碳纤维增强成形材料及成形品的制造方法与流程
1.本发明涉及碳纤维增强成形材料及成形品的制造方法。
2.本技术基于2019年6月5日在日本技术的日本特愿2019
‑
105295主张优先权,并将其内容援引于此。
背景技术:
3.以碳纤维作为增强纤维对环氧树脂、不饱和聚酯树脂等热固性树脂进行增强而得到的纤维增强树脂复合材料的轻量且耐热性、机械强度优异的特征备受关注,以汽车、航空器的壳体或各种构件为代表,在各种结构体用途中的利用正在扩大。作为该纤维增强树脂复合材料的成形方法,已知有利用可加压的高压釜对被称为预浸料的材料进行加热并使其固化的高压釜法、使用片状模塑料(smc)、块状模塑料(bmc)进行加热压缩成形的方法等。
4.加热压缩成形通常在110~180℃的模具内以1~20mpa的压力对成形材料进行赋型,将这些成形条件保持规定的时间,由此来制造成形品。上述模具中使用的钢为强且硬的钢材,但在成形材料中含有异物,特别是金属作为异物的情况下,由于以高压对成形材料进行成形,所以存在模具因异物而显著损伤的问题。
5.作为检测这样的金属异物的装置,例如已知电磁感应式异物检测装置(参照专利文献1。)。然而,在利用电磁感应式的金属探测器来调查碳纤维增强成形材料中的金属异物的情况下,存在如下问题:导电性的碳纤维会使磁场变形,尽管不包含金属异物,也会误判为混入了金属异物。因此,在成形品制造工序中,寻求准确地检测碳纤维增强成形材料中的金属异物、有效地制造碳纤维增强成形材料和成形品的方法。
6.现有技术文献
7.专利文献
8.专利文献1:日本特开昭63
‑
45584号公报
技术实现要素:
9.发明要解决的课题
10.本发明要解决的课题在于提供准确地检测碳纤维增强成形材料中的金属异物、有效地制造碳纤维增强成形材料和成形品的方法。
11.用于解决课题的手段
12.本发明人等发现,通过具备利用特定的金属探测方法进行检查的工序的碳纤维增强成形材料的制造方法,可以有效地得到碳纤维增强成形材料和成形品,从而完成了本发明。
13.即,涉及一种碳纤维增强成形材料及成形品的制造方法,其特征在于,包括利用磁传感器式金属探测方法来检查成形材料中的金属的有无的工序。
14.发明的效果
15.通过本发明的碳纤维增强成形材料和成形品的制造方法得到的成形品轻量且耐
热性、机械强度优异,因此可以适合用于汽车构件、铁道车辆构件、航空航天器构件、船舶构件、住宅设备构件、体育用品构件、轻型车辆构件、建筑土木构件、oa设备等的壳体等。
具体实施方式
16.本发明的碳纤维增强成形材料的制造方法包括利用磁传感器式金属探测方法来检查成形材料中的金属的有无的工序。
17.上述磁传感器式金属探测方法是指利用磁化磁铁使金属磁化,并利用磁传感器对磁化后的金属发出的磁场进行检测的方法。
18.根据上述探测方法,能够仅探测混入到碳纤维增强成形材料中的金属而不将具有导电性的碳纤维探测为金属,因此,通过包括利用上述探测方法来检查碳纤维增强成形材料中的金属的有无的工序,能够有效地制造成形品而不产生模具的破损等不良情况。
19.作为上述碳纤维增强成形材料的形态,只要含有树脂和碳纤维就没有特别限定,从生产率和设计多样性优异的方面出发,优选将碳纤维裁断并分散于树脂组合物中而得到的片状模塑料(以下,简记为“smc”。)、块状模塑料(以下,简记为“bmc”。)。
