一种高花青素含量和风味增强型全发酵型黑米酒酿造方法
1.本发明属于黑米酒加工技术领域,具体而言,以黑米和黑米稻苗粉为原辅料,通过微生物发酵得到一种富含花青素且风味增强型的黑米酒酿造方法。
背景技术:
2.黑米是一种富含人体所需8种必需氨基酸及花青素的有色米种,具有滋阴补肾、健脾暖肝、补益脾胃、益气活血等疗效。利用黑米酿造成黑米酒,可充分发挥其营养价值。黑米中多种氨基酸、微量元素和花青素等营养成分会随着酿造过程的进行而充分释放到酒体中,提高了酒的保健功效。特别是黑米中富含的花青素具有较强的清除自由基和抗氧化能力,这不仅能赋予黑米酒很好的生理功效,还赋予酒体诱人的紫红色泽,同时还能影响酿造过程中微生物菌群结构,促进酒体形成醇厚浓郁的风味。然而,98%的花青素都存在于黑米种皮中,而传统工艺由于浸泡等工序造成大量花青素流失或降解,从而导致成品酒中花青素含量较少。基于此问题,本发明人前期通过大量的试验研发一种富含花青素黑米酒的酿造方法——通过碾米工序将黑米碾磨成黑精米和黑米糠皮,再将其分批发酵制得富含花青素的黑米酒。
3.目前,市面上黑米通常以辅料添加到黄酒发酵中,如cn109576115a公开了一种黑酒的酿造工艺,其是将籽蒜和黑枸杞与高粱分开发酵,再混合蒸馏得到黑酒,该工艺发酵时间约4个月,加工时间过长。cn107502505a公开一种养生黄酒及其制备方法,该黄酒以大米为主料,以红枣、枸杞、黄精、黑米和山药为辅料经发酵制成。cn106281855a公开了一种保健型黄酒的酿造方法,配方包括黑米、黑豆、黄豆、黑芝麻、燕麦。cn110396461a属于制酒技术领域,提出了一种黑粮酒及其酿造方法。本发明提出的一种黑粮酒,由以下重量份的组分组成:高粱30~50份,黑糯米5~10份,黑米5~10份,黑玉米3~8份,黑小麦1~5份,黑枣0.5~3份,黑芝麻0.5~3份,西瓜皮0.5~2份,红豆3~8份,杨梅1~5份,酸角0.1~1份。cn109370827a本发明属于酿酒领域,具体涉及一种荞麦黑谷保健米酒及其制备方法。荞麦黑谷保健米酒由以下重量份的原料发酵而成:苦荞麦900~1100份、黑米200~400份、黑豆200~400份、黑芝麻50~100份、酒曲6~10份。另外,文献中也有一些以黑米为原料进行黑米酒酿造,如cn109207305a公开了一种风味黑米酒的酿造方法,其步骤包括精选优质黑米为主要原料,按比例添加去壳黑苦荞、黑小米为辅料。cn105482971a公开了一种黑米酒的酿制方法,采用蒸馏酒浸泡黑米得到富含黑米色素的滤清液,再将黑米经生物发酵得到半成品,最后与滤清液勾兑得到黑米酒。
4.以上技术均存在以下不足之处:
5.(1)黑米作为辅料:由于原辅料成分复杂,易导致发酵不稳定而降低成品酒品质,同时也会增加控制原辅料稳定性的成本,存在难以大规模生产等问题。黑米以辅料形式添加未充分有效利用其营养成分和独特风味物质,导致资源浪费。
6.(2)黑米作为原料:cn109207305a虽然以黑米为原料发酵制得一种风味黑米酒,但未突出其黑米健康功效,特别是丰富的花青素功能性因子。cn105482971a虽然提高了成品
酒中花青素含量,但花青素未参与发酵过程,导致风味上缺乏独特性和醇厚感。
7.由此可见,目前市面上急缺一种能显著突出黑米酒健康功效(富含花青素)且风味突出的产品。
技术实现要素:
8.针对现有技术存在的缺陷和不足,本发明的目的在于提供一种制作工艺完善且操作简单,同时富含花青素的全发酵型黑米酒酿造方法,利用该方法酿造的黑米酒具有类干红葡萄酒色泽、口感醇厚、风味突出的优点。
9.为了实现上述技术目的,本发明人在原有酿造工艺上从两个方面进一步提高黑米酒品质——提高花青素含量和丰富其风味。发明人经过长期试验研究发现黑米再生稻苗是一种很好的辅料资源,黑米再生稻是通过一定的栽培管理措施,从第一季作物收割后残茬的再生分蘖上获得的第二季作物,转录因子通过调节结构基因的时空表达进而调控黑米再生稻苗花青素的生物合成。稻苗叶片及叶鞘呈紫色性状,富含花青素,其量可高达1200mg/kg,再生稻苗具有生育期短、资源利用效率高和环境友好等优点。将其叶片和叶鞘冷冻干燥后磨成粉即为稻苗粉,其具有清香抹茶香味。将稻苗粉以辅料添加到黑米酒发酵中,其一增加花青素来源,其二丰富黑米酒风味,符合绿色可持续发展和生物资源利用价值最大化的理念,也能促进黑米酒产品多元化发展。
10.基于以上探索和研究,本发明人采用一种绿色环保的酿造方法,将冷藏或冷冻处理黑米经适度碾磨成黑精米经浸泡和蒸制后进行微生物发酵,并在酒精发酵阶段同时添加蒸煮处理的黑米糠皮与热风烘焙处理的黑米稻苗粉,酿造出一种类干红葡萄酒色泽、口感醇厚、清新风味的黑米发酵酒。
11.具体地,本发明采用的技术方案包括:一种高花青素含量和风味增强型全发酵型黑米酒酿造方法,该方法包括如下步骤:
12.(1)碾磨去皮:经冷藏或冷冻处理的优质黑米筛霉除杂后,立即使用精米机进行碾磨去皮,得到去皮黑精米和黑米糠皮;
13.(2)原料预处理:将步骤(1)得到的黑精米和黑米糠皮分离,并以所述黑精米和黑米糠皮作为初始原料,所述原料中黑精米和黑米糠皮的用量比为1:(0.05
‑
0.3),进一步优选的用量比为1:(0.08
‑
0.13);
14.(3)原料糊化:将所述黑精米清洗浸泡后,高温蒸煮糊化,要求蒸煮后去皮黑米吸水饱满、有涨裂、内无生心且柔熟不腻;
15.(4)拌曲糖化阶段:将高温蒸煮糊化后的黑精米摊凉散热,加入黄酒曲和凉开水混匀后落缸,并搭好酒窝,保持半密封状态,在28
‑
30℃糖化40
‑
72h;
16.(5)酒精发酵阶段:糖化后,加入高温蒸汽处理后的黑米糠皮,添加所述初始原料总质量2~4%的黑米稻苗粉,并加入活化的安琪黄酒酵母及清水,在28℃恒温培养箱中进行半密封状态发酵96
‑
130h,期间搅拌开耙2
‑
3次;
17.(6)压滤离心:酒精发酵结束后压滤取酒,酒槽倒入纱网过滤,离心取上清液,并用吸油纸进行二次过滤,装瓶待煎酒;
18.(7)煎酒储存:加热灭菌沸水浴,沸水浴至酒体温度达到85℃,立即停止加热,并进行密封处理,在阴凉处避光陈酿。
19.进一步优选地,如上所述一种高花青素含量和风味增强型全发酵型黑米酒酿造方法,其步骤(1)中黑米冷藏参数:在4℃下冷藏一周或
‑
18℃下冷冻3天,其目的是为了降低黑米中脂肪氧化酶的活性,从而降低碾米去皮过程中黑米中脂肪接触氧气被脂肪氧化酶氧化后酸败,进而带入酒醪中影响品质;所述精米机进行碾磨去皮的具体参数为:120g黑米碾磨13s。
20.进一步优选地,如上所述一种高花青素含量和风味增强型全发酵型黑米酒酿造方法,其步骤(3)中将去皮黑精米清洗后,于24
‑
26℃温度下的清水中浸泡20
‑
30h;(进一步优选为25℃温度下浸泡22
‑
26h);黑精米清洗浸泡后蒸煮糊化的参数为:蒸饭温度100
