一种接枝反应挤出生产高耐磨性PVC制品及其方法与流程
一种接枝反应挤出生产高耐磨性pvc制品及其方法
技术领域
1.本发明涉及pvc制备技术领域,尤其涉及一种接枝反应挤出生产高耐磨性pvc制品及其方法。
背景技术:
2.pvc(聚氯乙烯)材料是以pvc为主要原料,加入增塑剂、稳定剂等名种助剂加工制得,具有价格低廉,综合性能较好的优点。广泛应用于电线电缆,日常生活用品,也逐渐成为室内装修中的地面和装饰材料。普通的pvc材料,其表面耐磨性差,耐刮擦性较差,易在产品表面留下永久的擦伤痕迹,影响美观,间接缩短了产品的使用年限。现有技术中通常用物理共混法来提高pvc材料的耐磨性能,在pvc材料中添加一定量的耐磨添加剂,如耐磨添加剂:聚四氟乙烯微粉、聚硅氧烷(t
‑
85)耐磨剂等,所生产的材料不但耐磨性能有限,无法满足技术要求。而且添加了一定量的耐磨添加剂后,会损坏制品的力学性能。
3.有鉴于上述现有技术中存在的缺陷,本发明人基于从事此类材料多年丰富经验及专业知识,配合理论分析,加以研究创新,开发一种接枝反应挤出生产高耐磨性pvc制品及其方法,挤出反应所新制备的pvc材料,分子链刚性增大,分子链的缠结程度增加,摩擦表面屈服应力提高,冲击回弹性提高,使pvc材料不易产生不可逆的滑移,从而提高了pvc材料的耐磨性能。
技术实现要素:
4.本发明的目的是提供一种接枝反应挤出生产高耐磨性pvc制品,pvc分子链刚性增大,分子链的缠结程度增加,摩擦表面屈服应力提高,冲击回弹性提高,使pvc材料不易产生不可逆的滑移,从而提高了pvc材料的耐磨性能。
5.本发明的上述技术目的是通过以下技术方案得以实现的:
6.本发明提供的一种接枝反应挤出生产高耐磨性pvc制品,按照重量份数计算,包括如下组份:pvc 100份、dop(邻苯二甲酸二辛酯)25~28份、钙锌复合稳定剂4.0~4.5份、硬脂酸钡1.6~2.0份、碳酸钙50份、石蜡0.3~0.4份、2,5
‑
二甲基
‑
2,5
‑
双(叔丁基过氧基)已烷0.3~0.4份、1
‑
三乙基硅氧基
‑
1,3
‑
丁二烯2.5~3.0份、4
‑
烯丙基
‑3‑
羟基
‑5‑
甲氧基苯甲酸3~5份和双(对甲基亚苯基)山梨糖醇2.0~2.5份。本发明在pvc材料接枝反应中采用一组接枝混合单体:含有苯环结构的功能性单体:4
‑
烯丙基
‑3‑
羟基
‑5‑
甲氧基苯甲酸与具有协同效应的单体:1
‑
三乙基硅氧基
‑
1,3
‑
丁二烯在引发剂2,5
‑
二甲基
‑
2,5
‑
双(叔丁基过氧基)已烷的作用下,在pvc分子链上进行接枝反应,使pvc分子链的刚性增大,分子链的缠结程度增加,摩擦表面屈服应力提高,冲击回弹性提高,使pvc材料不易产生不可逆的滑移,从而提高了pvc材料的耐磨性能。并在此基础上添加一定量的成核剂:双(对甲基亚苯基)山梨糖醇,对提高pvc材料的耐磨性能起协同作用。pvc是结晶度为5~10%的结晶聚合物,添加成核剂后,使pvc内的结晶体形成大量小而均匀的珠晶,珠晶可作为pvc材料的物理交联点,使pvc分子间的范德华力和分子内氢键合力提高,当外力作用时,氢键可分离吸收外来的能
量,同时避免产生分子间的不可逆的滑移,从而进一步提高pvc材料的耐磨性能。