20.作为上述树脂,例如可举出乙烯基酯树脂、乙烯基氨基甲酸酯树脂、不饱和聚酯树脂、丙烯酸系树脂、环氧树脂、酚醛树脂、三聚氰胺树脂、呋喃树脂等热固性树脂;聚酰胺树脂、聚对苯二甲酸乙二醇酯树脂、聚对苯二甲酸丁二醇酯树脂、聚碳酸酯树脂、氨基甲酸酯树脂、聚丙烯树脂、聚乙烯树脂、聚苯乙烯树脂、丙烯酸系树脂、聚丁二烯树脂、聚异戊二烯树脂和通过共聚使它们改性而得到的树脂等热塑性树脂等。这些树脂可以单独使用,也可以组合使用2种以上。其中,从耐热性、高弹性模量等观点出发,优选热固性树脂,从快速固化性、低粘度的观点出发,更优选乙烯基酯树脂、不饱和聚酯树脂。
21.作为上述碳纤维,可以使用聚丙烯腈系、沥青系、人造丝系等各种碳纤维,其中,从容易得到高强度的碳纤维的方面出发,优选聚丙烯腈系的碳纤维。
22.另外,从树脂浸渗性和成形品的机械物性进一步提高的方面出发,作为上述碳纤维使用的纤维束的长丝数优选为1000~60000。
23.作为上述碳纤维,可以为集合体,也可以为织物状,还可以为无纺布状。另外,可以是将纤维沿一个方向排列而成的纤维束,也可以是将纤维束排列而成的片状、织物状。另外,也可以是使纤维的集合体具有厚度的立体形状。
24.上述碳纤维由于机械物性优异、复杂的三维形状物、厚度不同的物体等的成形性进一步提高,所以优选裁切成2.5~50mm而包含在成形材料中。
25.从所得到的成形品的机械物性进一步提高的方面出发,上述碳纤维复合材料中的上述碳纤维的含有率优选为25~80质量%的范围,更优选为35~70质量%的范围。如果碳纤维含有率低,则有可能无法得到高强度的成形品,如果碳纤维含有率高,则树脂向纤维的浸渗性不充分,成形品产生膨胀,仍然有可能得不到高强度的成形品。
26.上述碳纤维复合材料含有树脂和碳纤维,作为这些以外的成分,例如可以含有不饱和单体、聚合引发剂、阻聚剂、固化促进剂、填充剂、低收缩剂、脱模剂、增稠剂、减稠剂、颜料、抗氧化剂、增塑剂、阻燃剂、抗菌剂、紫外线稳定剂、增强材料、光固化剂等。
27.作为上述不饱和单体,例如可举出(甲基)丙烯酸苄酯、(甲基)丙烯酸苯氧基乙酯、苯氧基聚乙二醇(甲基)丙烯酸酯、聚乙二醇(甲基)丙烯酸酯烷基醚、聚丙二醇(甲基)丙烯
酸酯烷基醚、甲基丙烯酸2
‑
乙基己酯、(甲基)丙烯酸异癸酯、(甲基)丙烯酸月桂酯、(甲基)丙烯酸异十三烷基酯、(甲基)丙烯酸正硬脂酯、甲基丙烯酸四氢糠酯、(甲基)丙烯酸异冰片酯、(甲基)丙烯酸二环戊烯氧基乙酯、甲基丙烯酸二环戊酯等单官能(甲基)丙烯酸酯化合物;乙二醇二(甲基)丙烯酸酯、丙二醇二(甲基)丙烯酸酯、1,4
‑
丁二醇二(甲基)丙烯酸酯、1,3
‑
丁二醇二(甲基)丙烯酸酯、新戊二醇二(甲基)丙烯酸酯、1,6
‑
己二醇二(甲基)丙烯酸酯、双酚二(甲基)丙烯酸酯、1,4
‑
环己烷二甲醇二(甲基)丙烯酸酯等二(甲基)丙烯酸酯化合物;邻苯二甲酸二烯丙酯、二乙烯基苯、苯乙烯等,其中,从得到更高强度的成形材料的方面出发,优选具有芳香族的不饱和单体,更优选甲基丙烯酸苄酯、甲基丙烯酸苯氧基乙酯。需要说明的是,这些不饱和单体可以单独使用,也可以组合使用2种以上。
28.作为上述聚合引发剂,没有特别限定,优选有机过氧化物,例如可举出二酰基过氧化物化合物、过氧化酯化合物、过氧化氢化合物、酮过氧化物化合物、烷基过酸酯化合物、过碳酸酯化合物、过氧化缩酮等,可以根据成形条件来适当选择。需要说明的是,这些聚合引发剂可以单独使用,也可以组合使用2种以上。
29.作为上述阻聚剂,例如可举出对苯二酚、三甲基对苯二酚、对叔丁基邻苯二酚、叔丁基对苯二酚、甲苯对苯二酚、对苯醌、萘醌、对苯二酚单甲醚、吩噻嗪、环烷酸铜、氯化铜、哌啶衍生物等。这些阻聚剂可以单独使用,也可以组合使用2种以上。