‑
102℃,上汽后蒸煮55
‑
65min,期间间隔20
‑
30min并泼洒相当于去皮黑精米总质量10
‑
15%的清水。
21.进一步优选地,如上所述一种高花青素含量和风味增强型全发酵型黑米酒酿造方法,其步骤(4)中将高温蒸煮糊化后的去皮黑精米摊凉散热至27
‑
30℃,加入所述初始原料总质量1.5
‑
3%的黄酒曲,再加入初始原料总质量15
‑
25%的凉开水,28
‑
30℃保温糖化40
‑
56h(优选30℃保温糖化48h)。
22.进一步优选地,如上所述一种高花青素含量和风味增强型全发酵型黑米酒酿造方法,其步骤(5)中加入的黑米糠皮是将步骤(2)分离的黑米糠皮通入热蒸汽,密闭环境下蒸制40
‑
70min而得。高温蒸汽处理是向米糠中通入热蒸汽,密闭环境下使米糠含水量增加,水作为传热介质,水分越高,米糠中酶的耐热性也越差。利用高温蒸汽对米糠进行稳定化处理,加热时间短且更均匀,钝化效果好;同时起到杀菌功效。
23.进一步优选地,如上所述一种高花青素含量和风味增强型全发酵型黑米酒酿造方法,其步骤(5)中所述的黑米稻苗粉是将黑米再生稻的稻苗粉碎后进行热风烘焙处理,烘焙的技术参数为:烘干温度为60~70℃,烘干时间4~5h。热风烘焙过程中黑米稻苗粉暴露于热空气中,热量从表面传递至内部的过程会影响稻苗粉的品质,多糖类物质和部分蛋白质在热的作用下产生热裂解,同时发生非酶促褐变,产生吡嗪、吡喃及喹啉类化合物,使得香气比例协调,以此赋予成品黑米酒特殊香气;同时热风烘焙具有杀菌作用,降低了黑米稻苗粉携带的微生物对黑米酒酿造过程的影响。
24.进一步优选地,如上所述一种高花青素含量和风味增强型全发酵型黑米酒酿造方法,其步骤(5)中所述的安琪黄酒酵母按照如下技术参数活化:以初始原料的总质量为基准,酵母用量为0.1%(w/w),无水葡萄糖为0.02%(w/w),酵母活化用水量为酵母用量的15倍(w/w),36℃活化20min。
25.进一步优选地,如上所述一种高花青素含量和风味增强型全发酵型黑米酒酿造方法,其步骤(5)中按照初始原料:总用水量=1:1.8的质量比计算出总用水量,再减去蒸煮后米饭吸水量和拌曲所用水,得到最终所加清水的质量,保证加入酒醪的清水温控制在27
‑
35℃。
26.进一步优选地,如上所述一种高花青素含量和风味增强型全发酵型黑米酒酿造方法,其步骤(6)中后发酵结束,利用200目纱网将发酵醪压榨过滤取酒,8000r/min离心20min,取上清液,并用吸油纸进行二次过滤,并装至满瓶。
27.与现有技术相比,本发明涉及的黑米酒酿造方法具有如下优点和显著进步性:
28.(1)本发明以黑米和黑米稻苗粉为原辅料,使黑米水稻资源得到充分利用,符合食品回归自然、回归天然的潮流模式。
29.(2)黑米原料经冷藏或冷冻处理处理后能有效降低酒体油脂含量,降低酸败风险。
30.(3)黑米稻苗粉具有独特清香气味,且经热风烘焙处理后,其香气得到进一步释放,将其添加到黑米酒酿造中丰富了酒体风味,其口感更加饱满舒适,相较于传统工艺酿造的黑米酒有了极大改善,且色泽似干红葡萄酒,醇厚甘美,不仅具有黑米酒典型香气,还具有黑米稻苗粉的独特浓郁清香。
