熔融混合物、熔融混合物的制造方法、组成物、组成物的制造方法以及成型品与流程
1.本发明涉及一种熔融混合物、熔融混合物的制造方法、组成物、组成物的制造方法以及成型品。
背景技术:
2.近年来,由于环境保护的观点,生物质材料备受瞩目,作为针对汽车、办公自动化
╱
电气电子领域的材料,开始使用与天然来源的有机填充材料或生物聚合物复合的复合材料。另外,以提升刚性等机械强度或耐热性为目的,而研究在树脂组成中掺混玻璃纤维等无机填充剂的方法。然而,这些无机填充剂中,由于无机填充剂本身的比重大或需要大量添加,故成型品的比重增大,再者,在燃烧或废弃时成为垃圾的残留物增加,而有造成环境负担等问题。
3.专利文献1中公开了一种技术,其为了在芳香族聚碳酸酯树脂中掺混脂肪族聚酯与天然来源的有机填充材料而形成机械特性及阻燃性优异的树脂组成物,使用黄麻纤维或嫘萦纤维作为天然来源的有机填充材料而与树脂组成物复合化。
4.专利文献2中公开了一种技术,其是关于可提高纤维素纳米纤维等的纳米纤维在由热塑性树脂、热固性树脂或橡胶所构成的基质成分中的分散性的粉末状纳米纤维,以及将此粉末状纳米纤维掺混至基质成分(热塑性树脂、热固性树脂或橡胶)而成的组成物。
5.然而,专利文献1中所记载的使用黄麻纤维或嫘萦纤维作为天然来源的有机填充材料而与树脂组成物复合化所获得的树脂组成物,其冲击强度下降大,成型外观不足,而且着色程度大,成型时的热稳定性亦不充足。另外,专利文献2中所记载的粉末状纤维素纳米纤维,关于分散于基质成分中此点,其为有用的发明。然而,依然必须对其制造方法及所获得的树脂组成物的物性值等进一步改良。
6.现有技术文献
7.专利文献
8.专利文献1:日本特开2010
‑
215791号公报
9.专利文献2:日本特许第6189559号
技术实现要素:
10.发明所欲解决的课题
11.本发明鉴于上述以往技术中的问题,目的在于提供一种可提高在树脂等基质成分中的分散性的熔融混合物及其制造方法,以及通过使此纳米天然高分子均匀地分散于树脂等基质成分中而环境特性优异且冲击强度下降少、低比重而高刚性且成型外观优异的树脂组成物。
12.另外,本发明的另一目的在于提供一种可抑制着色的树脂组成物。
13.本案发明人等为了达成上述目的而进行深入研究的结果,发现通过将具有特定平
均纤维径及平均纤维长的纳米天然高分子与以特定分子量范围内的乙烯基芳香族化合物作为主成分的聚合物熔融混合所获得的熔融混合物以特定量掺混至树脂等,可解决上述课题。
14.解决课题的技术方案
15.亦即,本发明的熔融混合物包含纤维素纳米纤维以及在傅列德尔
‑
克拉夫茨型催化剂存在下将具有苯乙烯骨架的单体进行聚合而成的苯乙烯系聚合物,相对于纤维素纳米纤维1质量份,所述苯乙烯系聚合物为0.05~5质量份,其中,熔融混合物的yi值为38.02以下。
16.发明效果
17.根据本发明,提供一种可提高在树脂等基质成分中的分散性的熔融混合物以及冲击强度下降少、高刚性且成型外观优异的树脂组成物。另外,提供一种可抑制树脂组成物本身的着色的熔融混合物以及抑制着色的树脂组成物。
附图说明
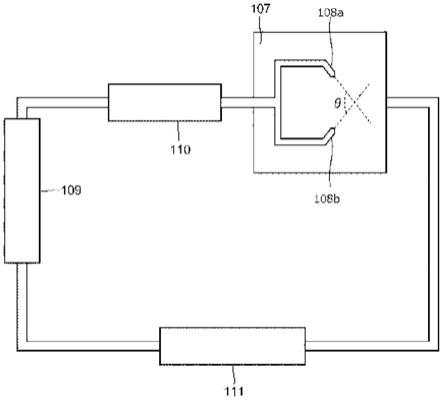
18.图1是cnf的制造(解纤处理)装置的概念图;
19.图2是其他cnf的制造(解纤处理)装置的概念图;
20.图3是将图2中cnf的制造(解纤处理)装置的局部放大显示的概念图;
21.图4是由acc法所形成的cnf的示意图;
22.图5是本发明的组成物的制造方法的示意图;
23.图6是显示穿刺冲击试验结果的破坏形态的图;
24.图7是显示实施例42所进行的穿刺冲击试验的试验结果的照片;
25.图8是显示实施例43所进行的穿刺冲击试验的试验结果的照片;
26.图9是显示实施例44所进行的穿刺冲击试验的试验结果的照片;
27.图10是显示比较例18所进行的穿刺冲击试验的试验结果的照片;
28.图11是显示实施例45所进行的动态粘弹性测量而得的测量结果的图;以及
29.图12是显示实施例46所进行的动态粘弹性测量而得的测量结果的图。
具体实施方式
30.[(a)纳米天然高分子]
[0031]
作为用于本发明的纳米天然高分子是直径为1至小于1000nm的纤维状物质,其是长度为直径的100倍以上的天然高分子纳米纤维或是直径为10~50nm、长度为100~500nm以下的棒状或纺锤形的超微细晶体的天然高分子纳米晶体。
[0032]
作为用于本发明的天然高分子虽并无特别限定,但可列举:纤维素、甲壳质、壳聚糖等多糖类、胶原蛋白、明胶等蛋白质、聚乳酸、聚己内酰胺等。
[0033]
在本发明中,优选使用结晶度在50%以上的范围内的纳米天然高分子。因为使用结晶度低的纳米天然高分子时,由于纳米天然高分子的比表面积减少而对于树脂的承载能力不佳,且由于强度、弹性及触变性降低而使树脂成型品的能力及作业性(树脂的流动性、树脂成型品的保形性)不佳。另外,结晶度低则也容易腐坏。
[0034]
在本发明中,优选使用平均聚合度在400~900的范围内的纳米天然高分子。因为
聚合度高于平均聚合度900者,由于纳米天然高分子的比表面积减少而对于树脂的承载能力不佳,且树脂的强化效果不佳。平均聚合度小于400时,解纤所需的步骤增加,因此制造纳米天然高分子时的成本增加。
[0035]
接着,就使用纤维素作为天然高分子的纤维素纳米纤维及纤维素纳米晶体水溶液的配制方法进行说明。在本发明中,作为cnf,可举例如来自包含木材纤维、阔叶木、针叶木、竹纤维、甘蔗纤维、种毛纤维、叶纤维、海藻类等天然植物的多糖的cnf,这些cnf可单独使用一种或混合两种以上使用。另外,也可为由蔗渣、稻草、茶叶渣、果汁的果渣等来自植物的叶、花、茎、根、外皮等的作物残渣而产生者。这些cnf可单独使用一种或混合两种以上使用。另外,作为多糖,优选为使用α
‑
纤维素含有率60%~99质量%的纸浆。若为α
‑
纤维素含有率60质量%以上的纯度,则纤维径及纤维长度变得易于调整而能够抑制纤维彼此缠绕,相较于使用α
‑
纤维素含有率小于60质量%的情况,熔融时的热稳定性高且不会导致冲击强度下降,而且着色抑制效果良好,能够使本发明的效果更优异。另一方面,使用99质量%以上者时,会变得难以将纤维解纤至纳米水平。
[0036]
本发明中的cnf可通过进行以下解纤处理而作为cnf分散液(以下有时也称为含水状态的cnf)获得。
[0037]
解纤处理是使用图1所示的水中对向冲击法(以下也称为acc法)来进行。此方法为:将悬浮于水中的纸浆导入在腔室(图1:107)内相对的两个喷嘴(图1:108a、108b),使其从这些喷嘴朝向一点喷射、冲击。图1所示的装置为液体循环型,其具备料桶(图1:109)、柱塞(图1:110)、对向的两个喷嘴(图1:108a,108b)及视需求的热交换器(图1:111),将分散于水中的微粒子导入两个喷嘴,且在高压下使其从相对的喷嘴(图1:108a,108b)喷射而在水中进行对向冲击。
[0038]
在实施所述解纤处理之前,也可以使用前处理装置实施解纤处理(图2、图3)。另外,作为其他解纤方法,也可以使用所述前处理装置。使用所述前处理装置的解纤处理是对形成为0.5~10质量%水混合液的多糖进行50~400mpa左右的高压水冲击。此处理可使用例如图2所示的制造装置1来进行。制造装置1是由第一液状介质供给路径的多糖浆液供给路径3及第二液状介质供给路径4所构成,所述第一液状介质供给路径配置成能够对一腔室2供给多糖浆液,所述第二液状介质供给路径4使例如水的非多糖浆液通过一腔室2而循环。一腔室2内具备孔喷射部5,将第二液状介质供给路径4的非多糖浆液于与来自多糖浆液供给路径3的多糖浆液供给方向交叉的方向进行孔喷射。多糖浆液供给路径3可使多糖浆液通过一腔室2进行循环。
[0039]
多糖浆液供给路径3与第二液状介质供给路径4在一腔室2内具有相互的交叉部6。
[0040]
多糖浆液供给路径3是将作为多糖浆液供给部的积存多糖浆液的料桶7、泵8配置于循环路线9而成,另一方面,第二液状介质供给路径4是将料桶10、泵11、热交换器12、柱塞13配置于作为循环路线的液状介质供给路径4而成。
[0041]
此外,非多糖浆液例如为水,也总括地指成为下述状态者:以根据操作情况的浓度而包含经纳米微细化的多糖,所述经纳米微细化的多糖最初容纳于料桶10中,其后随着纤维素纳米纤维的制造装置1的运作通过交叉部6而容纳于料桶10。
[0042]
如图3所示,以贯通腔室2的方式配置多糖浆液供给路径3的循环路线9,并使与第二液状介质供给路径4的柱塞13连接的孔喷射部5的孔喷射口15在腔室2内侧开口,以便能
够于与循环路线9交叉的方向将非多糖浆液进行孔喷射而使其贯通循环路线9。在腔室2的与孔喷射口15对向的位置设有腔室2的排出口16,第二液状介质供给路径4的循环路线连接于此腔室2的排出口16,从而构成第二液状介质供给路径4。
[0043]
另一方面,多糖浆液供给路径3的循环路线9例如使用乙烯软管、橡胶软管、铝管等而形成,于所述循环路线9往腔室2的入口侧安装有仅向腔室2方向开阀的单向阀17。再者,于循环路线9从腔室2的出口侧安装有仅向腔室2的排出方向开阀的单向阀18。而且于腔室2与单向阀18间的循环路线9安装有空气吸入阀19,所述空气吸入阀19仅于从外部往循环路线9吸入空气的方向开阀。
[0044]
根据以上纤维素纳米纤维的制造装置,以下述方式制造纤维素纳米纤维。
[0045]
使非多糖浆液通过腔室2并于第二液状介质供给路径4循环。具体而言,使用泵11使料桶10内的非多糖浆液通过热交换器12、柱塞13而于液状介质供给路径4内循环。另一方面,使多糖浆液通过腔室2而于多糖浆液供给路径3内循环。具体而言,使用泵8使料桶7内的多糖浆液于使用乙烯软管、橡胶软管等所形成的循环路线9内循环。
[0046]
由此,使于第二液状介质供给路径4循环的非多糖浆液对在多糖浆液供给路径3内循环并于腔室2内流通的多糖浆液进行孔喷射。具体而言,从柱塞13将高压水供给至与柱塞13连接的孔喷射口14,并将其从孔喷射口15朝向循环路线9以50~400mpa左右的高压进行孔喷射。
[0047]
结果,通过预先形成于循环路线9的贯通孔27a、b,且在与循环路线9交叉的方向上通过循环路线9内侧的非多糖浆液会一边混入于循环路线9内循环的多糖浆液一边朝向腔室2的排出口16排出,而流入第二液状介质供给路径4,所述循环路线9是使用例如乙烯软管、橡胶软管、铝管等所形成。由此,非多糖浆液会于第二液状介质供给路径4内再次循环。
[0048]
在重复以上制程的过程中,于多糖浆液供给路径3内循环而于腔室2内流通的多糖浆液及于第二液状介质供给路径4循环的非多糖浆液中的多糖会逐渐解纤,而获得因应用途的解纤程度均匀性高的cnf分散液。
[0049]
