料用于焊机外壳或/和电焊辅助塑料工具的生产加工中,得到焊机外壳或/和电焊辅助塑料工具。
29.综上所述,本申请包括以下至少一种有益技术效果:(1)本申请的阻燃abs塑料均达到了阻燃ul94等级的v
‑
0,阻燃性能优良;维卡软化点和热变形温度均高于纯abs树脂和纯pvc树脂,具有耐高温、阻燃性能好的优点;(2)本申请的阻燃abs塑料拉伸强度最高可达77mpa;弯曲强度最高可达85mpa;izod 缺口冲击强度最高可达14.8mpa;具有耐冲击的优点,适用于工业焊机外壳的生产加工;(3)本申请的阻燃abs塑料,兼具pvc树脂的阻燃性能与abs树脂的耐冲击性能;由于中空玻璃微珠、环氧树脂、阻燃剂等材料的协同作用,在保证阻燃效果的同时,相对降低了 pvc树脂的掺量,有效改善了相关技术中存在的释放hcl的问题,能够广泛应用于电焊面罩的生产加工中;(4)在本申请阻燃abs塑料的制备中,先采用双螺杆挤出得高温料块,再转入单螺杆中加入中空玻璃微珠及环氧树脂等材料,较大程度的保护了中空玻璃微珠的结构完整性,使中空玻璃微珠优良的隔热性能及力学性能得以充分发挥,从而制得阻燃性好,耐冲击性佳的阻燃 abs塑料。
具体实施方式
30.以下结合具体实施例对本申请作进一步详细说明。
31.本申请中的如下原料均为市售产品,具体为:abs树脂选自台湾奇美实业公司,牌号pa
‑
757;pvc树脂选自齐鲁石化公司,牌号s
‑
700;环氧树脂选自南通星辰凤凰,e51,工业级;kh
‑
550、kh
‑
570及kh
‑
591均为分析纯;中空玻璃微珠,d50≤50μm。
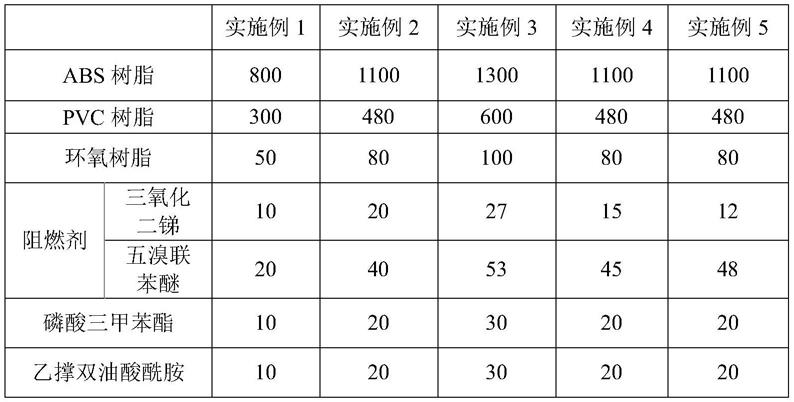
32.实施例1一种阻燃abs塑料,其由包括如表1所示重量份的原料通过如下步骤制备而成:将干燥后的abs树脂与pvc树脂、阻燃剂、磷酸三甲苯酯和乙撑双油酸酰胺混合均匀,于机筒温度 170℃,口模温度180℃下,双螺杆挤出,造粒,即得。
33.实施例2
‑
5实施例2
‑
5的阻燃abs塑料与实施例1的制备方法相同,区别在于原料种类及用量不同,具体见表1所示。
34.表1实施例1
‑
5的阻燃abs塑料的各原料及用量(单位/g)
实施例6一种阻燃abs塑料,其由包括如表2所示重量份的原料通过如下步骤制备而成:(1)将干燥后的abs树脂与pvc树脂、阻燃剂、磷酸三甲苯酯和乙撑双油酸酰胺混合均匀,于机筒温度160℃,口模温度180℃下,双螺杆挤出,得到高温料块;(2)将上述高温料块送入单螺杆挤出机,于机筒温度160℃,口模温度180℃下,机头处加入中空玻璃微珠与环氧树脂,挤出造粒即得。
35.实施例7一种阻燃abs塑料,其由包括如表2所示重量份的原料通过如下步骤制备而成:(1)将干燥后的abs树脂与pvc树脂、阻燃剂、磷酸三甲苯酯和乙撑双油酸酰胺混合均匀,于机筒温度170℃,口模温度170℃下,双螺杆挤出,得到高温料块;(2)将上述高温料块送入单螺杆挤出机,于机筒温度170℃,口模温度170℃下,机头处加入中空玻璃微珠与环氧树脂,挤出造粒即得。
36.实施例8
‑
13实施例8
‑
13的阻燃abs塑料与实施例6的制备方法相同,区别在于原料种类及用量不同,具体见表2所示。
37.表2实施例6
‑
13的阻燃abs塑料的各原料及用量(单位/g)实施例14
‑
16实施例14
‑
16的阻燃abs塑料与实施例12的制备方法相同,区别在于原料种类及用量不同,具体见表3所示。
38.表3实施例14
‑
16的阻燃abs塑料的各原料及用量(单位/g)
制备例1改性中空玻璃微珠的制备:将中空玻璃微珠在110℃下干燥1h,并按质量比5:1的比例将无水乙醇和硅烷偶联剂kh
‑
550混合,得到混合料a备用;采用高速搅拌机,于1500r/min 的搅拌速度下,将干燥好的中空玻璃微珠和混合料a混合均匀,再将处理后的中空玻璃微珠放入烘箱,于110℃下干燥100min,即得。