31.(4)由于黑米稻苗粉中富含花青素,本发明进一步提高成品酒中花青素含量。碾磨黑米既提高了黑米糖化效率,避免了浸泡所导致损失的花青素,通过加入黑米糠皮参与发酵过程,有效促进了花青素的溶出,同时稻苗粉中花青素的不断溶出进一步提高了酒体的花青素含量。并有研究表明高花青素含量的酒醪有利于微生物生成更多的香气物质如乙酸乙酯等,使其酒体更加醇厚柔和。同时省去了浸提浓缩步骤的繁琐,改善了黑米酒的品质,为生产优良品质的黑米酒提供了切实可行的路径,发酵5天的黑米酒的花青素含量可达到115.03mg/l。
32.(5)黑米糠皮经蒸汽加热处理后能起到杀菌作用,降低由于原料自身携带微生物而导致酒体染菌问题;同时蒸汽加热处理还能有效促进风味物质的形成,从而增加酒体香气的丰富度。
33.(6)本发明所需的原辅料均有杀菌工序,降低杂菌污染,提高发酵的稳定性。其工艺流程也较为简单,同时缩短了发酵时长,有利于工厂实现机械化自动化,大大减少了人力、机械、原料所需的费用。
附图说明
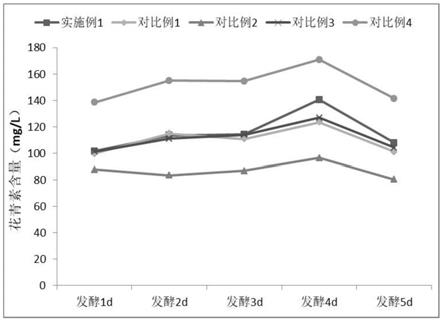
34.图1为黑米酒发酵过程中花青素含量变化曲线;
35.图2为黑米酒发酵过程中还原糖含量变化曲线;
36.图3为黑米酒发酵过程中总酸含量变化曲线;
37.图4为黑米酒发酵过程中酒精度变化曲线;
38.图5为实施例1(左)和对比例1(右)成品酒外观照片;
39.图6为实施例1成品酒的可挥发性香气成分检测的gc
‑
ms总离子图;
40.图7为对比例2成品酒的可挥发性香气成分检测的gc
‑
ms总离子图;
41.图8为对比例3成品酒的可挥发性香气成分检测的gc
‑
ms总离子图;
42.图9为对比例4成品酒的可挥发性香气成分检测的gc
‑
ms总离子图。
具体实施方式
43.本发明以黑米及黑米稻苗粉为原辅料,通过微生物发酵制得富含花青素且风味增强型的黑米酒酿造方法,以此使黑米水稻资源得到充分利用。以下是本发明一种高花青素含量和风味增强型全发酵型黑米酒酿造方法的具体实施例,对本发明的技术方案和技术效果做进一步描述,但是本发明的保护范围并不限于这些实施例。凡是不背离本发明构思的改变或等同替代均在本发明的保护范围之内。
44.实施例1
45.1、原料处理、清洗浸泡、蒸煮糊化
46.1.1、经4℃下冷藏处理一周(也可以是
‑
18℃冷冻处理3天)的黑米经过除去粉尘渣
滓、色选等预处理,并保持颗粒完整,黑米碾磨具体参数为,每120g黑米碾磨13s,黑米碾磨度为13%,通过40目筛网和风力分离筛选得到只含种皮的黑米糠皮;去皮黑精米重量为1000g,所使用的黑米糠皮重量为100g。将黑米稻苗用清水洗净后进行真空冷冻干燥,在将其用万能粉碎机粉碎后过40目筛网,待用。
47.1.2、称取1000g去皮黑精米,置于食用不锈钢盆中,用20
‑
25℃左右的清水冲洗一遍并沥干,放置于25℃恒温培养箱中浸泡24h,浸泡结束后用清水快速捞洗准备蒸米备用。
48.1.3、将浸泡好的去皮黑精米装入蒸煮袋中放在蒸锅中,开启电磁炉,工作功率调为2100w,锅顶上汽后计时蒸煮60min,上汽后蒸煮60min,其中间隔30min需泼洒100ml的清水;蒸饭要求去皮黑米粒吸水充分、有涨裂、内无生心、柔熟不腻。
49.2、拌曲糖化、入发酵罐
50.2.1、将蒸制后的黑精米饭放置不锈钢盘上摊凉,并用电风扇加速冷却,使黑精米中心温度下降至27
‑
30℃。
51.2.2、按照原料:黄酒曲=(1kg:20g)的比例加入安琪黄酒曲an01(生产厂家为安琪酵母股份有限公司,规格1000g)。将安琪黄酒曲an01加入150