从纸浆纤维至cnf的解纤程度可通过cnf分散液的粘度值来评价。亦即,由于已提高解纤度cnf分散液所包含的cnf其纤维长度较短,因此粘度值较低。因此,解纤度高的cnf分散液其粘度较低。另一方面,粘度值比其高的cnf分散液中,由于该cnf分散液所包含的cnf其纤维长度较长,故为粘度值较高者。因此,相较于所述cnf分散液为解纤度较低者。
[0050]
另外,由于解纤后的纤维长相对于纤维径的比(长径比)会因每个纸浆纤维而异,因此cnf分散液的粘度值各不相同。
[0051]
再者,例如,通过组合不同种类的纸浆纤维或通过配制所述解纤程度,而可将cnf水分散液1wt%中的粘度调整在约300~10000mpa
·
s的范围。
[0052]
以上述方式所获得的cnf是通过仅使天然纤维素纤维间的相互作用裂解而进行纳米微细化,因此无纤维素分子的结构变化,并具有以下化学式1所示的结构式。换言之,本发明所使用的cnf意指在化学式1中的纤维二糖单元内具有六个羟基,且未经过化学修饰者。此点可通过使用ft
‑
ir将纤维素的ir光谱与本发明所使用的cnf进行比较来确认。利用本acc法,可将纤维素纤维的平均粒子长粉碎至10μm,结果,可获得平均粗细度3~200nm、平均长度0.1μm以上的cnf。
[0053]
本发明中的纤维素纳米晶体可由下述方式获得:对利用acc法所获得的纤维素纤
维实施使用硫酸等酸的酸水解等化学处理,或者对以acc法进行微细化处理前的纸浆实施硫酸等的酸水解等化学处理后,再利用acc法进行微细化处理。另外,纤维素纳米晶体也称为纤维素纳米晶须。
[0054]
平均粗细度与平均纤维长度的测量是适当选择扫描电子显微镜(sem)、透射电子显微镜(tem)、扫描探针显微镜(spm)等观察
╱
测量cnf,通过从所获得的照片选择20条以上,并将其分别平均化而求得。另一方面,在对向冲击处理中,所施加的能量远未达能够切断共价键的能量(推测为1
╱
300以下),而不易发生纤维素的聚合度降低。利用本acc法所获得的纤维素纳米纤维共存有亲水端与疎水端而呈现两亲性。
[0055]
[化学式1]
[0056][0057]
此外,在本发明中,通过作为其他纤维素纳米纤维的制造方法而已知的tempo氧化催化剂、磷酸酯化处理、臭氧处理、酵素处理、顺丁烯二酸处理、利用烯基琥珀酸酐的疎水改性、利用烷基烯酮二聚体的疎水改性、利用乙酰化的疎水改性等进行化学处理的方法所获得的纤维素纳米纤维,或是通过以磨床(石臼型粉碎机)、盘式精磨机、圆锥式精磨机等利用机械作用的湿式粉碎而使纤维素系纤维变细的物理方法所获得的纤维素纳米纤维,皆可以作为本发明中的cnf分散液使用。另外,也可以将通过并用化学处理及物理处理的方法所获得的纤维素纳米纤维作为cnf分散液使用。
[0058]
以上述方式所获得的纳米天然高分子,通过使溶媒分散状态中的固体成分浓度为20%以上来改善与分散剂的亲和性,而不易生成凝聚物。因此可有效率地分散于树脂。固体成分浓度小于20%时,由于纤维素纳米纤维彼此容易生成凝聚物,因此其凝聚物会成为在树脂中的分散性变差的主因。再者,由于捏合时的树脂温度下降而导致捏合时不均匀的剪切力的结果,因此优选为不成为在捏合过程中的均匀分散的障碍。再者,由于妨碍捏合装置的温度上升而导致热能损耗。
[0059]
[(b)以位于特定的分子量范围内的乙烯基芳香族化合物作为主成分的聚合物]
[0060]
以位于特定的分子量范围内的乙烯基芳香族化合物作为主成分的聚合物是以乙烯基芳香族化合物作为主成分的苯乙烯系聚合物,作为乙烯基芳香族化合物,可列举:苯乙烯、α
‑
甲基苯乙烯、对甲基苯乙烯、乙烯基甲苯、乙烯基二甲苯等,优选为苯乙烯。作为苯乙烯系聚合物,可列举:聚苯乙烯、橡胶改性聚苯乙烯、丙烯腈
‑
苯乙烯、丙烯腈
‑
丁二烯
‑
苯乙烯、甲基丙烯酸甲酯
‑
丁二烯
‑
苯乙烯、丙烯腈
‑
丙烯酸
‑
苯乙烯、苯乙烯
‑
马来酸共聚物、苯乙烯
‑
丁二烯
‑
苯乙烯共聚物的低聚物、其氢化物、或具有源自含有苯乙烯骨架的单体的重复单元者。其中,尤其从物性方面、成本方面而言,优选为苯乙烯聚合物、丙烯腈
‑
苯乙烯聚合物。此外,苯乙烯系聚合物可单独使用也可以混合两种以上使用。
[0061]
另外,本发明中使用的苯乙烯系聚合物是于有机溶媒中,在傅列德尔
‑
克拉夫茨型催化剂存在下,将苯乙烯单体在特殊条件下进行聚合而得的下述苯乙烯聚合物:重均分子
量为2000以上,优选为2200以上,且为4000以下,优选为3800以下;重均分子量
╱
数均分子量的比为1.6~2.1;z均分子量
╱
重均分子量的比为1.6~2.0;软化点为60~160℃,优选为80~130℃,进一步优选为95~120℃。
[0062]
通过使软化点在这样的范围内,可降低进行粉末化的装置的加热温度,再者,也有助于降低能量成本。此外,质均分子量是指利用凝胶渗透色谱(gpc)法而得的聚苯乙烯换算的值。
[0063]
或者在傅列德尔
‑
克拉夫茨型催化剂存在下,将具有苯乙烯骨架的单体进行聚合或共聚合而得者,其重均分子量为200以上,更优选为750以上,更优选为1000以上,且为4000以下,优选为3800以下。
[0064]
苯乙烯系聚合物也可从市售品取得,作为市售品,例如,可使用东亚合成公司制商品名“arufon(注册商标)up
‑
1150”、yasuhara chemical co.,ltd制商品名“ys resin sx
‑
100”重均分子量1500”、piccolastic a5(聚苯乙烯,软化点5℃,重均分子量350)、piccolastic a
‑
75(聚苯乙烯,软化点74℃,重均分子量1300)、piccotex 75(乙烯甲苯与α
‑
甲基苯乙烯的共聚物,软化点75℃,重均分子量1100)、piccotex lc(乙烯甲苯与α
‑
甲基苯乙烯的共聚物,软化点91℃,重均分子量1350)、kristalex 3070(聚α
‑
甲基苯乙烯,软化点70℃,重均分子量950)、kristalex 3085(聚α
‑
甲基苯乙烯,软化点85℃,重均分子量1150)、kristalex 3100(聚α
‑
甲基苯乙烯,软化点100℃,重均分子量1500)及kristalex 5140(聚α
‑
甲基苯乙烯,软化点139℃,重均分子量4900)等eastman公司制的商品、以及himer st
‑
95(聚苯乙烯,软化点95℃,重均分子量4000;三洋化成工业制)。
[0065]
(熔融混合物中的苯乙烯系聚合物与cnf的比例)
[0066]
本发明的熔融混合物中,相对于(a)纳米天然高分子1质量份,使(b)苯乙烯系聚合物在固体换算下优选为0.05~5质量份,优选为0.1质量份~1质量份,进一步优选为0.2质量份~0.6质量份。若苯乙烯系聚合物小于0.05质量份,则对纤维素纳米纤维的分散性无效果,若多于5质量份,则强度物性明显降低,并且因渗出等而发生成型品表面的问题。
[0067]
(熔融混合物的制造方法)
[0068]
本发明的熔融混合物是将(a)纳米天然高分子分散体与(b)苯乙烯系聚合物以混合机等混合,使其为纳米天然高分子混合体,并使用双螺杆挤出机、加压捏合机等将其加热,并进行剪切及水分去除,从而获得。由此,将纳米天然高分子的羟基与苯乙烯系聚合物键结,不使纳米天然高分子进行氢键结合,而作为纳米天然高分子存在。
[0069]
此制造方法首先进行混合步骤,将(a)纳米天然高分子分散体与(b)苯乙烯系聚合物混合。用于混合的装置可使用以滚动混合机、亨舍尔混合机、螺带式混合机、快速混合机等为代表的高速混合机。
[0070]
接着,进行下述步骤:将所获得的纳米天然高分子混合体加热并施加剪切力,将所述混合物的水分去除,并进行粉末化。
[0071]
进行粉末化的装置,只要可进行加热并施加剪切力,则并无特别限制。具体而言,可列举:单螺杆挤出机、双螺杆挤出机、双轴捏合机、捏合机、班伯里混合机、往返式捏合机、辊式捏合机等。此处,若使用双轴捏合机等连续式挤出机,则可对树脂等连续地进行作业至捏合步骤,因此效率性良好而特别优选。另外,为了将粉末化步骤中产生的水分及其他挥发成分去除,也可以使用脱气设备等。此外,作为对纳米天然高分子混合体加热的条件,只要
为包含所述苯乙烯系聚合物的软化点的温度,则其加热温度及加热时间等加热条件并无特别限制。
[0072]
此时,通过改变纳米天然高分子与苯乙烯系聚合物的掺混率,可使熔融混合物的形态为粉末状的熔融混合物或颗粒状的熔融混合物。另外,若于挤出机等设置t型模具,则可形成片状的熔融混合物。
[0073]
[(c)树脂成分]
[0074]
作为本发明的组成物中使用的(c)树脂成分,可列举:(c
‑
1)热塑性树脂、(c
‑
2)热固性树脂或(c
‑
3)橡胶。
[0075]
(c
‑
1)热塑性树脂:
[0076]
此处,热塑性树脂是指通过加热进行熔融成型的树脂。作为其具体例,可列举选自聚乙烯(hdpe、mdpe、ldpe)、聚氯乙烯、聚丙烯、聚苯乙烯、abs树脂、as树脂(聚苯乙烯与丙烯腈的共聚物)、甲基丙烯酸树脂等通用的塑料、聚酰胺、聚缩醛、聚碳酸酯、改性聚苯醚、聚对苯二甲酸乙二酯、超高分子用聚乙烯等通用的工程塑料、聚砜、聚醚砜、聚苯硫醚、聚芳酯、聚酰胺酰亚胺、聚醚酰亚胺、聚醚酮、聚酰亚胺、液晶聚合物、氟树脂等超级工程塑料或聚乳酸、聚己内酯、聚丁二酸丁二醇酯等生物可降解性塑料的各群组的至少一种。也可应用pva或聚乙二醇之类具有可溶于水或在常温下为液体的特点而能够以液体使用的树脂。此外,这些热塑性树脂可单独使用一种或组合两种以上使用。
[0077]
(c
‑
2)热固性树脂
[0078]
在本发明的树脂组成物中,使用(c
‑
2)热固性树脂作为(c)基质成分时,热固性树脂在本发明的树脂组成物中以与纤维素纳米纤维均匀分散的状态存在。热固性树脂的种类并无特别限制。作为热固性树脂的例子,可列举:环氧树脂、酚醛树脂、脲醛树脂、三聚氰胺树脂、聚氨酯、不饱和聚酯树脂、硅树脂、聚酰亚胺树脂、邻苯二甲酸二烯丙酯树脂等。也可应用双环戊二烯树脂之类具有可溶于水或在常温下为液体的特点而能够以液体使用的树脂。此外,这些热固性树脂可单独使用一种或组合两种以上使用。
[0079]
(c
‑
3)橡胶
[0080]
作为使用的橡胶,可举例如:天然橡胶、氯丁橡胶、乙烯
‑
丙烯
‑
非共轭二烯共聚合橡胶、乙烯
‑
丁烯
‑
1共聚合橡胶、乙烯
‑
己烯共聚合橡胶、乙烯
‑
辛烯共聚合橡胶、聚丁二烯、苯乙烯
‑
丁二烯嵌段共聚合橡胶、苯乙烯
‑
丁二烯共聚合橡胶、部分氢化苯乙烯
‑
丁二烯
‑
苯乙烯嵌段共聚合橡胶、苯乙烯
‑
异戊二烯嵌段共聚合橡胶、部分氢化苯乙烯
‑
异戊二烯嵌段共聚合橡胶、聚氨酯橡胶、苯乙烯接枝
‑
乙烯
‑
丙烯
‑
非共轭二烯共聚合橡胶、苯乙烯
‑
接枝
‑
乙烯
‑
丙烯共聚合橡胶、苯乙烯/丙烯腈
‑
接枝
‑
乙烯
‑
丙烯
‑
非共轭二烯共聚合橡胶、苯乙烯/丙烯腈
‑
接枝
‑
乙烯
‑
丙烯共聚合橡胶、氯磺化聚乙烯橡胶、硅橡胶、乙烯
‑
乙酸乙烯酯橡胶、环氧氯丙烷橡胶、多硫化橡胶。此外,这些橡胶可单独使用一种或组合两种以上使用。