39.制备例2制备例2
‑
3的改性中空玻璃微珠的制备操作步骤与制备例1的完全相同,区别在于分别采用硅烷偶联剂kh
‑
570和硅烷偶联剂kh
‑
591。
40.实施例17一种阻燃abs塑料,其由包括如表4所示重量份的原料通过如下步骤制备而成:(1)将干燥后的abs树脂与pvc树脂、阻燃剂、磷酸三甲苯酯和乙撑双油酸酰胺混合均匀,于机筒温度160℃,口模温度180℃下,双螺杆挤出,得到高温料块;(2)将上述高温料块送入单螺杆挤出机,于机筒温度160℃,口模温度180℃下,机头处加入中空玻璃微珠、环氧树脂与硅烷偶联剂,挤出造粒即得。
41.实施例18一种阻燃abs塑料,其由包括如表4所示重量份的原料通过如下步骤制备而成:(1)将干燥后的abs树脂与pvc树脂、阻燃剂、磷酸三甲苯酯和乙撑双油酸酰胺混合均匀,于机筒温度170℃,口模温度170℃下,双螺杆挤出,得到高温料块;(2)将上述高温料块送入单螺杆挤出机,于机筒温度170℃,口模温度170℃下,机头处加入中空玻璃微珠、环氧树脂与硅烷偶联剂,挤出造粒即得。
42.其中,实施例17和实施例18的阻燃abs塑料原料中的硅烷偶联剂种类与改性中空玻璃微珠制备中所用的硅烷偶联剂种类相同。
43.实施例19
‑
25实施例19
‑
25的阻燃abs塑料与实施例17的区别在于原料种类及用量不同,具体见表4所示,其余均相同。
44.表4实施例17
‑
25的阻燃abs塑料的各原料及用量(单位/g)
对比例1背景技术中所示的相关技术中实施例1的pvc/abs塑料合金材料。
45.对比例2对比例2的abs塑料与实施例1的区别在于将阻燃剂替换为等量的pvc树脂,其余均与实施例1相同。
46.对比例3对比例3的abs塑料与实施例1的区别在于将pvc树脂替换为等量的阻燃剂,且阻燃剂中三氧化二锑和五溴联苯醚的配比与实施例1中相同,其余均与实施例1相同。
47.对比例4对比例4的abs塑料与实施例1的区别在于:阻燃剂中三氧化二锑和五溴联苯醚的重量配比为2:1,其余均与实施例1相同。
48.对比例5对比例5的abs塑料与实施例1的区别在于将环氧树脂替换为等量的磷酸三甲苯酯,其余均与实施例1相同。
49.对比例6对比例6的abs塑料与实施例1的区别在于将磷酸三甲苯酯替换为等量的环氧树脂,其余均与实施例1相同。
50.对比例7对比例7的abs塑料与实施例1的区别在于将磷酸三甲苯酯和环氧树脂替换为等量的乙撑双油酸酰胺,其余均与实施例1相同。
51.对比例8对比例8的abs塑料与实施例6的区别在于无环氧树脂,其余均与实施例6相同。
52.对比例9一种阻燃abs塑料,其由包括如下重量份的原料通过如下步骤制备而成:将干燥后的abs树脂800g与pvc树脂150g、三氧化二锑3g、五溴联苯醚7g、中空玻璃微珠50g、环氧树脂50g、磷酸三甲苯酯10g和乙撑双油酸酰胺10g混合均匀,于机筒温度 160℃,口模温度180℃下,双螺杆挤出造粒即得。
53.对比例10一种阻燃abs塑料,其由包括如下重量份的原料通过如下步骤制备而成:将干燥后的abs树脂1070g与pvc树脂230g、三氧化二锑2.5g、五溴联苯醚7.5g、制备例 3的改性中空玻璃微珠50g、环氧树脂50g、硅烷偶联剂3g、磷酸三甲苯酯13g和乙撑双油酸酰胺13g混合均匀,于机筒温度160℃,口模温度180℃下,双螺杆挤出造粒即得。
54.性能检测采用如下检测方法或检测标准对实施例1
‑
25以及对比例1
‑
8的塑料进行性能检测,检测结果详见表5:拉伸强度(单位/mpa):astm d638,速度50mm/min;弯曲强度(单位/mpa):astm d790,速度3mm/min;izod缺口冲击强度(单位/kj/(m2)):astm d256,3.2mm;维卡软化点(单位/℃):din 53460
