一种5D立体浮雕效果材料及制作工艺的制作方法
一种5d立体浮雕效果材料及制作工艺
技术领域
1.本发明涉及新材料技术领域,尤其涉及一种5d立体浮雕效果材料及制作工艺。
背景技术:
2.反光膜,是一种已制成薄膜可直接应用的逆反射材料。利用玻璃珠技术,微棱镜技术、合成树脂技术,薄膜技术和涂敷技术和微复制技术制成。反光膜一般采用pvc材料制成;现在为了更好给予观看者进行立体展示会在反光膜上印制图片,给予5d立体浮雕效果;5d浮雕是雕刻的一种,雕刻者在一块平板上将他要塑造的形象雕刻出来,使它脱离原来材料的平面。5d浮雕是雕塑与绘画结合的产物,用压缩的办法来处理对象,靠透视等因素来表现三维空间,并只供一面或两面观看。但是反光膜通过图片形式体现的5d浮雕立体效果不理想,不利于全方位进行展示。
技术实现要素:
3.本发明的目的是为了解决现有技术中存在的缺点,而提出的一种5d立体浮雕效果材料。
4.为了实现上述目的,本发明采用了如下技术方案:一种5d立体浮雕效果材料,5d立体浮雕效果材料由以下重量份数的成分组成:pvc树脂65
‑
82份、聚氨酯35
‑
45份,聚甲基丙烯酸甲酯28
‑
35份,亚磷酸酯12
‑
16份,二甘醇二苯甲酸酯5
‑
15份,pvc稳定剂1
‑
4份,无毒增塑剂1
‑
4份,对
‑
甲氧基肉桂酸环己基酯1.1
‑
1.5份,4
‑
甲基
‑6‑
甲氧基香豆1.2
‑
1.5份。
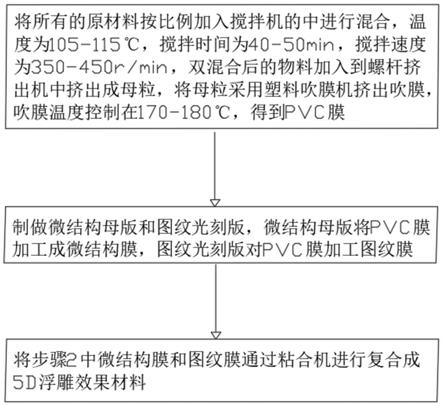
5.一种5d立体浮雕效果材料的制作工艺,包括如下步骤;步骤1:将所有的原材料按比例加入搅拌机的中进行混合,温 度为105
‑
115℃,搅拌时间为40
‑
50min,搅拌速度为350
‑
450r/min,双混合后的物料加入到螺杆挤出机中挤出成母粒,将母粒采用塑料吹膜机挤出吹膜,吹膜温度控制在170
‑
180℃,得到pvc膜;步骤2:制做微结构母版和图纹光刻版,微结构母版将pvc膜加工成微结构膜,图纹光刻版对pvc膜加工图纹膜;步骤3:将步骤2中微结构膜和图纹膜通过粘合机进行复合成5d立体浮雕效果材料。
6.一种5d立体浮雕效果材料的装置,装置为步骤的粘合机,包括支撑架、图纹膜、微结构模和横板,所述横板设有多组,所述横板两端固定安装在支撑架的内壁底部,所述支撑架连接有用于驱动微结构模移动的第一驱动结构,所述第一驱动结构包括第一皮带轮、第一驱动辊、皮带和驱动电机,所述驱动电机固定安装在支撑架的侧壁,所述支撑架通过固定连接的轴承转动连接有第一驱动辊,其中的一组所述第一驱动辊与驱动电机的输出端固定连接,所述第一驱动辊的外端均固定连接有第一皮带轮,第一皮带轮的外壁活动连接有皮带;所述支撑架的顶部连接有用于驱动图纹膜移动的第二驱动结构,所述第二驱动结
构包括第三皮带轮和第二驱动辊,所述支撑架的内壁顶部通过固定连接的轴承与第二驱动辊转动连接,所述第二驱动辊的外端贯穿支撑架后固定连接有第三皮带轮,所述第三皮带轮的外端与皮带活动连接;所述皮带连接有设有用于粘结剂均匀涂抹的胶水均匀涂抹结构,且胶水均匀涂抹结构设置第二驱动结构的左端,所述胶水均匀涂抹结构包括第四皮带轮、第一限位板、第二限位板、尺板、转盘、摇杆、v形料槽、l形滑杆、l形支撑块、涂抹辊、转动杆、螺纹槽、弹簧和弧形限位板,所述支撑架的内壁固定连接有v形料槽,所述支撑架内壁通过固定连接的轴承上下转动连接有转动杆和涂抹辊,且涂抹辊设置在v形料槽下端,