[0081]
再者,可使用在上述(c
‑
1)、(c
‑
2)的树脂中掺混这些橡胶而成的聚合物合金。也可以应用乳胶橡胶之类能够以液体使用的橡胶。此外,聚合物合金中的橡胶含量,就于树脂特性附加新特性的观点而言,优选为50质量%以下。
[0082]
(树脂组成物中各成分的比例)
[0083]
本发明的组成物中,(a)纳米天然高分子为0.5~50质量%,(b)苯乙烯系聚合物为0.025~30质量%,(c)树脂成分为20~99.475质量%[其中,(a)+(b)+(c)=100质量%]。
[0084]
若(a)成分小于0.5%,则所获得的组成物的强度、与树脂单体差异化变得困难,另一方面,若超过50质量%,则熔融粘度变高而所获得的树脂组成物的成型性不佳。
[0085]
另外,若(b)苯乙烯系聚合物小于0.025质量%,则纤维素纳米纤维等的(a)纳米天然高分子的分散变差,而与(c)树脂成分的相容性降低,另一方面,若超过30质量%,则树脂成分中仅分散剂溶解,而机械特性等物性降低。
[0086]
再者,若(c)树脂成分小于20质量%,则成型性不佳,另外,在组成物的捏合步骤中无法获得复合体,另一方面,若超过99.475质量%,则难以与树脂成分单体差异化。
[0087]
(树脂组成物的制造方法)
[0088]
<组成物的制造方法>
[0089]
本发明的组成物,可使用以上述方式所获得的粉末状纳米天然高分子与热塑性树脂、热固性树脂或橡胶来制造组成物。
[0090]
此情况下,本发明的组成物的制造方法是通过将(a)纳米天然高分子及(b)以苯乙烯系聚合物作为主成分的粉末状纳米天然高分子与(c)树脂成分进行捏合而获得。
[0091]
此捏合是一边将以上述方式所获得的粉末状纳米天然高分子与(c)基质成分进行捏合一边复合化的步骤。
[0092]
作为捏合装置,可使用单螺杆挤出机、双螺杆挤出机、双轴捏合机、捏合机、班伯里混合机、往返式捏合机、辊式捏合机等已知的捏合装置。
[0093]
本发明的组成物的制造中,熔融捏合时的温度是依据(c)基质成分的熔融温度而适当设定,例如,设为(c)成分的熔点加上20~30℃的范围内。低于熔点时,应捏合的树脂未熔融,实质上无法制造。高于此范围时,用于制造的(a)纳米天然高分子因热受损而发生分子链的裂解、氧化劣化、改性等,不仅机械物性降低,而且产生令人不快的臭味或变色。
[0094]
此外,使用(c
‑
2)热固性树脂作为(c)基质成分时,在此熔融捏合时不添加硬化催化剂或硬化剂,而必须采取措施以避免在此熔融捏合时发生热硬化。
[0095]
[添加剂]
[0096]
本发明的熔融混合物或组成物,只要不损及其物性,或以赋予耐冲击性、能量吸收性等功能性为目的,可在其混合时、成型时或制造时添加其他树脂、添加剂,例如苯乙烯系、烯烃系、聚氯乙烯系、氨基甲酸酯系、酯系、酰胺系、1,2
‑
br系或氟系等的各种热塑性弹性体、相容剂、表面活性剂、淀粉类、多糖类、明胶、动物胶、天然蛋白质、鞣酸、沸石、陶瓷、金属粉末、颜料、染料、强化剂、填充剂、耐热剂、抗氧化剂、热稳定剂、耐候剂、润滑剂、脱模剂、成核剂、着色剂、香料、整平剂、塑化剂、流动性改良剂、导电剂、抗静电剂等、紫外线吸收剂、紫外线分散剂、消臭剂或金属皂。
[0097]
作为任意添加剂的含有比例,在不损及本发明效果的范围可适当含有,例如在熔融混合物中,期望为熔融混合物中50质量%以下。另外,在组成物中,优选为组成物中15质量%左右以下,更优选为10质量%左右以下。
[0098]
本发明中的热塑性弹性体可列举:由硬链段所构成的聚合物与由软链段所构成的聚合物的混合物、由硬链段所构成的聚合物与由软链段所构成的聚合物的共聚合物等。
[0099]
苯乙烯系热塑性弹性体中,作为硬链段,可举例如由聚苯乙烯所构成的链段等。另外,作为软链段,可举例如由聚丁二烯、经氢化的聚丁二烯、聚异戊二烯、经氢化的聚异戊二烯所构成的链段等。更具体而言,可列举:苯乙烯
‑
丁二烯
‑
苯乙烯(sbs)共聚物、苯乙烯
‑
异
戊二烯
‑
苯乙烯(sis)共聚物、苯乙烯
‑
乙烯
‑
丁烯
‑
苯乙烯(sebs)共聚物、苯乙烯
‑
乙烯
‑
丙烯
‑
苯乙烯(seps)共聚物、苯乙烯
‑
丁二烯
‑
丁烯
‑
苯乙烯(sbbs)共聚物等嵌段共聚物。这些可单独使用一种,也可以混合两种以上使用。
[0100]
聚烯烃系弹性体中,作为硬链段,可列举由聚丙烯、丙烯
‑
乙烯的共聚物、聚乙烯等所构成的链段等。另外,作为软链段,可举例如:聚乙烯、乙烯与少量的二烯成分一起共聚合而成者。更具体而言,可列举:乙烯/丁烯共聚物、epr(乙烯
‑
丙烯共聚物)、改性乙烯/丁烯共聚物、eea(乙烯
‑
丙烯酸乙酯共聚物)、改性eea、改性epr、改性epdm(乙烯
‑
丙烯
‑
二烯三元共聚物)、离子交联聚合物、α
‑
烯烃共聚物、改性ir(异戊二烯橡胶)、改性sebs(苯乙烯
‑
乙烯
‑
丁烯
‑
苯乙烯共聚物)、卤化异丁烯
‑
对甲基苯乙烯共聚物、乙烯
‑
丙烯酸改性体、乙烯
‑
乙酸乙烯酯共聚物及其酸改性体、及以此等为主成分的混合物等。这些可单独使用一种,也可以混合两种以上使用。
[0101]
聚酯系热塑性弹性体可列举将聚酯结构作为硬链段且将聚醚或聚酯等作为软链段进行共聚合而成者。
[0102]
氨基甲酸酯系弹性体中,作为硬链段,可举例如通过将二异氰酸酯类与作为扩链剂的短链二醇类等的反应所生成的聚氨酯。另外,作为软链段,可举例如:聚酯二醇类、聚醚二醇类、聚碳酸酯二醇类等聚合物二醇。
[0103]
作为本发明中的相容剂,可列举由与纤维素的亲和性高的极性基及与树脂的亲和性高的疎水性基所构成的化合物。更具体而言,作为极性基,可举例如:马来酸酐、顺丁烯二酸、甲基丙烯酸缩水甘油酯,作为疎水性基,可举例如:聚丙烯、聚乙烯等。
[0104]
本发明中的金属皂并无特别限定,但可列举:脂肪族羧酸的金属盐、脂环式羧酸的金属盐、芳香族羧酸的金属盐等,优选为碳数35以下的脂肪族羧酸的金属盐,更优选为碳数35以下的单羧酸的金属盐,进一步优选为碳数10~32的单羧酸的金属盐。作为金属盐,可列举:碱金属、碱土类金属、锌等的盐,这些之中,优选为锌。
[0105]
本发明中的成核剂并无特别限定,但就树脂组成物的耐冲击性与成型性的观点而言,优选为选自由分子中具有羟基与酰胺基的化合物、苯基磷酸金属盐、酞菁、磷酸酯的金属盐、芳香族磺酸二烷酯的金属盐、松香酸类的金属盐、芳香族羧酸酰胺、松香酸酰胺、碳酸肼类、n
‑
取代尿素类、三聚氰胺化合物的盐、尿嘧啶类及滑石所构成的群组的至少一种。
[0106]
作为本发明中的表面活性剂的例子,可列举如下。作为离子性表面活性剂,可列举:阳离子性表面活性剂、两性离子表面活性剂以及阴离子性表面活性剂。作为阳离子性表面活性剂,可列举:烷基胺盐、四级铵盐等。作为两性离子表面活性剂,可列举:烷基甜菜碱系表面活性剂、氧化胺系表面活性剂。作为阴离子性表面活性剂,可列举:十二烷基苯磺酸等烷基苯磺酸盐、十二烷基苯醚磺酸盐等芳香族磺酸系表面活性剂、一酸皂系阴离子性表面活性剂、醚硫酸盐系表面活性剂、磷酸盐系表面活性剂以及羧酸系表面活性剂等。
[0107]
作为非离子性表面活性剂的例子,可列举:山梨醇酐脂肪酸酯、聚氧乙烯山梨醇酐脂肪酸酯等糖酯系表面活性剂、聚氧乙烯树脂酸酯、聚氧乙烯脂肪酸二乙酯等脂肪酸酯系表面活性剂、聚氧乙烯烷基醚、聚氧乙烯烷基苯基醚、聚氧乙烯/聚丙二醇等醚系表面活性剂、聚氧亚烷基辛基苯基醚、聚氧亚烷基壬基苯基醚、聚氧烷基二丁基苯基醚、聚氧烷基苯乙烯基苯基醚、聚氧烷基苄基苯基醚、聚氧烷基双苯基醚、聚氧烷基异丙苯基苯基醚等芳香族系非离子性表面活性剂。上述中,烷基也可以为选自碳数1
‑
20的烷基。这些表面活性剂可
单独或将两种以上组合掺混。
[0108]
在本发明中,将“熔融混合物”及“组成物”的发明作为其特定事项而通过制造方法进行限定。以下一边参照图4、图5一边说明其理由。
[0109]
如图4所示,利用acc法所获得的cnf,其特征在于具有疎水面与亲水面。就此特征说明如下。
[0110]
据推测在acc喷出压力200mpa中,尚未达能够使葡聚糖片中的氢键裂解的能量,而可仅使集聚片间的范德瓦尔斯力裂解。结果,使新的葡聚糖片的疎水性部位于纳米纤维表面露出。
[0111]
图5(a)的组成物的制造方法,亦即本发明的制造方法是通过下述步骤而获得:将cnf与相容剂、表面活性剂、热塑性弹性体等一起进行熔融捏合而获得熔融混合物的步骤;以及将所获得的熔融混合物与树脂进行熔融捏合的步骤。另一方面,图5(b)的组成物的制造方法是通过将cnf与相容剂、表面活性剂、热塑性弹性体、树脂等进行熔融捏合的步骤而获得。
[0112]
此两种制造步骤的差异体现在所获得的组成物中存在于cnf周围的相容剂等。亦即,在图5(a)的方法中,由于预先使相容剂等被覆于cnf,因此必然于组成物中的cnf周围存在相容剂等,而可使cnf与相容剂等的表面接着更牢固,进而可更有效果地提高组成物的物性值。另一方面,在图5(b)的方法中,由于使cnf与相容剂等一次性熔融捏合,因此组成物中的cnf周围不一定存在相容剂等,相较于图5(a),cnf周围存在相容剂等的概率也较低。
[0113]
此处,对于利用图5(a)的制造方法所获得的组成物,难以一概而定。就本技术案申请时的分析技术而言,无法分析何种成分以多少比例存在于组成物中的cnf周围。即便是使用电子显微镜等呈现出组成物内部等并测量该组成物中的状态,也只是判定该特定状态,完全理清组成物中的状态并不切实际。再者,由于与上述理由相同的理由,就本技术案申请时中的解析技术而言,无法分析图5(a)的初始原料中疏水面与亲水面以多少比例存在以及熔融混合物中何种成分以多少比例存在于cnf表面。
[0114]
由于为了将以本发明的方式所获得的熔融混合物及组成物视其结构或特性进行直接限定,进行限定的作业需要庞大的经济支出及时间,因此申请时实际上难以进行唯一性的限定。
[0115]
于是,本发明中,将熔融混合物及组成物中的制造方法作为发明特定技术特征。
[0116]
<成型>
[0117]
以上述方式所获得的本发明的树脂组成物是以各种成型方法制作成型品,但成型方法根据热塑性树脂组成物、热固性树脂组成物、甚至橡胶组成物而具有不同之处,只要从以下成型方法适当使用而成型即可。
[0118]
亦即,若从本发明的组成物制造板状的产品,一般为挤制成型法,但也可以利用平面压制。此外,可使用异形挤制成型法、吹塑成型法、压缩成型法、真空成型法、注射成型法等。另外,若制造薄膜状的产品,除了熔融挤制法以外,可使用溶液浇铸法,使用熔融成型方法时,可列举:吹胀薄膜成型、浇铸成型、挤制层压成型、压延成型、片状成型、纤维成型、吹胀成型、注塑成型、旋转成型、被覆成型等。另外,以活性能量射线进行硬化的树脂的情况,可应用使用活性能量射线的各种硬化方法来制造成型体。尤其是在液状的热塑性树脂中添加纤维素纳米纤维时,可列举将成型材料预浸化并进行冲压或通过高压釜进行加压加热的