‑
1976;热变形温度(单位/℃):astm d638,0.45mpa;阻燃性:ul94,阻燃等级自hb,v
‑
2,v
‑
1向v
‑
0逐级递增。
55.表5实施例1
‑
25及对比例1
‑
8的塑料的性能检测结果
由表5的检测结果表明,本申请的阻燃abs塑料均达到了阻燃ul94等级的v
‑
0,阻燃性能优良;拉伸强度均在47mpa之上,最高可达77mpa;弯曲强度均在62mpa之上,最高可达85mpa;izod缺口冲击强度均在10.5mpa之上,最高可达14.8mpa;维卡软化点和热变形温度均高于纯abs树脂和纯pvc树脂,且优于相关技术,具有耐冲击、阻燃性能好的优点。
56.由实施例1
‑
5与实施例6
‑
16的检测结果可知,在本申请体系中,中空玻璃微珠的加入不仅能够改善阻燃abs塑料的力学性能,而且能够提高阻燃abs塑料的耐温阻燃性能。由实施例6
‑
16与实施例17
‑
25的检测结果可知,对中空玻璃微珠进行改性处理后,能够有效改善其与基体树脂的相容性,从而进一步提高了本申请阻燃abs塑料的力学性能及耐温阻燃性能。
57.由对比例2和对比例3的检测结果可知,本申请中,阻燃剂和pvc树脂对阻燃abs 塑料的耐温性能和阻燃性能具有很大影响,缺失两者的任一均会导致产品的耐温性能和阻燃性能下降。由对比例4的检测结果表明,若三氧化二锑的添加量大于五溴联苯醚,会导致产品的耐温性能和阻燃性能有所下降。由对比例5和对比例8的检测结果可知,环氧树脂对本申请产品的力学性能、耐温性能和阻燃性能均有较大影响。由对比例5
‑
7的检测结果可知,环氧树脂与磷酸三甲苯酯和乙撑双油酸酰胺之间存在协同作用,缺失环氧树脂或磷酸三甲苯酯或两者均缺失后会导致产品的力学性能、耐温性能和阻燃性能下降。
58.由对比例9和对比例10的检测结果可知,若在双螺杆挤出机中将本申请所有的原料全部加入,挤出造粒后得到的塑料力学性能大大下降,阻燃等级由v
‑
0降低至v
‑
1,耐温性能也下降,主要可能是中空玻璃微珠的结构在双螺杆挤出时遭到了破坏,从而影响了中空
玻璃微珠性能的发挥。而在本申请阻燃abs塑料的制备中,先采用双螺杆将基体树脂与辅料挤出,得到高温料块,再转入单螺杆中加入中空玻璃微珠及环氧树脂等材料,能够较大程度的保护中空玻璃微珠的结构完整性,使中空玻璃微珠优良的隔热性能及力学性能得以充分发挥,从而制得阻燃性好,耐冲击性佳的阻燃abs塑料。
59.此外,对比例9和对比例10的塑料性能低于实施例1
‑
5任一的塑料性能,主要可能是在双螺杆挤出机中中空玻璃微珠的结构被破坏后,其在基体树脂中的分散不均匀,可能出现了局部堆叠的情况;并且在双螺杆挤出过程,中空玻璃微珠有可能在绞龙的机械外力作用下在基体树脂中出现了较大路径的滑移,使基体树脂中出现较多的空腔,从而降低了材料的整体性能。
60.应用例1将实施例4的阻燃abs塑料采用注塑成型的方式用于电焊面罩的生产加工中,得到电焊面罩。
61.应用例2将实施例12的阻燃abs塑料采用注塑成型的方式用于工业焊机外壳的生产加工中,得到工业焊机外壳。
62.应用例3将实施例22的阻燃abs塑料采用注塑成型的方式用于电焊面罩的生产加工中,得到电焊面罩。
63.本申请的阻燃abs塑料,兼具pvc树脂的阻燃性能与abs树脂的耐冲击性能,应用于工业焊机外壳中能满足gb4208
‑
2017外壳防护等级的标准;由于中空玻璃微珠、环氧树脂、阻燃剂等材料的协同作用,在保证阻燃效果的同时,相对降低了pvc树脂的掺量,有效改善了相关技术中存在的释放hcl的问题,能够广泛应用于电焊面罩。
64.上述具体实施方式的实施例均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1