所述v形料槽的一端贯穿支撑架后固定连接有第四皮带轮,所述第四皮带轮与皮带活动连接,所述转动杆对称开设有螺纹槽,所述转动杆通过螺纹槽螺纹连接有第一限位板和第二限位板,所述第一限位板和第二限位板的外壁与v形料槽的内壁贴合滑动连接,且第一限位板和第二限位板的底部通过弧形槽与涂抹辊的顶部贴合滑动连接,所述第二限位板的顶部固定连接有用于确定第二限位板位置的尺板,所述转动杆的后端贯穿支撑架后固定连接有转盘,所述转盘的外壁外沿处固定连接有摇杆,所述l形支撑块的顶部固定连接有弹簧,所述弹簧的顶部固定连接有弧形限位板,且弧形限位板与转动杆的底部贴合接触,所述弧形限位板的底部固定连接有l形滑杆,所述l形滑杆的直立部位与l形支撑块横向部位的直孔贴合滑动连接;所述皮带连接有贴合热压的热压结构,所述热压结构设在第二驱动结构的右端,所述热压结构包括第二皮带轮、u形安装板、安装箱、盖板、c形引导块、扇叶、转动轴和蛇形加热管,所述u形安装板的底部固定连接有安装箱,所述安装箱的左端固定连接有用于图纹膜弧形引导的c形引导块,所述安装箱的内底部固定安装有蛇形加热管,所述安装箱的前端固定连接有盖板,所述盖板通过固定连接的轴承转动连接有转动轴,所述转动轴在安装箱里面的端部处沿着圆周方向均匀开设有扇叶,所述转动轴的前端固定连接有第二皮带轮,所述第二皮带轮与皮带活动连接。
7.优选的,所述第一驱动辊设有至少三组,且第一驱动辊的顶部齐平。
8.优选的,所述微结构模的底部与第一驱动辊的顶部贴合接触。
9.优选的,所述图纹膜的底部与第二驱动辊的顶部贴合滑动连接,所述第二驱动辊和第一驱动辊的转动方向相同。
10.优选的,所述转动杆在v形料槽内转动。
11.优选的,所述涂抹辊的侧壁与v形料槽的底部之间设有用于胶黏剂流通的缝隙。
12.优选的,所述转动杆选用耐磨橡胶材料,所述弹簧的恢复力带动弧形限位板与转动杆贴合接触实现对转动杆的制动。
13.优选的,所述u形安装板固定安装在支撑架的内壁。
14.有益效果在于:1、第一驱动结构的驱动电机驱动第一驱动辊转动,第一驱动辊通过第一皮带轮和皮带配合带动其他组的第一驱动辊转动,实现微结构模移动,同时,皮带带动第二驱动结构的第三皮带轮转动,第三皮带轮带动第二驱动辊转动,第二驱动辊驱动图纹膜移动,图纹膜和微结构模利于进行同步移动。
15.2、根据图纹膜和微结构模的宽度,转动胶水均匀涂抹结构的摇杆,摇杆带动转动杆转动,转动杆通过螺纹槽带动第一限位板和第二限位板同步移动,再根据尺板计量出第
一限位板和第二限位板之间距离,使得第一限位板和第二限位板之间间距可根据图纹膜和微结构模宽度进行调节,使得装置适合不同宽度的图纹膜和微结构模进行均匀涂抹,同时,弹簧的恢复力带动弧形限位板与转动杆接触实现对转动杆进行制动,保证了第一限位板和第二限位板位置调节后的稳定性。
16.3、热压结构的蛇形加热管对安装箱加热,加热后的安装箱对图纹膜和微结构模进行热压处理,同时,皮带带动第二皮带轮制动,第二皮带轮带动扇叶制动,扇叶驱动安装箱内空气流动,保证了安装箱处理均热状态,利于整体热压。
17.4、本发明通过各物质配合减少了因为团聚而产生的应力集中现象,从而提高了pvc膜的结构强度和抗拉伸性能,同时,通过微结构母版和图纹光刻版配合利于在材料表面形成立体效果,5d浮雕立体效果理想,利于全方位进行展示。
附图说明