steel works,ltd.,型号:tex25αiii),以210℃进行熔融捏合并颗粒化。将所获得的颗粒以80℃干燥12小时后,在注射成型机(nissei plastic industrial co.,ltd.制,型号:npx7
‑
if)气缸温度190℃、模具温度50℃的条件下进行注射成型而制作长条状试片及哑铃状试片1ba。
[0139]
使用所获得的试片,通过各种试验评价性能,其结果显示于表1。
[0140]
(实施例4)
[0141]
将实施例1中所获得的粉末状纤维素纳米纤维以相对于聚丙烯(prime polymer co.,ltd.制:j105g,均聚pp,mfr9)为10wt%的方式掺混,并供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),以210℃进行熔融捏合并颗粒化。将所获得的颗粒以80℃干燥12小时后,在注射成型机(nissei plastic industrial co.,ltd.制,型号:npx7
‑
if)气缸温度190℃、模具温度50℃的条件下进行注射成型而制作长条状试片及哑铃状试片1ba。
[0142]
(比较例3)
[0143]
将比较例1中所获得的粉末状纤维素纳米纤维以相对于聚丙烯(prime polymer co.,ltd.制:j105g,均聚pp,mfr9)为5wt%的方式掺混,供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),以210℃进行熔融捏合并颗粒化。将所获得的颗粒以80℃干燥12小时后,在注射成型机(nissei plastic industrial co.,ltd.制,型号:npx7
‑
if)气缸温度190℃、模具温度50℃的条件下进行注射成型而制作长条状试片及哑铃状试片1ba。
[0144]
(比较例4)
[0145]
将比较例1中所获得的粉末状纤维素纳米纤维以相对于聚丙烯(prime polymer co.,ltd.制:j105g,均聚pp,mfr9)为10wt%的方式掺混,供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),以210℃进行熔融捏合并颗粒化。将所获得的颗粒以80℃干燥12小时后,在注射成型机(nissei plastic industrial co.,ltd.制,型号:npx7
‑
if)气缸温度190℃、模具温度50℃的条件下进行注射成型而制作长条状试片及哑铃状试片1ba。
[0146]
(比较例5)
[0147]
仅使用聚丙烯(prime polymer co.,ltd.制:j105g,均聚pp,mfr9),以与实施例1相同的方式制作长条状试片及哑铃状试片1ba。
[0148]
(实施例5)
[0149]
使用mechano hybrid(nippon coke&engineering co.,ltd.,型号:mmh
‑
75b/i),使源自竹浆的cnf水混合物(cnf固体成分35%,水分65%,平均聚合度810)与苯乙烯系聚合物(yasuhara chemical co.,ltd制:ys resin sx100)的比例为7:3(1:0.4),将此混合物与热塑性弹性体以75:25的比例进行混合。
[0150]
接着,所获得的混合物供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),获得粉末状纤维素纳米纤维。螺杆系为φ25mm,树脂温度设为135℃。
[0151]
(实施例6)
[0152]
使用mechano hybrid(nippon coke&engineering co.,ltd.,型号:mmh
‑
75b/i),使源自竹浆的cnf水混合物(cnf固体成分35%,水分65%,平均聚合度810)与苯乙烯系聚合
物(yasuhara chemical co.,ltd制:ys resin sx100)的比例为7:3(1:0.4),将此混合物与热塑性弹性体以88:12的比例进行混合。
[0153]
接着,所获得的混合物供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),获得粉末状纤维素纳米纤维。螺杆系为φ25mm,树脂温度设为135℃。
[0154]
(实施例7)
[0155]
使用mechano hybrid(nippon coke&engineering co.,ltd.,型号:mmh
‑
75b/i),使源自针叶木浆的cnf水混合物(cnf固体成分35%,水分65%,平均聚合度720)与苯乙烯系聚合物(yasuhara chemical co.,ltd制:ys resin sx100)的比例为7:3(1:0.4)而进行混合。
[0156]
接着,将所获得的cnf与苯乙烯系聚合物混合物供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),获得粉末状纤维素纳米纤维。螺杆系为φ25mm,树脂温度设为135℃。
[0157]
(实施例8)
[0158]
使用mechano hybrid(nippon coke&engineering co.,ltd.,型号:mmh
‑
75b/i),使源自竹浆的cnf水混合物(cnf固体成分35%,水分65%,平均聚合度810)、苯乙烯系聚合物(yasuhara chemical co.,ltd制:ys resin sx100)、热塑性弹性体(asahi kasei corporation制,产品名:tuftec h1052)、表面活性剂(taiyo kagaku co.,ltd.制,产品名:tirabazole p
‑
4)及相容剂(kayaku nouryon corporation制,产品名:kayabrid 002pp)为45:19:22:7:7(质量%比)而进行混合。
[0159]
接着,将所获得的cnf与苯乙烯系聚合物混合物供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),获得粉末状纤维素纳米纤维。螺杆系为φ25mm,树脂温度设为140℃。
[0160]
(实施例9)
[0161]
使用mechano hybrid(nippon coke&engineering co.,ltd.,型号:mmh
‑
75b/i),使源自阔叶木浆的cnf水混合物(cnf固体成分35%,水分65%,平均聚合度800)与苯乙烯系聚合物(yasuhara chemical co.,ltd制:ys resin sx100)的比例为7:3(1:0.4)而进行混合。
[0162]
接着,将所获得的cnf与苯乙烯系聚合物混合物供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),获得粉末状纤维素纳米纤维。螺杆系为φ25mm,树脂温度设为135℃。
[0163]
(实施例10)
[0164]
使用mechano hybrid(nippon coke&engineering co.,ltd.,型号:mmh
‑
75b/i),使源自阔叶木浆的cnf水混合物(cnf固体成分35%,水分65%,平均聚合度800)、苯乙烯系聚合物(yasuhara chemical co.,ltd制:ys resin sx100)、热塑性弹性体(asahi kasei corporation制,产品名:tuftec h1052)、表面活性剂(taiyo kagaku co.,ltd.制,产品名:tirabazole p
‑
4)及相容剂(kayaku nouryon corporation制,产品名:kayabrid 002pp)为45:19:22:7:7(质量%比)而进行混合。
[0165]
接着,将所获得的cnf与苯乙烯系聚合物混合物供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),获得粉末状纤维素纳米纤维。螺杆系为φ25mm,树脂
温度设为140℃。
[0166]
(物性值测量)
[0167]
通过复合化所获得的聚烯烃树脂组成物,针对其强度物性进行弯曲强度测量(弯曲模量、弯曲应力)、拉伸强度测量(拉伸模量、拉伸应力、拉伸应变)。皆使用小型桌上试验机(shimadzu corporation制型号:ex
‑
lx),弯曲强度测量中使用长条试片,以弯曲试验速度2.0mm/min实施,拉伸强度测量中使用哑铃状试片1ba,以拉伸试验速度10mm/min实施。
[0168]
(夏比冲击试验)
[0169]
依据jis k7111
‑
1:2012,使用数位冲击试验机(toyo seiki seisaku
‑
sho,ltd.,型号:dg
‑
vb2,锤容量:4.0j)进行冲击试验。
[0170]
(粉末状纤维素纳米纤维的黄色度评价)
[0171]
针对实施例1、2、5、6、7、8、9、10及比较例1、2所获得的粉末状纤维素纳米纤维,使用测色色差计(nippon denshoku industries co.,ltd制型号:ze6000,光源c/2),依据jis k 7373进行黄色度测量及泛黄度评价。测量方法是将粉体cnf无空隙地适度塞入粉末专用圆形单元,针对每个样品进行3次测量。
[0172]
使用下式从通过上述测量所获得的三刺激值x、y、z值算出黄色度(yi0)。
[0173]
yi=100(1.2769x
‑
1.0592z)/y
[0174]
接着,泛黄度评价(δyi)是使用上式从用于粉末状纤维素纳米纤维的纤维素纳米纤维水混合物(cnf固体成分35%,水分65%)的三刺激值x、y、z值算出黄色度(yi0),以该值为基准,使用下式算出各δyi。
[0175]
δyi=yi
‑
yi0
[0176]
(树脂组成物的黄色度评价)
[0177]
针对实施例3、4及比较例3、4所获得的树脂组成物,使用测色色差计(nippon denshoku industries co.,ltd制型号:ze6000、光源c/2),依据jis k 7373进行黄色度测量及泛黄度评价。
[0178]
使用下式从通过上述测量所获得的三刺激值x、y、z值算出黄色度(yi)。测量方法是以1g制成片材(厚度0.2mm),将其5片重叠,再将3片复印专用纸重叠而进行测量。
[0179]
yi=100(1.2769x
‑
1.0592z)/y
[0180]
接着,泛黄度的评价(δyi)是以用于复合树脂的基体树脂1g制成片材,同样将其5片重叠,再将5片复印专用纸重叠,使用上式从三刺激值x、y、z值算出黄色度,以该值为基准,使用下式算出各δyi。
[0181]
δyi=yi
‑
yi0
[0182]