30.作为上述固化促进剂,例如可举出环烷酸钴、辛烯酸钴、辛烯酸钒、环烷酸铜、环烷酸钡等金属皂类、乙酰乙酸钒、乙酰乙酸钴、乙酰丙酮铁等金属螯合物化合物。另外,作为胺类,可举出n,n
‑
二甲基氨基
‑
对苯甲醛、n,n
‑
二甲基苯胺、n,n
‑
二乙基苯胺、n,n
‑
二甲基
‑
对甲苯胺、n
‑
乙基
‑
间甲苯胺、三乙醇胺、间甲苯胺、二亚乙基三胺、吡啶、苯基吗啉、哌啶、二乙醇苯胺等。这些固化促进剂可以单独使用,也可以组合使用2种以上。
31.作为上述填充剂,有无机化合物、有机化合物,可以用于调整成形品的强度、弹性模量、冲击强度、疲劳耐久性等物性。
32.作为上述无机化合物,例如可举出碳酸钙、碳酸镁、硫酸钡、云母、滑石、高岭土、粘土、硅藻土、石棉、珍珠岩、氧化钡、二氧化硅、石英砂、白云石、石灰石、石膏、铝微粉、中空球、氧化铝、玻璃粉、氢氧化铝、寒水石、氧化锆、三氧化锑、氧化钛、二氧化钼、铁粉等。
33.作为上述有机化合物,有纤维素、几丁质等天然多糖类粉末、合成树脂粉末等,作为合成树脂粉末,可以使用由硬质树脂、软质橡胶、弹性体或聚合物(共聚物)等构成的有机物的粉体、核壳型等具有多层结构的粒子。具体而言,可举出由丁二烯橡胶和/或丙烯酸系橡胶、氨基甲酸酯橡胶、硅橡胶等形成的粒子、聚酰亚胺树脂粉末、氟树脂粉末、酚醛树脂粉末等。这些填充剂可以单独使用,也可以组合使用2种以上。
34.作为上述脱模剂,例如可举出硬脂酸锌、硬脂酸钙、石蜡、聚乙烯蜡、巴西棕榈蜡等。可优选地举出石蜡、聚乙烯蜡、巴西棕榈蜡等。这些脱模剂可以单独使用,也可以组合使用2种以上。
35.作为上述增稠剂,例如可举出氧化镁、氧化钙等金属氧化物;氢氧化镁、氢氧化钙等金属氢氧化物;丙烯酸系树脂系微粒;多异氰酸酯等,可以根据本发明的纤维增强成形材料的处理性来适当选择。这些增稠剂可以单独使用,也可以组合使用2种以上。
36.本发明的成形材料的制造方法包括利用磁传感器式金属探测方法来检查碳纤维增强成形材料中的金属的有无的工序,例如,作为在smc的制造工序中进行检查的方法,可
举出如下方法等:使用通常的搅拌机、密炼机(日文:
インタ
一
ミキサ
一)、行星式混合机、辊、捏合机、挤出机等混合机,将上述乙烯基酯树脂、上述不饱和单体、上述热塑性树脂、上述多异氰酸酯、上述聚合引发剂等各成分混合、分散,将所得到的树脂组合物以成为均匀的厚度的方式涂布于上下设置的载体膜,将上述碳纤维用上述上下设置的载体膜上的树脂组合物夹持,接下来,使整体从浸渗辊之间通过,施加压力而使树脂组合物浸渗于上述碳纤维,然后经过磁传感器式金属探测检查工序,卷取成卷状或连续折叠的方法。此外,优选之后在25~60℃的温度下进行熟化。作为载体膜,可以使用聚乙烯膜、聚丙烯膜、聚乙烯与聚丙烯的层压膜、聚对苯二甲酸乙二醇酯、尼龙等。磁传感器式金属探测检查只要在成形前进行即可,也可以在熟化工序后进行。
37.作为上述bmc的制造方法,与上述smc的制造方法同样地,可举出如下方法等:使用通常的搅拌机、密炼机、行星式混合机、辊、捏合机、挤出机等混合机,将树脂、不饱和单体、增稠剂、聚合引发剂等各成分混合、分散,在所得到的树脂组合物中混合、分散碳纤维的方法等。使树脂组合物和碳纤维混合、分散,制成bmc后,将bmc加工成棒状、板状等,经过磁传感器式金属探测检查工序,可以使其熟化。优选与smc同样地在25~60℃的温度下进行熟化。也可以在熟化工序后、成形前加工成棒状、板状等,进行磁传感器式金属探测检查。