18.图1为本发明提出的制作工艺流程图;图2为本发明提出的结构示意图一;图3为本发明提出的结构示意图二;图4为本发明提出的结构示意图三;图5为本发明提出的结构示意图四;图6为本发明提出的结构俯视图;图7为本发明提出的结构剖视图;图8为本发明提出的结构剖视仰视图;图9为本发明提出的图5的a处结构放大示意图;图10为本发明提出的图6的b处结构放大示意图;图11为本发明提出的图8的c处结构放大示意图。
19.图中:1.支撑架 2.第一驱动结构 201.第一皮带轮 202.第一驱动辊 203.皮带 204.驱动电机 3.热压结构 301.第二皮带轮 302.u形安装板 303.安装箱 304.盖板 305.c形引导块 306.扇叶 307.转动轴 308.蛇形加热管 4.图纹膜 5.微结构模 6.第二驱动结构 601.第三皮带轮 602.第二驱动辊 7.胶水均匀涂抹结构 701.第四皮带轮 702.第一限位板 703.第二限位板 704.尺板 705.转盘 706.摇杆 707.v形料槽 708.l形滑杆 709.l形支撑块 710.涂抹辊 711.转动杆 712.螺纹槽 713.弹簧 714.弧形限位板 8.横板。
具体实施方式
20.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
21.实施例1:参照图1所述,一种5d立体浮雕效果材料,5d立体浮雕效果材料由以下重量份数的成分组成:pvc树脂65份、聚氨酯45份,聚甲基丙烯酸甲酯35份,亚磷酸酯12份,二甘醇二苯甲酸酯15份,pvc稳定剂4份,无毒增塑剂1份,对
‑
甲氧基肉桂酸环己基酯1.5份,4
‑
甲基
‑6‑
甲氧基香豆1.2份。
22.一种5d立体浮雕效果材料的制作工艺,包括如下步骤;步骤1:将所有的原材料按比例加入搅拌机的中进行混合,温 度为115℃,搅拌时间为40min,搅拌速度为450r/min,双混合后的物料加入到螺杆挤出机中挤出成母粒,将母粒采用塑料吹膜机挤出吹膜,吹膜温度控制在170℃,得到pvc膜;步骤2:制做微结构母版和图纹光刻版,微结构母版将pvc膜加工成微结构膜,图纹光刻版对pvc膜加工图纹膜;步骤3:将步骤2中微结构膜和图纹膜通过粘合机进行复合成5d立体浮雕效果材料。
23.实施例2:参照图1所示,作为本发明的另一优选实施例,与实施例1的区别在于,一种5d立体浮雕效果材料,5d立体浮雕效果材料由以下重量份数的成分组成:pvc树脂82份、聚氨酯35份,聚甲基丙烯酸甲酯28份,亚磷酸酯16份,二甘醇二苯甲酸酯5份,pvc稳定剂4份,无毒增塑剂1份,对
‑
甲氧基肉桂酸环己基酯1.1份,4
‑
甲基
‑6‑
甲氧基香豆1.5份。
24.一种5d立体浮雕效果材料的制作工艺,包括如下步骤;步骤1:将所有的原材料按比例加入搅拌机的中进行混合,温 度为105℃,搅拌时间为40min,搅拌速度为350r/min,双混合后的物料加入到螺杆挤出机中挤出成母粒,将母粒采用塑料吹膜机挤出吹膜,吹膜温度控制在180℃,得到pvc膜;步骤2:制做微结构母版和图纹光刻版,微结构母版将pvc膜加工成微结构膜,图纹光刻版对pvc膜加工图纹膜;步骤3:将步骤2中微结构膜和图纹膜通过粘合机进行复合成5d立体浮雕效果材料。
25.通过各物质配合减少了因为团聚而产生的应力集中现象,从而提高了pvc膜的结构强度和抗拉伸性能,同时,通过微结构母版和图纹光刻版配合利于在材料表面形成立体效果,5d浮雕立体效果理想,利于全方位进行展示。
26.实施例3:参照图2
‑