结果显示于表1、表2、表3及表4。由表2可知,在全部实施例中,弯曲模量(mpa)、弯曲应力(mpa)、拉伸模量(mpa)及拉伸应力(mpa)拉伸应变(%)良好。另外,由表1、表2、表3及表4可知,在全部实施例中,泛黄度降低,可抑制着色。
[0183]
[表1]
[0184] 实施例1实施例2比较例1比较例2yi0(cnf)cnf(bb)1111
‑
ys resin sx1000.40.1
‑‑‑
ys polyster t130
‑‑
0.40.1
‑
yi29.4826.8538.0226.2x72.4768.0467.4670.01y73.1869.3467.5171.5z6764.4557.0966.71δyi16.2113.5824.7412.93
[0191]
(实施例11)
[0192]
使用mechano hybrid(nippon coke&engineering co.,ltd.,型号:mmh
‑
75b/i),使源自竹浆的cnf水混合物(cnf固体成分35%,水分65%,平均聚合度810)与苯乙烯系聚合物(yasuhara chemical co.,ltd制:ys resin sx100)为70:30(质量%比)而进行混合。
[0193]
接着,将所获得的cnf与苯乙烯系聚合物混合物供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),获得粉末状纤维素纳米纤维。螺杆系为φ25mm,树脂温度设为140℃。
[0194]
接着,将所获得的粉末状纤维素纳米纤维与聚丙烯(japan polypropylene corporation制:bc04bw,注塑级,mfr5)以所获得的组成物中的纤维素纳米纤维成为10质量%的比例进行混合,供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),以180℃进行熔融捏合并颗粒化。
[0195]
将所获得的颗粒以80℃干燥12小时后,在真空注射成型机(sodick co.,ltd.制,型号:ms100)气缸温度170℃、模具温度80℃的条件下进行注射成型而制作长条状试片及多用途试片a1。
[0196]
接着,使用所获得的试片进行物性值测量。测量结果及配方量显示于表5。
[0197]
(实施例12)
[0198]
除了使实施例11中源自竹浆的cnf水混合物与苯乙烯系聚合物为90:10(质量%比)以外,以与实施例7相同的方式进行并进行物性值测量。
[0199]
(实施例13)
[0200]
除了使实施例11中源自竹浆的cnf水混合物与苯乙烯系聚合物为95:5(质量%比)以外,以与实施例7相同的方式进行并进行物性值测量。
[0201]
(实施例14)
[0202]
除了使实施例11中源自竹浆的cnf水混合物、苯乙烯系聚合物及表面活性剂(taiyo kagaku co.,ltd.制,产品名:tirabazole p
‑
4)为90:5:5(质量%比)以外,以与实施例7相同的方式进行并进行物性值测量。
[0203]
(比较例6)
[0204]
将聚丙烯(japan polypropylene corporation制:bc04bw,注射级,mfr5)供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),以180℃进行熔融捏合并颗粒化。
[0205]
将所获得的颗粒以80℃干燥12小时后,在真空注射成型机(sodick co.,ltd.制,型号:ms100)气缸温度170℃、模具温度80℃的条件下进行注射成型而制作长条状试片及多用途试片a1。
[0206]
[表5]
[0207][0208]
由表5可知,在全部实施例中,弯曲模量及拉伸模量相较于比较例有所提高。
[0209]
(实施例15)
[0210]
使用mechano hybrid(nippon coke&engineering co.,ltd.,型号:mmh
‑
75b/i),使源自竹浆的cnf水混合物(cnf固体成分35%,水分65%,平均聚合度810)、苯乙烯系聚合物(yasuhara chemical co.,ltd制:ys resin sx100)、热塑性弹性体(dow chemical company制,产品名:engage 8842)、表面活性剂(taiyo kagaku co.,ltd.制,产品名:tirabazole p
‑
4)及相容剂(kayaku nouryon corporation制,产品名:kayabrid 002pp)为43:19:23:5:10(质量%比)而进行混合。
[0211]
接着,所获得的混合物供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),获得粉末状纤维素纳米纤维。螺杆系为φ25mm,树脂温度设为140℃。
[0212]
接着,将所获得的粉末状纤维素纳米纤维与聚丙烯(prime polymer co.,ltd.制:j707g,均聚pp,mfr9)以所获得的组成物中的纤维素纳米纤维成为10质量%的比例进行混合,供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),以175℃进行熔融捏合并颗粒化。
[0213]
将所获得的颗粒以80℃干燥12小时后,在真空注射成型机(sodick co.,ltd.制,型号:ms100)气缸温度190℃、模具温度50℃的条件下进行注射成型而制作长条状试片及多用途试片a1。
[0214]
接着,使用所获得的试片进行物性值测量。测量结果及配方量显示于表6。
[0215]
(实施例16)
[0216]
除了将在实施例15中的热塑性弹性体(dow chemical company制,产品名:engage 8842)变更为热塑性弹性体(asahi kasei corporation制,产品名:tuftec h1052)以外,以与实施例11相同的方式进行并进行物性值测量。
[0217]
(实施例17)
[0218]
除了将在实施例15中的热塑性弹性体(dow chemical company制,产品名:engage 8842)变更为热塑性弹性体(asahi kasei corporation制,产品名:tuftec h1052)与热塑性弹性体(dow chemical company制,产品名:engage 8842),并使质量比为43:19:11.5:11.5:5:10以外,以与实施例11相同的方式进行并进行物性值测量。
[0219]
(比较例7)
[0220]
将聚丙烯(prime polymer co.,ltd.制:j707g,均聚pp,mfr9)供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),以175℃进行熔融捏合并颗粒化。
[0221]
将所获得的颗粒以80℃干燥12小时后,在真空注射成型机(sodick co.,ltd.制,型号:ms100)气缸温度190℃、模具温度50℃的条件下进行注射成型而制作长条状试片及多用途试片a1。
[0222]
[表6]
[0223][0224]
由表6可知,在全部实施例中,弯曲模量及拉伸模量相较于比较例有所提高。
[0225]
(实施例18)
[0226]
使用mechano hybrid(nippon coke&engineering co.,ltd.,型号:mmh
‑
75b/i),使源自竹浆的cnf水混合物(cnf固体成分35%,水分65%,平均聚合度810)与苯乙烯系聚合
物(yasuhara chemical co.,ltd制:ys resin sx100)为70:30(质量%比)而进行混合。
[0227]
接着,将所获得的cnf与苯乙烯系聚合物混合物供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),获得粉末状纤维素纳米纤维。螺杆系为φ25mm,树脂温度设为140℃。
[0228]
接着,将所获得的粉末状纤维素纳米纤维与聚丙烯(prime polymer co.,ltd.制:j707g,均聚pp,mfr9)以所获得的组成物中的纤维素纳米纤维成为10质量%的比例进行混合,供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),以175℃进行熔融捏合并颗粒化。
[0229]
将所获得的颗粒以80℃干燥12小时后,在真空注射成型机(sodick co.,ltd.制,型号:ms100)气缸温度190℃、模具温度50℃的条件下进行注射成型而制作长条状试片及多用途试片a1。
[0230]
接着,使用所获得的试片进行物性值测量。测量结果及配方量显示于表7。
[0231]
(实施例19)
[0232]
除了将在实施例18中的源自竹浆的cnf水混合物与苯乙烯系聚合物变更为源自竹浆的cnf水混合物、苯乙烯系聚合物、热塑性弹性体(asahi kasei corporation制,产品名:tuftec h1052)、表面活性剂(taiyo kagaku co.,ltd.制,产品名:tirabazole p
‑
4)及相容剂(kayaku nouryon corporation制,产品名:kayabrid 002pp),并设为47:15:23.5:4.9:9.6(质量%比)以外,以与实施例18相同的方式进行并进行物性值测量。
[0233]
(实施例20)
[0234]
除了将在实施例18中的源自竹浆的cnf水混合物与苯乙烯系聚合物变更为源自竹浆的cnf水混合物、苯乙烯系聚合物(yasuhara chemical co.,ltd制:ys resin sx100)、热塑性弹性体(asahi kasei corporation制,产品名:tuftec h1052)、表面活性剂(taiyo kagaku co.,ltd.制,产品名:tirabazole p
‑
4)及相容剂(kayaku nouryon corporation制,产品名:kayabrid 002pp),并设为50:10:25:5:10(质量%比)以外,以与实施例18相同的方式进行并进行物性值测量。
[0235]
(实施例21)
[0236]
除了将在实施例18中的源自竹浆的cnf水混合物与苯乙烯系聚合物变更为源自竹浆的cnf水混合物、苯乙烯系低聚物(yasuhara chemical co.,ltd制:ys resin sx100)、热塑性弹性体(asahi kasei corporation制,产品名:tuftec h1052)、表面活性剂(taiyo kagaku co.,ltd.制,产品名:tirabazole p
‑
4)及相容剂(kayaku nouryon corporation制,产品名:kayabrid 002pp),并设为51.9:7:25.8:5.1:10.2(质量%比)以外,以与实施例18相同的方式进行并进行物性值测量。
