一种核壳结构TiO2及其制备方法和组合物与流程
一种核壳结构tio2及其制备方法和组合物
技术领域
1.本发明属于高分子材料领域,具体涉及一种核壳结构tio2及其制备方法和组合物。
背景技术:
2.纳米二氧化钛(tio2)具有很高的化学稳定性,热稳定性,将其加入至热塑性塑料中,能很好地提高热塑性塑料的物理性能。但是在一些高端科技领域,仅仅用tio2来改性热塑性塑料很难达到材料的要求。
3.有鉴于此,本发明合成了一种自制的核壳结构tio2来改性热塑性塑料,它比用纳米tio2直接改性热塑性塑料的物理性能要好,相关文献并未见于报道,这大大扩展了热塑性塑料的应用领域,具有非常现实的意义。
技术实现要素:
4.本发明的目的在于提供一种核壳结构tio2及其制备方法和组合物,以解决上述背景技术中提出的问题,提高改性热塑性塑料的强度以及抗冲击性。
5.为实现上述目的,本发明提供如下技术方案:
6.本发明第一个方面公开了一种核壳结构tio2的制备方法,包括以下步骤:
7.s1:称取丙酮、纳米tio2、钛酸酯偶联剂后混合均匀,在60-80℃恒温条件下反应4-6h,过滤干燥得产物ac211-g-tio2;
8.s2:称取步骤s1中的ac211-g-tio2、十二烷基苯磺酸钠、丙烯酸丁酯、过硫酸钠混合均匀,在70-90℃恒温条件下反应10-16h,过滤干燥得产物核壳结构tio2。其中,十二烷基苯磺酸钠作为阴离子型表面活性剂,过硫酸钠作为聚合助剂。
9.进一步的:所述步骤s1中的丙酮、纳米tio2、钛酸酯偶联剂的质量比为(200-240): (30-40):(6-10)。
10.进一步的:所述的步骤s2中的ac211-g-tio2、十二烷基苯磺酸钠、丙烯酸丁酯、过硫酸钠的质量比为(50-60):(0.1-0.3):(30-40):(0.2-0.4)。
11.进一步的:所述钛酸酯偶联剂为三硬脂酸钛酸异丙酯。
12.本发明第二个方面公开了一种核壳结构tio2,其采用如上述所述的制备方法制得。
13.本发明第三个方面公开了一种组合物,其由上述核壳结构tio2和热塑性塑料组成。
14.进一步的:所述热塑性塑料为聚丙烯、聚对苯二甲酸丁二醇酯、聚乙烯、聚酰胺6、苯乙烯中的一种。
15.进一步的,所述组合物中核壳结构tio2与热塑性塑料的质量比为2:8。
16.进一步的,所述组合物的制备方法包括以下步骤:
17.按质量比称取核壳结构tio2、热塑性塑料经高混机搅拌10-15min,得到混合均匀
tio2。
41.(2)称取500gac211-g-tio2、1g十二烷基苯磺酸钠、300g丙烯酸丁酯、2g过硫酸钠,混合均匀后装入到反应器皿中,于70℃恒温反应10h,过滤干燥得产物核壳结构tio2, 记为p1。
42.应用例1
43.称取20份p1加入到80份的pp中,经高混机搅拌10min,接着加入双螺杆挤出机中进行共混挤出,得到pp复合材料x1。
44.其中,双螺杆挤出机包括顺次排布的六个温度区,第一温度区的温度为170℃,第二温度区的温度为220℃,第三温度区的温度为230℃,第四温度区的温度为240℃,第五温度区的温度为240℃,第六温度区的温度为240℃,双螺杆挤出机的机头温度为230℃,螺杆转速为220r/min。
45.对比例1
46.称取20份纳米tio2加入到80份的pp中,经高混机搅拌10min,接着加入双螺杆挤出机中进行共混挤出,得到纳米tio2/pp复合材料d1。
47.其中,双螺杆挤出机包括顺次排布的六个温度区,第一温度区的温度为170℃,第二温度区的温度为220℃,第三温度区的温度为230℃,第四温度区的温度为240℃,第五温度区的温度为240℃,第六温度区的温度为240℃,双螺杆挤出机的机头温度为230℃,螺杆转速为220r/min。
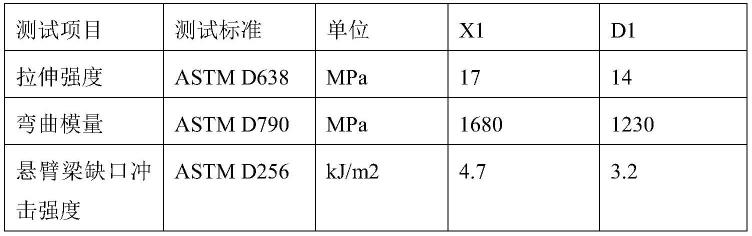
48.将上述应用例1及对比例1制备的pp复合材料用注塑机制成样条,其产品性能数据如表1所示:
49.表1
[0050][0051]
由表1可以看出,x1的拉伸强度、弯曲强度、悬臂梁冲击强度要比d1的要大,这说明加入核壳结构tio2改性pp比单纯加入纳米tio2的物理性能更好。