11所示,一种5d立体浮雕效果材料的装置,装置为步骤3的粘合机,包括支撑架1、图纹膜4、微结构模5和横板8,横板8设有多组,横板8两端固定安装在支撑架1的内壁底部,支撑架1连接有用于驱动微结构模5移动的第一驱动结构2,第一驱动结构2包括第一皮带轮201、第一驱动辊202、皮带203和驱动电机204,驱动电机204固定安装在支撑架1的侧壁,支撑架1通过固定连接的轴承转动连接有第一驱动辊202,其中的一组第一驱动辊202与驱动电机204的输出端固定连接,第一驱动辊202的外端均固定连接有第一皮带轮201,第一皮带轮201的外壁活动连接有皮带203,第一驱动辊202设有至少三组,且第一驱动辊202的顶部齐平,微结构模5的底部与第一驱动辊202的顶部贴合接触;支撑架1的顶部连接有用于驱动图纹膜4移动的第二驱动结构6,第二驱动结构6包括第三皮带轮601和第二驱动辊602,支撑架1的内壁顶部通过固定连接的轴承与第二驱动辊602转动连接,第二驱动辊602的外端贯穿支撑架1后固定连接有第三皮带轮601,第三皮带轮601的外端与皮带203活动连接,图纹膜4的底部与第二驱动辊602的顶部贴合滑动连接,第二驱动辊602和第一驱动辊202的转动方向相同,第一驱动结构2的驱动电机204驱动第一驱动辊202转动,第一驱动辊202通过第一皮带轮201和皮带203配合带动其他组的第一
驱动辊202转动,实现微结构模5移动,同时,皮带203带动第二驱动结构6的第三皮带轮601转动,第三皮带轮601带动第二驱动辊602转动,第二驱动辊602驱动图纹膜4移动,图纹膜4和微结构模5利于进行同步移动;皮带203连接有设有用于粘结剂均匀涂抹的胶水均匀涂抹结构7,且胶水均匀涂抹结构7设置第二驱动结构6的左端,胶水均匀涂抹结构7包括第四皮带轮701、第一限位板702、第二限位板703、尺板704、转盘705、摇杆706、v形料槽707、l形滑杆708、l形支撑块709、涂抹辊710、转动杆711、螺纹槽712、弹簧713和弧形限位板714,支撑架1的内壁固定连接有v形料槽707,支撑架1内壁通过固定连接的轴承上下转动连接有转动杆711和涂抹辊710,且涂抹辊710设置在v形料槽707下端,v形料槽707的一端贯穿支撑架1后固定连接有第四皮带轮701,第四皮带轮701与皮带203活动连接,转动杆711对称开设有螺纹槽712,转动杆711通过螺纹槽712螺纹连接有第一限位板702和第二限位板703,第一限位板702和第二限位板703的外壁与v形料槽707的内壁贴合滑动连接,且第一限位板702和第二限位板703的底部通过弧形槽与涂抹辊710的顶部贴合滑动连接,第二限位板703的顶部固定连接有用于确定第二限位板703位置的尺板704,转动杆711的后端贯穿支撑架1后固定连接有转盘705,转盘705的外壁外沿处固定连接有摇杆706,l形支撑块709的顶部固定连接有弹簧713,弹簧713的顶部固定连接有弧形限位板714,且弧形限位板714与转动杆711的底部贴合接触,弧形限位板714的底部固定连接有l形滑杆708,l形滑杆708的直立部位与l形支撑块709横向部位的直孔贴合滑动连接,转动杆711在v形料槽707内转动,涂抹辊710的侧壁与v形料槽707的底部之间设有用于胶黏剂流通的缝隙,转动杆711选用耐磨橡胶材料,弹簧713的恢复力带动弧形限位板714与转动杆711贴合接触实现对转动杆711的制动,根据图纹膜4和微结构模5的