[0237]
(比较例8)
[0238]
将聚丙烯(prime polymer co.,ltd.制:j707g,均聚pp,mfr9)供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),以175℃进行熔融捏合并颗粒化。
[0239]
将所获得的颗粒以80℃干燥12小时后,在真空注射成型机(sodick co.,ltd.制,型号:ms100)气缸温度190℃、模具温度50℃的条件下进行注射成型而制作长条状试片及多用途试片a1。
[0240]
(实施例22)
[0241]
使用mechano hybrid(nippon coke&engineering co.,ltd.,型号:mmh
‑
75b/i),使源自竹浆的cnf水混合物(cnf固体成分35%,水分65%,平均聚合度810)、苯乙烯系聚合物(yasuhara chemical co.,ltd制:ys resin sx100)、热塑性弹性体(asahi kasei corporation制,产品名:tuftec h1052)、表面活性剂(taiyo kagaku co.,ltd.制,产品名:tirabazole p
‑
4)及相容剂(kayaku nouryon corporation制,产品名:kayabrid 002pp)为43:19:23:5:10(质量%比)而进行混合。
[0242]
接着,所获得的混合物供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),获得粉末状纤维素纳米纤维。螺杆系为φ25mm,树脂温度设为140℃。
[0243]
接着,将所获得的粉末状纤维素纳米纤维与聚丙烯(japan polypropylene corporation制:bc04bw,注射级,mfr5)以所获得的组成物中的纤维素纳米纤维成为10质量%的比例进行混合,供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),以180℃进行熔融捏合并颗粒化。
[0244]
将所获得的颗粒以80℃干燥12小时后,在真空注射成型机(sodick co.,ltd.制,型号:ms100)气缸温度180℃、模具温度80℃的条件下进行注射成型而制作长条状试片及多用途试片a1。
[0245]
接着,使用所获得的试片进行物性值测量。测量结果及配方量显示于表7。
[0246]
(实施例23)
[0247]
除了将在实施例22中的热塑性弹性体(asahi kasei corporation制,产品名:tuftec h1052)变更为热塑性弹性体(asahi kasei corporation制,产品名:tuftec h1062)以外,以与实施例22相同的方式进行并进行物性值测量。
[0248]
(实施例24)
[0249]
除了将在实施例22中的热塑性弹性体(asahi kasei corporation制,产品名:tuftec h1052)变更为热塑性弹性体(dow chemical company制,产品名:engage 8842)以外,以与实施例22相同的方式进行并进行物性值测量。
[0250]
(实施例25)
[0251]
除了将在实施例22中的热塑性弹性体(asahi kasei corporation制,产品名:tuftec h1052)变更为热塑性弹性体(mitsui chemicals,inc.制,产品名:tafmer df610)以外,以与实施例22相同的方式进行并进行物性值测量。
[0252]
(实施例26)
[0253]
除了将在实施例22中的热塑性弹性体(asahi kasei corporation制,产品名:tuftec h1052)变更为热塑性弹性体(mitsui chemicals,inc.制,产品名:tafmer df811)以外,以与实施例22相同的方式进行并进行物性值测量。
[0254]
(比较例9)
[0255]
将聚丙烯(japan polypropylene corporation制:bc04bw,注射级,mfr5)供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),以180℃进行熔融捏合并颗粒化。
[0256]
将所获得的颗粒以80℃干燥12小时后,在真空注射成型机(sodick co.,ltd.制,型号:ms100)气缸温度180℃、模具温度80℃的条件下进行注射成型而制作长条状试片及多用途试片a1。
[0257]
[表7]
[0258][0259]
由表7可知,在全部实施例中,弯曲模量及拉伸模量相较于比较例有所提高。
[0260]
(实施例27)
[0261]
使用mechano hybrid(nippon coke&engineering co.,ltd.,型号:mmh
‑
75b/i),使源自竹浆的cnf水混合物(cnf固体成分35%,水分65%,平均聚合度810)与苯乙烯系聚合物(yasuhara chemical co.,ltd制:ys resin sx100)为70:30(质量%比)而进行混合。
[0262]
接着,将所获得的cnf与苯乙烯系聚合物混合物供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),获得粉末状纤维素纳米纤维。螺杆系为φ25mm,树脂温度设为140℃。
[0263]
接着,将所获得的粉末状纤维素纳米纤维与聚丙烯(japan polypropylene corporation制:bc04bw,注射级,mfr5)以所获得的组成物中的纤维素纳米纤维成为10质量%的比例进行混合,供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),以180℃进行熔融捏合并颗粒化。
[0264]
将所获得的颗粒以80℃干燥12小时后,在真空注射成型机(sodick co.,ltd.制,型号:ms100)气缸温度180℃、模具温度80℃的条件下进行注射成型而制作长条状试片及多用途试片a1。
[0265]
接着,使用所获得的试片进行物性值测量。测量结果及配方量显示于表8。
[0266]
(实施例28)
[0267]
除了对在实施例27中所获得的粉末状纤维素纳米纤维与聚丙烯添加0.05质量%的成核剂(new japan chemical co.,ltd.制,产品名:nu
‑
100)以外,以与实施例27相同的方式进行并进行物性值测量。
[0268]
(实施例29)
[0269]
除了对在实施例27中所获得的粉末状纤维素纳米纤维与聚丙烯添加0.25质量%
的成核剂(new japan chemical co.,ltd.制,产品名:nu
‑
100)以外,以与实施例27相同的方式进行并进行物性值测量。
[0270]
(实施例30)
[0271]
除了对在实施例27中所获得的粉末状纤维素纳米纤维与聚丙烯添加0.50质量%的成核剂(new japan chemical co.,ltd.制,产品名:nu
‑
100)以外,以与实施例27相同的方式进行并进行物性值测量。
[0272]
(比较例10)
[0273]
将聚丙烯(japan polypropylene corporation制:bc04bw,注射级,mfr5)供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),以180℃进行熔融捏合并颗粒化。
[0274]
将所获得的颗粒以80℃干燥12小时后,在真空注射成型机(sodick co.,ltd.制,型号:ms100)气缸温度180℃、模具温度80℃的条件下进行注射成型而制作长条状试片及多用途试片a1。
[0275]
(实施例31)
[0276]
使用mechano hybrid(nippon coke&engineering co.,ltd.,型号:mmh
‑
75b/i),使源自竹浆的cnf水混合物(cnf固体成分35%,水分65%,平均聚合度810)与苯乙烯系聚合物(yasuhara chemical co.,ltd制:ys resin sx100)为70:30(质量%比)而进行混合。
[0277]
接着,将所获得的cnf与苯乙烯系聚合物混合物供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),获得粉末状纤维素纳米纤维。螺杆系为φ25mm,树脂温度设为140℃。
[0278]
接着,将所获得的粉末状纤维素纳米纤维与聚丙烯(japan polypropylene corporation制:bc04bw,注射级,mfr5)以所获得的组成物中的纤维素纳米纤维成为10质量%的比例进行混合,供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),以180℃进行熔融捏合并颗粒化。
[0279]
将所获得的颗粒以80℃干燥12小时后,在真空注射成型机(sodick co.,ltd.制,型号:ms100)气缸温度170℃、模具温度80℃的条件下进行注射成型而制作长条状试片及多用途试片a1。
[0280]
接着,使用所获得的试片进行物性值测量。测量结果及配方量显示于表8。
[0281]
(实施例32)
[0282]
除了对在实施例31中所获得的粉末状纤维素纳米纤维与聚丙烯添加0.05质量%的成核剂(new japan chemical co.,ltd.制,产品名:nu
‑
100)以外,以与实施例31相同的方式进行并进行物性值测量。
[0283]
(实施例33)
[0284]
除了对在实施例31中所获得的粉末状纤维素纳米纤维与聚丙烯添加0.1质量%的成核剂(new japan chemical co.,ltd.制,产品名:nu
‑
100)以外,以与实施例31相同的方式进行并进行物性值测量。
[0285]
(实施例34)
[0286]
除了对在实施例31中所获得的粉末状纤维素纳米纤维与聚丙烯添加0.20质量%的成核剂(new japan chemical co.,ltd.制,产品名:nu
‑
100),以及使气缸温度为175℃以
外,以与实施例31相同的方式进行并进行物性值测量。
[0287]
(实施例35)
[0288]
除了对在实施例31中所获得的粉末状纤维素纳米纤维与聚丙烯添加0.30质量%的成核剂(new japan chemical co.,ltd.制,产品名:nu
‑
100),以及使气缸温度为175℃以外,以与实施例31相同的方式进行并进行物性值测量。
[0289]
(比较例11)
[0290]