7.进一步的,pvc材料为pvc(sg
‑
3)和pvc(sg
‑
5)的混合物,其中pvc(sg
‑
3)和pvc(sg
‑
5)的重量份数比为1:1。pvc(sg
‑
3)平均聚合度为1300和pvc(sg
‑
5)平均聚合度为1000,两种原材料共混后,有利于pvc材料的加工性。
8.本发明提供一种接枝反应挤出生产高耐磨性pvc制品及其制备方法,其特征在于包括如下步骤:
9.s1、将pvc、钙锌复合稳定剂、硬脂酸钡、石蜡加入高速混合机中搅拌;
10.s2、向高速混合机中加入dop搅拌,加入碳酸钙搅拌,得到pvc混合料;
11.s3、将步骤s2中得到的pvc混合料到在长径比l/d=48的双螺杆挤出机上挤出;其中,双螺杆挤出机包括十二个区段,第一区段中设置有第一进料口,第五区段中设置有第二进料口,第七区段中设置有第三进料口;pvc混合料由第一进料口进入;
12.s4、将引发剂:2,5
‑
二甲基
‑
2,5
‑
双(叔丁基过氧基)已烷和混合反应单体:1
‑
三乙基硅氧基
‑
1,3
‑
丁二烯和4
‑
烯丙基
‑3‑
羟基
‑5‑
甲氧基苯甲酸按配方比例共混后加入所述第二进料口中。在此步骤中,在引发剂的作用下,混合单体:4
‑
烯丙基
‑3‑
羟基
‑5‑
甲氧基苯甲酸和1
‑
三乙基硅氧基
‑
1,3
‑
丁二烯在pvc分子链上发生接枝反应;
13.s5、在第三进料口中以0.72kg/h进料速率,加入成核剂双(对甲基亚苯基)山梨糖醇;
14.s6、最后挤出产品的为pvc制品。
15.作为上述技术方案的优选,选择双螺杆挤出机的转速为115r/min,是使接枝反应在双螺杆挤出机中的反应时间充分,在挤出机内停留的时间能满足要求。
16.作为上述技术方案的优选,步骤s3中,是根据双螺杆挤出机的转速和配方比例,优选pvc混合料的进料速率为68kg/h。
17.作为上述技术方案的优选,步骤s4中,根据配方比例,根据挤出机转速的速率与步骤s3中pvc混合料的进料速率,选择第二进料口的进料速率为2.8kg/h,进料压力为0.8~1.2mpa。
18.作为上述技术方案的优选,步骤s5中,根据配方比例,根据挤出机转速的速率与步骤s3中pvc混合料的进料速率,根据步骤s4中的进料速率,在第三进料口中以进料速率为0.72kg/h,加入成核剂双(对甲基亚苯基)山梨糖醇;
19.作为上述技术方案的优选,为了配合pvc混合料接枝反应,加工温度从第一区段的90~100℃逐渐升高到第八区段的180~190℃,第十二区段挤出机末端的温度逐渐降至130~140℃。
20.作为上述技术方案的优选,双螺杆挤出机各区段工艺温度如下:
21.第一区段:90℃~100℃,第二区段:110℃~120℃,第三区段:130℃~140℃,第四区段:140℃~150℃,第五区段:150℃~160℃,第六区段:160℃~170℃,第七区段:170℃~180℃,第八区段:180℃~190℃,第九区段:160℃~170℃,第十区段:150℃~160℃,第十一区段:140℃~150℃,第十二区段:130℃~140℃。
22.作为上述技术方案的优选,选用双螺杆挤出机的长径比l/d=48,使pvc混合物在挤出机内的接枝反应更加充分。