‑
300ml 30℃左右的凉开水,在无菌清洁的状态下不断搅动,使酒窝搭建完毕后中心温度能够接近28℃,将发酵罐保持半密封状态,30℃恒温培养箱中保温糖化48h。
52.3、酒精发酵阶段
53.3.1、黑米糠皮处理:称取100g黑米糠皮和180g清水于不锈钢盆搅拌均匀,放在蒸锅中蒸制60min,冷却待用。
54.3.2、黑米稻苗粉预处理:对30g稻苗粉进行热风烘焙处理,烘干温度为60℃,烘干时间为4h,冷却待用。
55.3.3、酒精发酵:将高温蒸汽处理后的黑米糠皮、热风烘焙处理后的黑米稻苗粉、安琪黄酒专用酿酒高活性干酵母(生产厂家为安琪酵母股份有限公司,规格500g)和一定量的清水投入发酵罐中。高活性干酵母需提前活化,其中酵母为原料的0.1%,无水葡萄糖0.02%,酵母活化用水量为酵母的15倍,36℃活化20min;按照初始原料:总用水量=1:1.8的质量比计算出总用水量,再减去蒸煮后米饭吸水量和拌曲所用水,得到最终所加清水的质量,保证加入酒醪的清水温控制在27
‑
35℃。最后将恒温培养箱调至28℃,前48h处于半密封状态发酵,后72密封发酵,期间搅拌开耙2
‑
3次。
56.4、压滤离心及煎酒储存
57.4.1压滤离心:用200目纱网将发酵醪压榨过滤取酒,由于刚压榨出来的发酵液较为浑浊,为了防止储存过程中沉淀的出现,8000r/min离心20min取上清液,并用吸油纸进行二次过滤,并装至满瓶待煎酒。
58.4.2煎酒储存:沸水浴至酒体温度达到85℃(其中有害醇类物质挥发),立即停止加热,并进行密封处理,自然冷却后阴凉处避光陈酿。
59.对比例1
60.一种黑米酒的酿造方法,与实施例1的区别在于:所用原料为常温储藏的黑米,其步骤包括:
61.(1)原料预处理:常温储藏的黑米经过除去粉尘渣滓、色选等预处理,并保持颗粒完整,将黑米碾磨成黑精米和黑米糠皮,碾磨参数、筛网及风力筛选操作与实施例1一致。
62.(2)浸泡:称取1000g去皮黑米,置于食用不锈钢盆中,用20
‑
25℃左右的清水冲洗一遍并沥干,放置于25℃恒温培养箱中浸泡24h,浸泡结束后用清水快速捞洗准备蒸米备用。
63.(3)蒸制:将浸泡好的去皮黑米装入蒸煮袋中放在蒸锅中,开启电磁炉,工作功率调为2100w,锅顶上汽后蒸制60min,其中间隔30min需泼洒100ml的清水;蒸饭要求去皮黑米粒吸水充分、有涨裂、内无生心、柔熟不腻。
64.(4)冷却:将蒸制后的黑米饭放置不锈钢盘上摊凉,并用电风扇加速冷却,将温度计探针放置入摊平的米饭中间,当米饭中心温度下降至27
‑
35℃。
65.(5)拌曲糖化:按照原料:黄酒曲=(1kg:20g)的比例加入安琪黄酒曲an01。将安琪黄酒曲an01加入200
‑
400ml 30℃左右的凉开水,在无菌清洁的状态下不断搅动,使酒窝搭建完毕后中心温度能够接近28℃,将发酵罐保持半密封状态,30℃恒温培养箱中保温糖化48h。
66.(6)黑米糠皮处理:将步骤(1)中所得到的黑米糠皮加水进行高温蒸汽处理,参数如下:料液比1:1.8,时间60min;冷却待用。
67.(7)黑米稻苗粉预处理:对30g稻苗粉进行热风烘焙处理,烘干温度为60℃,烘干时间为4h,冷却待用。