将聚丙烯(japan polypropylene corporation制:bc04bw,注射级,mfr5)供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),以180℃进行熔融捏合并颗粒化。
[0291]
将所获得的颗粒以80℃干燥12小时后,在真空注射成型机(sodick co.,ltd.制,型号:ms100)气缸温度170℃、模具温度80℃的条件下进行注射成型而制作长条状试片及多用途试片a1。
[0292]
(比较例12)
[0293]
除了将在比较例11中的聚丙烯变更为聚丙烯与成核剂(new japan chemical co.,ltd.制,产品名:nu
‑
100),并使其质量比为99.95:0.05以外,以与比较例11相同的方式进行并进行物性值测量。
[0294]
(比较例13)
[0295]
除了将在比较例11中的聚丙烯变更为聚丙烯与成核剂(new japan chemical co.,ltd.制,产品名:nu
‑
100),并使其质量比为99.85:0.15以外,以与比较例11相同的方式进行并进行物性值测量。
[0296]
(比较例14)
[0297]
除了将在比较例11中的聚丙烯变更为聚丙烯与成核剂(new japan chemical co.,ltd.制,产品名:nu
‑
100),并使其质量比为99.70:0.3以外,以与比较例11相同的方式进行并进行物性值测量。
[0298]
[表8]
[0299][0300]
由表8可知,在全部实施例中,弯曲模量及拉伸模量相较于比较例有所提高。
[0301]
(实施例36)
[0302]
使用mechano hybrid(nippon coke&engineering co.,ltd.,型号:mmh
‑
75b/i),使源自竹浆的cnf水混合物(cnf固体成分35%,水分65%,平均聚合度810)、苯乙烯系聚合物(yasuhara chemical co.,ltd制:ys resin sx100)、热塑性弹性体(asahi kasei corporation制,产品名:tuftec h1052)、表面活性剂(taiyo kagaku co.,ltd.制,产品名:tirabazole p
‑
4)及相容剂(kayaku nouryon corporation制,产品名:kayabrid 002pp)为
45:19:22:7:7(质量%比)而进行混合。
[0303]
接着,将所获得的cnf与苯乙烯系聚合物混合物供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),获得粉末状纤维素纳米纤维。螺杆系为φ25mm,树脂温度设为140℃。
[0304]
接着,将所获得的粉末状纤维素纳米纤维与聚丙烯(japan polypropylene corporation制:bc04bw,注射级,mfr5)以所获得的组成物中的纤维素纳米纤维成为10质量%的比例进行混合,供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),以180℃进行熔融捏合并颗粒化。
[0305]
将所获得的颗粒以80℃干燥12小时后,在真空注射成型机(sodick co.,ltd.制,型号:ms100)气缸温度170℃、模具温度80℃的条件下进行注射成型而制作长条状试片及多用途试片a1。
[0306]
接着,使用所获得的试片进行物性值测量。测量结果及配方量显示于表9。
[0307]
(实施例37)
[0308]
除了对在实施例36中的源自竹浆的cnf水混合物、苯乙烯系聚合物(yasuhara chemical co.,ltd制:ys resin sx100)、热塑性弹性体(asahi kasei corporation制,产品名:tuftec h1052)、表面活性剂(taiyo kagaku co.,ltd.制,产品名:tirabazole p
‑
4)及相容剂(kayaku nouryon corporation制,产品名:kayabrid 002pp)添加成核剂(new japan chemical co.,ltd.制,产品名:nu
‑
100),并使其为44.1:19:22:7:7:0.9(质量%比)以外,以与实施例36相同的方式进行并进行物性值测量。
[0309]
(实施例38)
[0310]
除了对在实施例36中所获得的粉末状纤维素纳米纤维与聚丙烯添加0.20质量%的成核剂(new japan chemical co.,ltd.制,产品名:nu
‑
100)以外,以与实施例36相同的方式进行并进行物性值测量。
[0311]
(实施例39)
[0312]
除了对在实施例36中的于源自竹浆的cnf水混合物、苯乙烯系聚合物(yasuhara chemical co.,ltd制:ys resin sx100)、热塑性弹性体(asahi kasei corporation制,产品名:tuftec h1052)、表面活性剂(taiyo kagaku co.,ltd.制,产品名:tirabazole p
‑
4)及相容剂(kayaku nouryon corporation制,产品名:kayabrid 002pp)添加成核剂(new japan chemical co.,ltd.制,产品名:nu
‑
100),并使其为53:10:22:7:7:1(质量%比)以外,以与实施例36相同的方式进行并进行物性值测量。
[0313]
(比较例15)
[0314]
将聚丙烯(japan polypropylene corporation制:bc04bw,注射级,mfr5)供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),以180℃进行熔融捏合并颗粒化。
[0315]
将所获得的颗粒以80℃干燥12小时后,在真空注射成型机(sodick co.,ltd.制,型号:ms100)气缸温度170℃、模具温度80℃的条件下进行注射成型而制作长条状试片及多用途试片a1。
[0316]
[表9]
[0317][0318]
由表9可知,在全部实施例中,拉伸模量相较于比较例有所提高。
[0319]
(实施例40)
[0320]
使用mechano hybrid(nippon coke&engineering co.,ltd.,型号:mmh
‑
75b/i),使源自竹浆的cnf水混合物(cnf固体成分35%,水分65%,平均聚合度810)、苯乙烯系聚合物(yasuhara chemical co.,ltd制:ys resin sx100)、金属皂(nitto kasei kogyo k.k.制:zs
‑
6)、热塑性弹性体(asahi kasei corporation制,产品名:tuftec h1052)、表面活性剂(taiyo kagaku co.,ltd.制,产品名:tirabazole p
‑
4)、相容剂(kayaku nouryon corporation制,产品名:kayabrid 002pp)及成核剂(new japan chemical co.,ltd.制,产品名:nu
‑
100)为48.1:6.1:6.1:23.5:7.4:7.4:1.4而进行混合。
[0321]
接着,所获得的混合物供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),获得粉末状纤维素纳米纤维。螺杆系为φ25mm,树脂温度设为140℃。
[0322]
接着,将所获得的粉末状纤维素纳米纤维与聚丙烯(prime polymer co.,ltd.制:j466hp,均聚pp,mfr3.1)以所获得的组成物中的纤维素纳米纤维成为10质量%的比例进行混合,供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),以175℃进行熔融捏合并颗粒化。
[0323]
将所获得的颗粒以80℃干燥12小时后,在真空注射成型机(sodick co.,ltd.制,型号:ms100)气缸温度190℃、模具温度50℃的条件下进行注射成型而制作长条状试片及多用途试片a1。
[0324]
接着,使用所获得的试片进行物性值测量。测量结果及配方量显示于表10。
[0325]
(比较例16)
[0326]
将聚丙烯(prime polymer co.,ltd.制:j466hp,均聚pp,mfr3.1)供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),以175℃进行熔融捏合并颗粒化。
[0327]
将所获得的颗粒以80℃干燥12小时后,在真空注射成型机(sodick co.,ltd.制,型号:ms100)气缸温度190℃、模具温度50℃的条件下进行注射成型而制作长条状试片及多用途试片a1。
[0328]
(实施例41)
[0329]
除了将在实施例40中的气缸温度190℃、模具温度50℃的条件变更为气缸温度170℃、模具温度80℃的条件以外,以与实施例40相同的方式进行并进行物性值测量。
[0330]
(比较例17)
[0331]
除了将在比较例16中的气缸温度190℃、模具温度50℃的条件变更为气缸温度170℃、模具温度80℃的条件以外,以与比较例16相同的方式进行并进行物性值测量。
[0332]
[表10]
[0333]
[0334]
由表10可知,在全部实施例中,拉伸模量相较于比较例有所提高。
[0335]
(穿刺冲击试验)
[0336]
(实施例42)
[0337]
使用mechano hybrid(nippon coke&engineering co.,ltd.,型号:mmh
‑
75b/i),使源自竹浆的cnf水混合物(cnf固体成分35%,水分65%,平均聚合度810)、苯乙烯系聚合物(yasuhara chemical co.,ltd制:ys resin sx100)、热塑性弹性体(asahi kasei corporation制,产品名:tuftec h1052)、表面活性剂(taiyo kagaku co.,ltd.制,产品名:tirabazole p
‑
4)及相容剂(kayaku nouryon corporation制,产品名:kayabrid 002pp)为45:19:22:7:7(质量%比)而进行混合。
[0338]
接着,所获得的混合物供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),获得粉末状纤维素纳米纤维。螺杆系为φ25mm,树脂温度设为140℃。
[0339]
接着,将所获得的粉末状纤维素纳米纤维与聚丙烯(japan polypropylene corporation制:bc04bw,注射级,mfr5)以所获得的组成物中的纤维素纳米纤维成为30质量%的比例进行混合,供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),以180℃进行熔融捏合并颗粒化。