23.综上所述,本发明具有以下有益效果:
24.1.本发明中采用含有苯环结构的功能性单体:4
‑
烯丙基
‑3‑
羟基
‑5‑
甲氧基苯甲酸和具有协同效应的反应单体:1
‑
三乙基硅氧基
‑
1,3
‑
丁二烯组合成的混合单体在引发剂2,5
‑
二甲基
‑
2,5
‑
双(叔丁基过氧基)已烷的作用下,在pvc分子链发生接枝反应,使pvc分子链的刚性增大,分子链的缠结程度增加,摩擦表面屈服应力提高,冲击回弹性提高,使pvc材料不易产生不可逆的滑移,从而提高了pvc材料的耐磨性能。
25.2.本发明在上述基础上添加成核剂:双(对甲基亚苯基)山梨糖醇,对提高pvc材料的耐磨性能起协同作用。pvc是结晶度为5~10%的结晶聚合物,添加成核剂后,使pvc内的结晶体形成大量小而均匀的珠晶,珠晶可作为pvc材料的物理交联点,使pvc分子间的范德华力和分子内氢键合力提高,当外力作用时,氢键可分离吸收外来的能量,同时避免产生分子间的不可逆的滑移,从而进一步提高pvc材料的耐磨性能。
具体实施方式
26.为更进一步阐述本发明为达成预定发明目的所采取的技术手段及功效,对依据本发明提出的一种接枝反应挤出生产高耐磨性pvc制品及其方法,其具体实施方式、特征及其功效,详细说明如后。
27.实施方式中特殊材料来源:
[0028]4‑
烯丙基
‑3‑
羟基
‑5‑
甲氧基苯甲酸:江苏艾康生物医药研发有限公司;
[0029]1‑
三乙基硅氧基
‑
1,3
‑
丁二烯:香港先进技术工业有限公司深圳分公司;
[0030]
双(对甲基亚苯基)山梨糖醇:江苏艾康生物医药研发有限公司;
[0031]
聚四氟乙烯微粉:上海松亚化工有限公司;
[0032]
超高分子量聚硅氧烷(t
‑
85耐磨剂):东莞市鸿富化工有限公司。
[0033]
实施例1
[0034]
一种接枝反应挤出生产高耐磨性pvc制品,由如下组份制成:pvc(sg
‑
3)50份、pvc(sg
‑
5)50份、dop 28份、钙锌复合稳定剂4.0份、硬脂酸钡1.6份、碳酸钙50份、石蜡0.3份、2,5
‑
二甲基
‑
2,5
‑
双(叔丁基过氧基)已烷0.35份、1
‑
三乙基硅氧基
‑
1,3
‑
丁二烯2.5份、4
‑
烯丙基
‑3‑
羟基
‑5‑
甲氧基苯甲酸3份和双(对甲基亚苯基)山梨糖醇2.0份。
[0035]
其制备方法包括如下操作步骤:
[0036]
s1、将pvc、钙锌复合稳定剂、硬脂酸钡、石蜡加入高速混合机中搅拌;
[0037]
s2、向高速混合机中加入dop搅拌,加入碳酸钙搅拌,得到pvc混合料;
[0038]
s3、将步骤s2中得到的pvc混合料到在长径比l/d=48的双螺杆挤出机上挤出;其中,双螺杆挤出机包括十二个区段,第一区段中设置有第一进料口,第五区段中设置有第二进料口,第七区段中设置有第三进料口;pvc混合料由第一进料口进入;
[0039]
s4、将引发剂:2,5
‑
二甲基
‑
2,5
‑
双(叔丁基过氧基)已烷和混合反应单体:1
‑
三乙基硅氧基
‑
1,3
‑
丁二烯和4
‑
烯丙基
‑3‑
羟基
‑5‑
甲氧基苯甲酸按配方比例共混后加入所述第二进料口中。在此步骤中,在引发剂的作用下,混合单体:4