38.作为上述加热压缩成形,例如可以使用如下制造方法:称量规定量的smc、bmc等成形材料,投入到预先加热至110~180℃的模具中,利用压缩成形机进行合模而对成形材料进行赋型,保持0.1~30mpa的成形压力,由此使成形材料固化,然后取出成形品,得到成形品。作为具体的成形条件,优选为在模具内以模具温度120~160℃、每1mm的成形品的厚度保持1~15mpa的成形压力1~2分钟的成形条件,从生产率进一步提高的方面出发,更优选在模具温度140~160℃、每1mm的成形品的厚度保持1~15mpa的成形压力30~90秒钟的成形条件。
39.由本发明的纤维增强成形材料得到的成形品由于轻量且耐热性、机械强度优异,所以可以适合用于汽车构件、铁道车辆构件、航空航天器构件、船舶构件、住宅设备构件、体育用品构件、轻型车辆构件、建筑土木构件、oa设备等的壳体等。
40.实施例
41.以下,列举具体的实施例更详细地说明本发明。需要说明的是,羟值如下测定:基于jis k
‑
0070的规定的方法,使用乙酰化剂,使树脂试样1g在规定温度和时间下反应,测定中和此时生成的乙酸所需要的氢氧化钾的毫克数(mgkoh/g)。
42.(制造例1:树脂组合物(1)的制造)
43.在设置有温度计、氮导入管、搅拌机的2l烧瓶中投入环氧树脂(dic株式会社制“epiclon 850”,双酚a型环氧树脂,环氧当量188)661质量份、58.8质量份的双酚a和2
‑
甲基咪唑0.36质量份,升温至120℃,使其反应3小时,测定环氧当量。确认环氧当量如设定那样达到240后,冷却至60℃附近后,投入甲基丙烯酸253质量份和叔丁基对苯二酚0.28质量份,在将氮与空气以1:1混合的气体流通下,升温至90℃。向其中加入2
‑
甲基咪唑0.25质量份,升温至110℃使其反应10小时,酸值达到6以下,因此结束反应。冷却至60℃附近后,从反应容器中取出,得到羟值206mgkoh/g的乙烯基酯树脂(1)。
44.在使上述得到的乙烯基酯树脂(1)55质量份溶解于甲基丙烯酸苯氧基乙酯45质量份而得到的树脂溶液100质量份中混合乙烯脲1.5质量份、多异氰酸酯(三井化学株式会社
制“cosmonate ll”,以下,简记为“多异氰酸酯(1)”。)20质量份和聚合引发剂(化药akzo株式会社制“kayacalbon aic
‑
75”,有机过氧化物,以下,简记为“聚合引发剂(1)”。)1份混合,得到树脂组合物(1)。
45.(制造例1:碳纤维增强成形材料(x
‑
1)的制造)
46.将上述得到的树脂组合物(1)以涂布量成为0.5kg/m2的方式涂布于聚乙烯与聚丙烯的层压膜上,在其上,使将碳纤维粗纱(东丽株式会社制“t700sc
‑
12000
‑
50c”)切割成25mm的碳纤维(以下,简记为碳纤维(f
‑
1)。)以纤维方向性、厚度均匀且碳纤维含有率达到50质量%的方式从空中均匀落下,同样地用以0.5kg/m2的方式涂布有树脂组合物(x
‑
1)的膜夹持,使树脂浸渗于碳纤维后,在45℃恒温机中静置24小时,得到碳纤维增强成形材料(x
‑
1)(smc)。该碳纤维增强成形材料(x
‑
1)的单位面积重量为2kg/m2。
47.(制造例2:碳纤维增强成形材料(x
‑
2)的制造)
48.将制造例1的碳纤维含有率从50质量%变更为40质量%,除此以外,与制造例1同样地得到碳纤维增强成形材料(x
‑
2)。
49.将φ1.0mm的sus304球(一般社团法人日本检查设备工业会)作为金属异物(1)。
50.(实施例1)
51.将上述得到的碳纤维增强成形材料(x
‑
1)从膜上剥离,切割成210mm
×