[0340]
接着,将所获得的颗粒与聚丙烯(japan polypropylene corporation制:bc04bw,注射级,mfr5)以所获得的组成物中的纤维素纳米纤维成为5质量%的比例进行混合,供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),以180℃进行熔融捏合并颗粒化。
[0341]
接着,使用注射成型机,形成158mm
×
120mm
×
3.7mmt的平板。对于该平板,依据jis k7211
‑
2,利用穿刺冲击试验机(shimadzu corporation制,型号:hits
‑
p10),于试验温度25℃中,在撞针直径:支撑台径:冲裁速度:4.4m/sec的条件下进行穿刺冲击试验,评价破坏形态。
[0342]
破坏形态yd表示由深拉而引起的降伏,破坏形态ys表示由稳定裂纹生长而引起的降伏,破坏形态yu表示由不稳定裂纹生长而引起的降伏,破坏形态ny表示由不稳定裂纹生长而引起的不降伏的破坏。测量结果显示于表11、表12及图7~图10。
[0343]
(实施例43)
[0344]
除了将在实施例42中所获得的颗粒与聚丙烯(japan polypropylene corporation制:bc04bw,注射级,mfr5)以所获得的组成物中的纤维素纳米纤维成为10质量%的比例进行混合以外,以与实施例42相同的方式进行并进行穿刺冲击试验,评价破坏形态。
[0345]
(实施例44)
[0346]
除了将在实施例42中所获得的颗粒与聚丙烯(japan polypropylene corporation制:bc04bw,注射级,mfr5)以所获得的组成物中的纤维素纳米纤维成为15质量%的比例进行混合以外,以与实施例42相同的方式进行并进行穿刺冲击试验,评价破坏形态。
[0347]
(比较例18)
[0348]
将聚丙烯(japan polypropylene corporation制:bc04bw,注射级,mfr5)供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),以190℃进行熔融捏合并
颗粒化。
[0349]
接着,使用注射成型机,形成158mm
×
120mm
×
3.7mmt的平板。对于该平板,依据jis k7211
‑
2,利用穿刺冲击试验机(shimadzu corporation制,型号:hits
‑
p10),于试验温度25℃中,在撞针直径:支撑台径:冲裁速度:4.4m/sec的条件下进行穿刺冲击试验,评价破坏形态。
[0350]
[表11]
[0351][0352]
[表12]
[0353][0354]
由表11可知,实施例中的破坏形态皆为ys。由此结果可知,在实施例42~44中未发生破裂,因此可以说其能够吸收来自外部的冲击能。
[0355]
本发明的组成物,如图5中的示意图所示,由于在组成物中的cnf周围存在苯乙烯系聚合物、相容剂、热塑性弹性体、表面活性剂等,因此推测这些成分会吸收来自外部的冲击所造成的内部结构偏离,结果吸收了来自外部的冲击能(亦即,具有振动能吸收性能)。
[0356]
(振动能吸收性能测量(动态粘弹性测量))
[0357]
本发明的组成物的振动能吸收性能,可从动态粘弹性测量所获得的tanδ的温度相依性求得。亦即,以tanδ的峰值评价组成物的振动能吸收性能。tanδ的峰值越高,振动能吸收性能越优异,由此可制造能够实现高制振性、隔音性的物品。
[0358]
(实施例45)
[0359]
使用mechano hybrid(nippon coke&engineering co.,ltd.,型号:mmh
‑
75b/i),使源自竹浆的cnf水混合物(cnf固体成分35%,水分65%,平均聚合度810)与苯乙烯系聚合物(yasuhara chemical co.,ltd制:ys resin sx100)为70:30(质量%比)而进行混合。
[0360]
接着,所获得的混合物供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),获得粉末状纤维素纳米纤维。螺杆系为φ25mm,树脂温度设为140℃。
[0361]
接着,将所获得的粉末状纤维素纳米纤维与聚丙烯(prime polymer co.,ltd.制:j707g,均聚pp,mfr9)以所获得的组成物中的纤维素纳米纤维成为10质量%的比例进行混合,供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),以175℃进行熔融捏合并颗粒化。
[0362]
将所获得的颗粒以80℃干燥12小时后,在真空注射成型机(sodick co.,ltd.制,型号:ms100)气缸温度190℃、模具温度50℃的条件下进行注射成型而制作试片。
[0363]
接着,使用动态粘弹性测量装置(ubm corporation制,型号:e
‑
4000
‑
dve),利用下述方法测量损耗角正切(tanδ)的温度相依性。测量结果显示于图11。
[0364]
(i)从厚度1.0mm的试片裁切出长度17mm
×
宽度3.3mm的长条片,作为动态粘弹性测量用试片。
[0365]
(ii)在拉伸模式下,一边振动试片一边测量升温过程
‑
80℃~+150℃中的材料的损耗模量(e”)以及储能模量(e’)。激振频率设为10hz,升温速度设为2℃/分钟。
[0366]
(iii)损耗角正切(tanδ)是从损耗模量(e”)相对于储能模量(e’)的比而求得。
[0367]
(比较例19)
[0368]
将聚丙烯(prime polymer co.,ltd.制:j707g,均聚pp,mfr9)供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),以175℃进行熔融捏合并颗粒化。
[0369]
将所获得的颗粒以80℃干燥12小时后,在真空注射成型机(sodick co.,ltd.制,型号:ms100)气缸温度190℃、模具温度50℃的条件下进行注射成型而制作试片。
[0370]
接着,使用动态粘弹性测量装置(ubm corporation制,型号:e
‑
4000
‑
dve),与实施例45相同地测量损耗角正切(tanδ)的温度相依性。
[0371]
(实施例46)
[0372]
由图11的测量结果发现,于50℃中,tanδ的值具有统计显着性,因此利用下述方法制成试片,接着,使用动态粘弹性测量装置(ubm corporation制,型号:e
‑
4000
‑
dve),利用下述方法测量损耗角正切(tanδ)的频率相依性。测量结果显示于图12。
[0373]
使用mechano hybrid(nippon coke&engineering co.,ltd.,型号:mmh
‑
75b/i),使源自竹浆的cnf水混合物(cnf固体成分35%,水分65%,平均聚合度810)与苯乙烯系聚合物(yasuhara chemical co.,ltd制:ys resin sx100)为70:30(质量%比)而进行混合。
[0374]
接着,所获得的混合物供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),获得粉末状纤维素纳米纤维。螺杆系设为φ25mm,树脂温度设为140℃。
[0375]
接着,将所获得的粉末状纤维素纳米纤维与聚丙烯(prime polymer co.,ltd.制:j707g,均聚pp,mfr9)以所获得的组成物中的纤维素纳米纤维成为30质量%的比例进行混合,供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),以175℃进行熔融捏合并颗粒化。
[0376]
将所获得的颗粒以80℃干燥12小时后,在真空注射成型机(sodick co.,ltd.制,
8842)变更为热塑性弹性体(asahi kasei corporation制,产品名:tuftec h1052)以外,以与实施例47相同的方式进行并进行物性值测量。
[0394]
(实施例49)
[0395]
除了将在实施例47中的源自竹浆的cnf水混合物的比例设为60,并将热塑性弹性体(dow chemical company制,产品名:engage 8842)的比例设为5,且未掺混相容剂(kayaku nouryon corporation制,产品名:kayabrid 002pp)以外,以与实施例47相同的方式进行并进行物性值测量。
[0396]
(实施例50)
[0397]
除了将在实施例47中的源自竹浆的cnf水混合物的比例设为60,将热塑性弹性体(dow chemical company制,产品名:engage 8842)变更为热塑性弹性体(asahi kasei corporation制,产品名:tuftec h1052)并将其比例设为5,且未掺混相容剂(kayaku nouryon corporation制,产品名:kayabrid 002pp)以外,以与实施例47相同的方式进行并进行物性值测量。
[0398]
(比较例21)
[0399]
将聚丙烯(prime polymer co.,ltd.制:j707g,均聚pp,mfr9)供给至双螺杆挤出机(the japan steel works,ltd.,型号:tex25αiii),以175℃进行熔融捏合并颗粒化。
[0400]
将所获得的颗粒以80℃干燥12小时后,在注射成型机(nissei plastic industrial co.,ltd.制,型号:npx7
‑
1f)气缸温度190℃、模具温度50℃的条件下进行注射成型而制作长条状试片及哑铃状试片1ba。
[0401]
[表13]
[0402][0403]
由表13可知,在全部实施例中,弯曲模量及拉伸模量相较于比较例有所提高。
[0404]
产业上的可利用性
[0405]
本发明的熔融混合物在树脂中的均匀分散性、与树脂的适应性、表面接着性优异,因此可轻易在热塑性树脂、热固性树脂或橡胶成分中均匀地混合。另外,也可以利用注射成型等一般的树脂成型法来获得各种用途的零件。例如,也适合用于产业用机械零件、一般机械零件、汽车/铁路/车辆等零件(例如外板、底盘、空气动力构件、轮胎、座位等)、船舶构件(例如船体、座位等)、航空相关零件(例如座位、内装材料等)、宇宙飞船/人造卫星构件(电动机箱体、天线等)、电子电气零件、滑动构件(齿轮、传动装置、轴承、金属等)、建筑/土木材料/水处理材料(抗振隔振材料、轴承等)、涂料/印墨、接着剂/密封剂/涂剂/粘合剂、捆包/包装/薄膜材料等。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1