‑
烯丙基
‑3‑
羟基
‑5‑
甲氧基苯甲酸和1
‑
三乙基硅氧基
‑
1,3
‑
丁二烯在pvc分子链上发生接枝反应;
[0040]
s5、在第三进料口中以0.72kg/h进料速率,加入成核剂双(对甲基亚苯基)山梨糖醇;
[0041]
s6、最后挤出产品的为pvc制品。
[0042]
s7、将挤出制备的材料制成测试样品备用。
[0043]
双螺杆挤出机各区段工艺温度如下:
[0044]
第一区段:90℃~100℃,第二区段:110℃~120℃,第三区段:130℃~140℃,第四区段:140℃~150℃,第五区段:150℃~160℃,第六区段:160℃~170℃,第七区段:170℃~180℃,第八区段:180℃~190℃,第九区段:160℃~170℃,第十区段:150℃~160℃,第十一区段:140℃~150℃,第十二区段:130℃~140℃。
[0045]
实施例2
[0046]
一种接枝反应挤出生产高耐磨性pvc制品,由如下组份制成:pvc(sg
‑
3)50份、pvc(sg
‑
5)50份、dop 28份、钙锌复合稳定剂4.0份、硬脂酸钡1.6份、碳酸钙50份、石蜡0.3份、2,5
‑
二甲基
‑
2,5
‑
双(叔丁基过氧基)已烷0.35份、1
‑
三乙基硅氧基
‑
1,3
‑
丁二烯2.8份、4
‑
烯丙基
‑3‑
羟基
‑5‑
甲氧基苯甲酸4份和双(对甲基亚苯基)山梨糖醇2.0份。
[0047]
其制备方法包括如下操作步骤:
[0048]
s1、将pvc、钙锌复合稳定剂、硬脂酸钡、石蜡加入高速混合机中搅拌;
[0049]
s2、向高速混合机中加入dop搅拌,加入碳酸钙搅拌,得到pvc混合料;
[0050]
s3、将步骤s2中得到的pvc混合料到在长径比l/d=48的双螺杆挤出机上挤出;其中,双螺杆挤出机包括十二个区段,第一区段中设置有第一进料口,第五区段中设置有第二进料口,第七区段中设置有第三进料口;pvc混合料由第一进料口进入;
[0051]
s4、将引发剂:2,5
‑
二甲基
‑
2,5
‑
双(叔丁基过氧基)已烷和混合反应单体:1
‑
三乙基硅氧基
‑
1,3
‑
丁二烯和4
‑
烯丙基
‑3‑
羟基
‑5‑
甲氧基苯甲酸按配方比例共混后加入所述第二进料口中。在此步骤中,在引发剂的作用下,混合单体:4
‑
烯丙基
‑3‑
羟基
‑5‑
甲氧基苯甲酸和1
‑
三乙基硅氧基
‑
1,3
‑
丁二烯在pvc分子链上发生接枝反应;
[0052]
s5、在第三进料口中以0.72kg/h进料速率,加入成核剂双(对甲基亚苯基)山梨糖醇;
[0053]
s6、最后挤出产品的为pvc制品。
[0054]
s7、将挤出制备的材料制成测试样品备用。
[0055]
双螺杆挤出机各区段工艺温度如下:
[0056]
第一区段:90℃~100℃,第二区段:110℃~120℃,第三区段:130℃~140℃,第四区段:140℃~150℃,第五区段:150℃~160℃,第六区段:160℃~170℃,第七区段:170℃~180℃,第八区段:180℃~190℃,第九区段:160℃~170℃,第十区段:150℃~160℃,第十一区段:140℃~150℃,第十二区段:130℃~140℃。