[0052]
实施例2
[0053]
(1)称取2.4kg丙酮、400g纳米tio2、100g的ac211混合均匀后装入到反应器皿中,于80℃恒温反应6h,过滤干燥得产物ac211-g-tio2。
[0054]
(2)称取600gac211-g-tio2、3g十二烷基苯磺酸钠、400g丙烯酸丁酯、4g过硫酸钠,混合均匀后装入到反应器皿中,于90℃恒温反应16h,过滤干燥得产物核壳结构tio2,记为p2。
[0055]
应用例2
[0056]
称取20份p2加入到80份的pbt中,经高混机搅拌10min,接着加入双螺杆挤出机中进行共混挤出,得到pbt复合材料x2。
[0057]
其中,双螺杆挤出机包括顺次排布的六个温度区,第一温度区的温度为200℃,第二温度区的温度为260℃,第三温度区的温度为260℃,第四温度区的温度为260℃,第五温度区的温度为260℃,第六温度区的温度为260℃,双螺杆挤出机的机头温度为260℃,螺杆转速为300r/min。
[0058]
对比例2
[0059]
称取20份纳米tio2加入到80份pbt中,经高混机搅拌10min,接着加入双螺杆挤出机中进行共混挤出,得到纳米tio2/pbt复合材料d2。
[0060]
其中,双螺杆挤出机包括顺次排布的六个温度区,第一温度区的温度为200℃,第二温度区的温度为260℃,第三温度区的温度为260℃,第四温度区的温度为260℃,第五温度区的温度为260℃,第六温度区的温度为260℃,双螺杆挤出机的机头温度为260℃,螺杆转速为300r/min。
[0061]
将上述应用例2及对比例2制备的pbt复合材料用注塑机制成样条,其产品性能数据如表2所示:
[0062]
表2
[0063][0064]
由表2可以看出,x2的拉伸强度、弯曲强度、悬臂梁冲击强度要比d2的要大,这说明加入核壳结构tio2改性pbt比单纯加入纳米tio2的物理性能更好。
[0065]
实施例3
[0066]
(1)称取2.2kg丙酮、350g纳米tio2、80g的ac211混合均匀后装入到反应器皿中,于70℃恒温反应5h,过滤干燥得产物ac211-g-tio2。
[0067]
(2)称取550gac211-g-tio2、2g十二烷基苯磺酸钠、350g丙烯酸丁酯、3g过硫酸钠,混合均匀后装入到反应器皿中,于80℃恒温反应13h,过滤干燥得产物核壳结构tio2,记为p3。
[0068]
应用例3
[0069]
称取20份p3加入到80份的pe中,经高混机搅拌10min,接着加入双螺杆挤出机中进行共混挤出,得到pe复合材料x3。
[0070]
其中,双螺杆挤出机包括顺次排布的六个温度区,第一温度区的温度为120℃,第二温度区的温度为180℃,第三温度区的温度为180℃,第四温度区的温度为180℃,第五温度区的温度为180℃,第六温度区的温度为180℃,双螺杆挤出机的机头温度为180℃,螺杆转速为300r/min。
[0071]
对比例3
[0072]
取20份纳米tio2加入到80份pe中,经高混机搅拌10min,接着加入双螺杆挤出机中进行共混挤出,得到纳米tio2/pe复合材料d3。
[0073]
其中,双螺杆挤出机包括顺次排布的六个温度区,第一温度区的温度为120℃,第二温度区的温度为180℃,第三温度区的温度为180℃,第四温度区的温度为180℃,第五温度区的温度为180℃,第六温度区的温度为180℃,双螺杆挤出机的机头温度为180℃,螺杆转速为300r/min。
[0074]
将上述应用例3及对比例3制备的pe复合材料用注塑机制成样条,其产品性能数据如表3所示:
[0075]
表3
[0076][0077]
由表3可以看出,x3的拉伸强度、弯曲强度、悬臂梁冲击强度要比d3的要大,这说明加入核壳结构tio2改性pe比单纯加入纳米tio2的物理性能更好。
[0078]
实施例4
[0079]
(1)称取2.3kg丙酮、380g纳米tio2、90g的ac211混合均匀后装入到反应器皿中,于65℃恒温反应4h,过滤干燥得产物ac211-g-tio2。
[0080]