宽度,转动胶水均匀涂抹结构7的摇杆706,摇杆706带动转动杆711转动,转动杆711通过螺纹槽712带动第一限位板702和第二限位板703同步移动,再根据尺板704计量出第一限位板702和第二限位板703之间距离,使得第一限位板702和第二限位板703之间间距可根据图纹膜4和微结构模5宽度进行调节,使得装置适合不同宽度的图纹膜4和微结构模5进行均匀涂抹,同时,弹簧713的恢复力带动弧形限位板714与转动杆711接触实现对转动杆711进行制动,保证了第一限位板702和第二限位板703位置调节后的稳定性;皮带203连接有贴合热压的热压结构3,热压结构3设在第二驱动结构6的右端,热压结构3包括第二皮带轮301、u形安装板302、安装箱303、盖板304、c形引导块305、扇叶306、转动轴307和蛇形加热管308,u形安装板302的底部固定连接有安装箱303,安装箱303的左端固定连接有用于图纹膜4弧形引导的c形引导块305,安装箱303的内底部固定安装有蛇形加热管308,安装箱303的前端固定连接有盖板304,盖板304通过固定连接的轴承转动连接有转动轴307,转动轴307在安装箱303里面的端部处沿着圆周方向均匀开设有扇叶306,转动轴307的前端固定连接有第二皮带轮301,第二皮带轮301与皮带203活动连接,u形安装板302固定安装在支撑架1的内壁,热压结构3的蛇形加热管308对安装箱303加热,加热后的安装箱303对图纹膜4和微结构模5进行热压处理,同时,皮带203带动第二皮带轮301制动,第二皮带轮301带动扇叶306制动,扇叶306驱动安装箱303内空气流动,保证了安装箱303处理均热状态,利于整体热压。
27.工作原理:根据图纹膜4和微结构模5的宽度,转动胶水均匀涂抹结构7的摇杆706,摇杆706带动转动杆711转动,转动杆711通过螺纹槽712带动第一限位板702和第二限位板
703同步移动,再根据尺板704计量出第一限位板702和第二限位板703之间距离,使得第一限位板702和第二限位板703之间间距可根据图纹膜4和微结构模5宽度进行调节,使得装置适合不同宽度的图纹膜4和微结构模5进行均匀涂抹,同时,弹簧713的恢复力带动弧形限位板714与转动杆711接触实现对转动杆711进行制动,保证了第一限位板702和第二限位板703位置调节后的稳定性,将图纹膜4和微结构模5设置好,再将粘结剂加入到v形料槽707内,第一驱动结构2的驱动电机204驱动第一驱动辊202转动,第一驱动辊202通过第一皮带轮201和皮带203配合带动其他组的第一驱动辊202转动,实现微结构模5移动,同时,皮带203带动第二驱动结构6的第三皮带轮601转动,第三皮带轮601带动第二驱动辊602转动,第二驱动辊602驱动图纹膜4移动,图纹膜4和微结构模5利于进行同步移动,皮带203带动第四皮带轮701制动,第四皮带轮701带动涂抹辊710制动进行均匀涂抹,图纹膜4和微结构模5粘结后与移动至安装箱303下方,热压结构3的蛇形加热管308对安装箱303加热,加热后的安装箱303对图纹膜4和微结构模5进行热压处理,同时,皮带203带动第二皮带轮301制动,第二皮带轮301带动扇叶306制动,扇叶306驱动安装箱303内空气流动,保证了安装箱303处理均热状态,利于整体热压。
28.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1