[0057]
实施例3
[0058]
一种接枝反应挤出生产高耐磨性pvc制品,由如下组份制成:pvc(sg
‑
3)50份、pvc(sg
‑
5)50份、dop 28份、钙锌复合稳定剂4.0份、硬脂酸钡1.6份、碳酸钙50份、石蜡0.3份、2,5
‑
二甲基
‑
2,5
‑
双(叔丁基过氧基)已烷0.35份、1
‑
三乙基硅氧基
‑
1,3
‑
丁二烯3.0份、4
‑
烯丙基
‑3‑
羟基
‑5‑
甲氧基苯甲酸5份和双(对甲基亚苯基)山梨糖醇2.0份。
[0059]
其制备方法包括如下操作步骤:
[0060]
s1、将pvc、钙锌复合稳定剂、硬脂酸钡、石蜡加入高速混合机中搅拌;
[0061]
s2、向高速混合机中加入dop搅拌,加入碳酸钙搅拌,得到pvc混合料;
[0062]
s3、将步骤s2中得到的pvc混合料到在长径比l/d=48的双螺杆挤出机上挤出;其
中,双螺杆挤出机包括十二个区段,第一区段中设置有第一进料口,第五区段中设置有第二进料口,第七区段中设置有第三进料口;pvc混合料由第一进料口进入;
[0063]
s4、将引发剂:2,5
‑
二甲基
‑
2,5
‑
双(叔丁基过氧基)已烷和混合反应单体:1
‑
三乙基硅氧基
‑
1,3
‑
丁二烯和4
‑
烯丙基
‑3‑
羟基
‑5‑
甲氧基苯甲酸按配方比例共混后加入所述第二进料口中。在此步骤中,在引发剂的作用下,混合单体:4
‑
烯丙基
‑3‑
羟基
‑5‑
甲氧基苯甲酸和1
‑
三乙基硅氧基
‑
1,3
‑
丁二烯在pvc分子链上发生接枝反应;
[0064]
s5、在第三进料口中以0.72kg/h进料速率,加入成核剂双(对甲基亚苯基)山梨糖醇;
[0065]
s6、最后挤出产品的为pvc制品。
[0066]
s7、将挤出制备的材料制成测试样品备用。
[0067]
双螺杆挤出机各区段工艺温度如下:
[0068]
第一区段:90℃~100℃,第二区段:110℃~120℃,第三区段:130℃~140℃,第四区段:140℃~150℃,第五区段:150℃~160℃,第六区段:160℃~170℃,第七区段:170℃~180℃,第八区段:180℃~190℃,第九区段:160℃~170℃,第十区段:150℃~160℃,第十一区段:140℃~150℃,第十二区段:130℃~140℃。
[0069]
对比实施例1
[0070]
备注:(pvc共混材料中不添加其它的改性材料)
[0071]
pvc材料由如下组分制成:pvc(sg
‑
3)50份、pvc(sg
‑
5)50份,dop 28份,钙锌复合稳定剂4.0份,硬脂酸钡1.6份,碳酸钙50份,石蜡0.3份
[0072]
其制备方法如下:
[0073]
s1、将上述材料按配方比例依次加入到高速混合机中搅拌3分钟,然后加入dop搅拌4分钟,再加入碳酸钙搅拌3分钟混合均匀出料,得到pvc混合料;
[0074]
s2、将上述pvc混合料以75kg/h的加料速率加入到双螺杆挤出机中挤出。
[0075]