(2)称取580gac211-g-tio2、2g十二烷基苯磺酸钠、360g丙烯酸丁酯、4g过硫酸钠,混合均匀后装入到反应器皿中,于75℃恒温反应14h,过滤干燥得产物核壳结构tio2,记为p4。
[0081]
应用例4
[0082]
称取20份p3加入到80份的pa6中,经高混机搅拌10min,接着加入双螺杆挤出机中进行共混挤出,得到pa6复合材料x4。
[0083]
其中,双螺杆挤出机包括顺次排布的六个温度区,第一温度区的温度为130℃,第二温度区的温度为260℃,第三温度区的温度为260℃,第四温度区的温度为260℃,第五温度区的温度为260℃,第六温度区的温度为260℃,双螺杆挤出机的机头温度为250℃,螺杆转速为320r/min。
[0084]
对比例4
[0085]
称取20份纳米tio2加入到80份pa6中,经高混机搅拌10min,接着加入双螺杆挤出机中进行共混挤出,得到纳米tio2/pa6复合材料d4。
[0086]
其中,双螺杆挤出机包括顺次排布的六个温度区,第一温度区的温度为130℃,第二温度区的温度为260℃,第三温度区的温度为260℃,第四温度区的温度为260℃,第五温度区的温度为260℃,第六温度区的温度为260℃,双螺杆挤出机的机头温度为250℃,螺杆转速为320r/min。
[0087]
将上述应用例4及对比例4制备的pa6复合材料用注塑机制成样条,其产品性能数据如表4所示:
[0088]
表4
[0089][0090]
由表4可以看出,x4的拉伸强度、弯曲强度、悬臂梁冲击强度要比d4的要大,这说明加入核壳结构tio2改性pa6比单纯加入纳米tio2的物理性能更好。
[0091]
实施例5
[0092]
(1)称取2.4kg丙酮、330g纳米tio2、70g的ac211混合均匀后装入到反应器皿中,于65℃恒温反应6h,过滤干燥得产物ac211-g-tio2。
[0093]
(2)称取570gac211-g-tio2、1g十二烷基苯磺酸钠、390g丙烯酸丁酯、4g过硫酸钠,混合均匀后装入到反应器皿中,于75℃恒温反应14h,过滤干燥得产物核壳结构tio2,记为p5。
[0094]
应用例5
[0095]
称取20份p5加入到80份的ps中,经高混机搅拌10min,接着加入双螺杆挤出机中进行共混挤出,得到ps复合材料x5。
[0096]
其中,双螺杆挤出机包括顺次排布的六个温度区,第一温度区的温度为160℃,第二温度区的温度为200℃,第三温度区的温度为200℃,第四温度区的温度为200℃,第五温度区的温度为200℃,第六温度区的温度为200℃,双螺杆挤出机的机头温度为200℃,螺杆转速为280r/min。
[0097]
对比例5
[0098]
称取20份纳米tio2加入到80份ps中,经高混机搅拌10min,接着加入双螺杆挤出机中进行共混挤出,得到纳米tio2/ps复合材料d5。
[0099]
其中,双螺杆挤出机包括顺次排布的六个温度区,第一温度区的温度为160℃,第二温度区的温度为200℃,第三温度区的温度为200℃,第四温度区的温度为200℃,第五温度区的温度为200℃,第六温度区的温度为200℃,双螺杆挤出机的机头温度为200℃,螺杆转速为280r/min。
[0100]
将上述应用例5及对比例5制备的ps复合材料用注塑机制成样条,其产品性能数据如表5所示:
[0101]
表5
[0102][0103]
由表5可以看出,x5的拉伸强度、弯曲强度、悬臂梁冲击强度要比d5的要大,这说明
加入核壳结构tio2改性ps比单纯加入纳米tio2的物理性能更好。
[0104]
从以上几个表可以看出,在pp、pbt、pe、pa6、ps这几种热塑性塑料改性中,本发明制备的核壳结构tio2均能较好地提升材料的物理性能,提高热塑性塑料的强度以及抗冲击性。
[0105]
虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
[0106]
故以上所述仅为本技术的较佳实施例,并非用来限定本技术的实施范围;即凡依本技术的权利要求范围所做的各种等同变换,均为本技术权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1