210mm,在重叠4片的基础上载置金属异物(1),放置于微小金属检测机(nikka densok株式会社制“nt2r
‑
k4b”,磁传感器式)的输送带上,以20m/min进行输送。警报响起,检测到金属异物(1)。
52.接下来,除去所输送的210mm见方的碳纤维增强成形材料上的金属异物(1),置于微小金属检测机(nikka densok株式会社制“nt2r
‑
k4b”,磁传感器式)的输送带上,以20m/min进行输送。警报未响,没有检测到金属异物。
53.根据其结果判断为,所输送的210mm见方的碳纤维增强成形材料中不含金属异物,在30
×
30cm2的平板模具的中央设置210mm见方的碳纤维增强成形材料,在压制模具温度150℃、压制时间5分钟、压制压力10mpa的条件下进行成形,得到厚度约3mm的平板状的成形品。
54.[弯曲强度
·
弯曲弹性模量的评价]
[0055]
从上述得到的成形品中沿水平方向和垂直方向各切出5个样品,按照jis k7074,进行3点弯曲试验,测定弯曲强度、弯曲弹性模量。弯曲强度为350mpa,弯曲弹性模量为25gpa。
[0056]
(实施例2)
[0057]
将实施例1中使用的碳纤维增强成形材料(x
‑
1)变更为碳纤维增强成形材料(x
‑
2),除此以外,与实施例1同样地操作,进行金属异物的探测和能否成形的判断。仅在碳纤维增强成形材料(2)上存在金属异物(1)的情况下,警报响起,检测到金属异物(1)。此外,将除去了金属异物(1)的物质与实施例1同样地成形,评价成形品的弯曲强度和弯曲弹性模量。弯曲强度为300mpa,弯曲弹性模量为21gpa。
[0058]
(比较例1)
[0059]
将上述得到的碳纤维增强成形材料(x
‑
1)从膜上剥离,切割成210mm
×
210mm,在重叠4片的基础上载置金属异物(1),放置于金属探测器(日新电子工业株式会社制“lrg
‑
150”,电磁感应式)的输送带上,以20m/min进行输送。警报响起,检测到金属异物。
[0060]
接下来,除去所输送的210mm见方的碳纤维增强成形材料的上的金属异物(1),置于金属探测器(日新电子工业株式会社制“lrg
‑
150”,电磁感应式)的输送带上,以20m/min进行输送。警报响起,检测到金属异物。
[0061]
尽管除去了金属异物,但判定为存在金属异物,因此判断为有可能因金属异物而使模具破损,无法将碳纤维增强成形材料成形,无法得到成形品。
[0062]
(比较例2)
[0063]
将比较例1中使用的碳纤维增强成形材料(x
‑
1)变更为碳纤维增强成形材料(x
‑
2),除此以外,与比较例1同样地操作,进行金属异物的探测和能否成形的判断。
[0064]
与比较例1同样地,尽管除去了金属异物,但判定为存在金属异物,因此判断为有可能因金属异物而使模具破损,无法将碳纤维增强成形材料成形,无法得到成形品。
[0065]
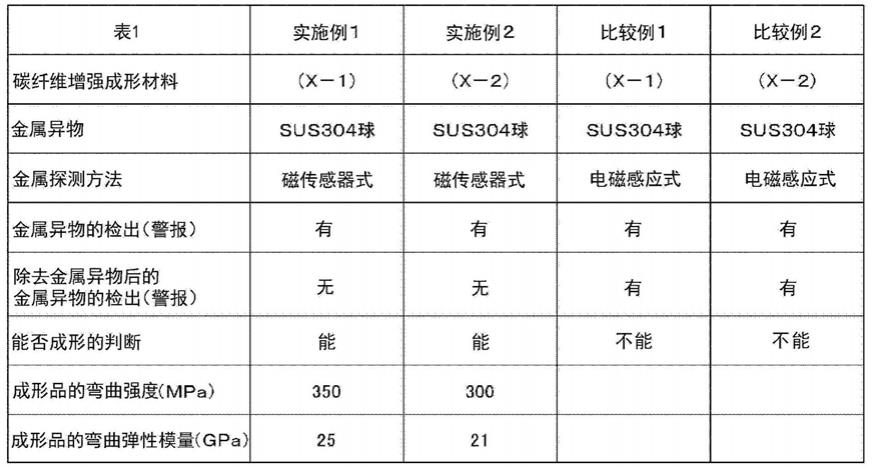
将实施例1~2和比较例1~2的评价结果示于表1。
[0066]
[表1]
[0067][0068]
确认了通过实施例1和2的本发明的制造方法,准确地判断有无金属异物,能够有效地得到成形品。
[0069]
另一方面,比较例1和2的制造方法是使用电磁感应式的金属探测器来代替磁传感器式的金属探测器的例子,但无法准确地判断有无金属异物,无法得到成形品。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1