其中,双螺杆挤出机的长径比为l/d=48,转速为120r/min,分为十二个区段,进料口设置在第一区段,其工艺温度如下:第一区段:90℃~100℃,第二区段:110℃~120℃,第三区段:130℃~140℃,第四区段:140℃~150℃,第五区段:150℃~160℃,第六区段:160℃~170℃,第七区段:170℃~180℃,第八区段:180℃~190℃,第九区段:160℃~170℃,第十区段:150℃~160℃,第十一区段:140℃~150℃,第十二区段:130℃~140℃。
[0076]
s3、将挤出制备的材料制成测试样品备用。
[0077]
对比实施例2
[0078]
备注:(在pvc混合物中,采用常规方式,通过物理共混的方式,添加能增强pvc材料的耐磨性能的添加剂:聚四氟乙烯微粉和聚硅氧烷(t
‑
85耐磨剂)。
[0079]
pvc制品由如下组分制成:pvc(sg
‑
3)50份、pvc(sg
‑
5)50份,dop 28份,钙锌复合稳定剂4.0份,硬脂酸钡1.6份,碳酸钙50份,石蜡0.3份,聚四氟乙烯微粉8份和聚硅氧烷(t
‑
85耐磨剂)2.5份。
[0080]
其制备方法如下:
[0081]
s1、将上述材料按配方比例加入到高速混合机中搅拌3分钟,然后加入dop搅拌4分钟,再加入碳酸钙搅拌3分钟,最后加入聚硅氧烷(t
‑
85耐磨剂)和聚四氟乙烯微粉混合均匀出料,得到pvc混合料;
[0082]
s2、将上述pvc混合料以75kg/h的加料速率加入到双螺杆挤出机中挤出。其中,双螺杆挤出机的长径比为l/d=48,转速为120r/min,分为十二个区段,进料口设置在第一区段,其工艺温度如下:第一区段:90℃~100℃,第二区段:110℃~120℃,第三区段:130℃~140℃,第四区段:140℃~150℃,第五区段:150℃~160℃,第六区段:160℃~170℃,第七区段:170℃~180℃,第八区段:180℃~190℃,第九区段:160℃~170℃,第十区段:150℃~160℃,第十一区段:140℃~150℃,第十二区段:130℃~140℃。
[0083]
s3、将挤出制备的材料制成测试样品备用。
[0084]
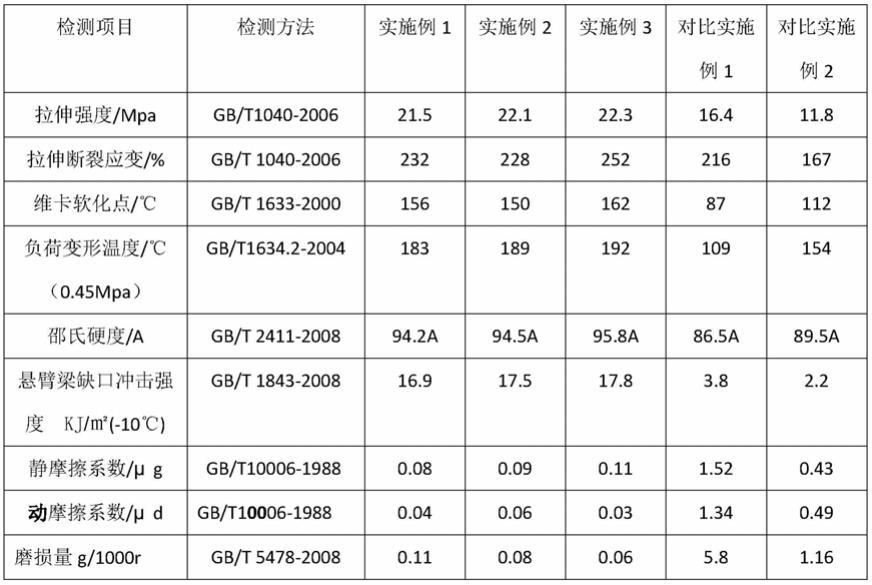
对实施例1、实施例2、实施例3和对比实施例1、对比实施例2进行性能测试,结果如下表。
[0085]
表1.性能测试结果
[0086][0087]
从实施例1、实施例2、实施例3和对比实施例1、对比实施例2的检测数据可以看出,用本发明接枝反应挤出生产高耐磨性pvc制品其力学性能性能指标较对比实例1和对比实例2的材料性能指标高。用本发明接枝反应挤出生产高耐磨性pvc制品,从其静摩擦系数和动摩擦系数的测试值,显示其具有较好的耐刮擦性。用本发明接枝反应挤出生产高耐磨性pvc制品,强度高、硬度高、其磨损量性能指标小,显示其具有高耐磨性的特性。
[0088]
从实施例1、2、3、4、5的检测数据可以看到用本发明接枝反应挤出生产高耐磨性pvc制品,不仅具有较好的力学性能,而且具有耐刮擦性、高耐磨性。
[0089]
以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例展示如上,但并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1