68.(8)酒精发酵:将高温蒸汽处理后的黑米糠皮和30g经热风烘焙处理的黑米稻苗粉、安琪黄酒专用酿酒高活性干酵母(生产厂家为安琪酵母股份有限公司,规格500g)和一定量的清水投入发酵罐中。高活性干酵母需提前活化,其中酵母为原料的0.1%,无水葡萄糖0.02%,酵母活化用水量为酵母的15倍,36℃活化20min;按照初始原料:总用水量=1:1.8的质量比计算出总用水量,再减去蒸煮后米饭吸水量和拌曲所用水,得到最终所加清水的质量,保证加入酒醪的清水温控制在27
‑
35℃。最后将恒温培养箱调至28℃,前48h处于半密封状态发酵,后72密封发酵,期间搅拌开耙2
‑
3次。
69.(9)压滤离心:用200目纱网将发酵醪压榨过滤取酒,由于刚压榨出来的发酵液较为浑浊,为了防止储存过程中沉淀的出现,8000r/min离心20min取上清液,并用吸油纸进行二次过滤,并装至满瓶贮存。
70.(10)煎酒储存:将酒瓶沸水浴至酒温达85℃,立即停止加热,密封,自然冷却后阴凉处避光陈酿。
71.对比例2
72.一种黑米酒的酿造方法,与实施例1的区别在于:未添加黑米稻苗粉,其步骤包括:
73.(1)原料预处理:经4℃下冷藏处理一周的黑米经过除去粉尘渣滓、色选等预处理,并保持颗粒完整,将黑米碾磨成黑精米和黑米糠皮,碾磨参数、筛网及风力筛选操作与实施例1一致。
74.(2)浸泡:称取1000g去皮黑米,置于食用不锈钢盆中,用20
‑
25℃左右的清水冲洗一遍并沥干,放置于25℃恒温培养箱中浸泡24h,浸泡结束后用清水快速捞洗准备蒸米备用。
75.(3)蒸制:将浸泡好的去皮黑米装入蒸煮袋中放在蒸锅中,开启电磁炉,工作功率调为2100w,锅顶上汽后蒸制60min,其中间隔30min需泼洒100ml的清水;蒸饭要求去皮黑米粒吸水充分、有涨裂、内无生心、柔熟不腻。
76.(4)冷却:将蒸制后的黑米饭放置不锈钢盘上摊凉,并用电风扇加速冷却,将温度计探针放置入摊平的米饭中间,当米饭中心温度下降至27
‑
35℃。
77.(5)拌曲糖化:按照原料:黄酒曲=(1kg:20g)的比例加入安琪黄酒曲an01。将安琪黄酒曲an01加入200
‑
400ml 30℃左右的凉开水,在无菌清洁的状态下不断搅动,使酒窝搭建完毕后中心温度能够接近28℃,将发酵罐保持半密封状态,30℃恒温培养箱中保温糖化48h。
78.(6)黑米糠皮处理:将步骤(1)中所得到的黑米糠皮加水进行高温蒸汽处理,参数如下:料液比1:1.8,时间60min;冷却待用。
79.(7)酒精发酵:将高温蒸汽处理后的黑米糠皮、安琪黄酒专用酿酒高活性干酵母(生产厂家为安琪酵母股份有限公司,规格500g)和一定量的清水投入发酵罐中。高活性干酵母需提前活化,其中酵母为原料的0.1%,无水葡萄糖0.02%,酵母活化用水量为酵母的15倍,36℃活化20min;按照初始原料:总用水量=1:1.8的质量比计算出总用水量,再减去蒸煮后米饭吸水量和拌曲所用水,得到最终所加清水的质量,保证加入酒醪的清水温控制在27
‑
35℃。最后将恒温培养箱调至28℃,前48h处于半密封状态发酵,后72密封发酵,期间搅拌开耙2
‑
3次。
80.(8)压滤离心:用200目纱网将发酵醪压榨过滤取酒,由于刚压榨出来的发酵液较为浑浊,为了防止储存过程中沉淀的出现,8000r/min离心20min取上清液,并用吸油纸进行二次过滤,并装至满瓶贮存。
81.(9)煎酒储存:将酒瓶沸水浴至酒温达85℃,立即停止加热,密封,自然冷却后阴凉处避光陈酿。
82.对比例3
83.一种黑米酒的酿造方法,与实施例1的区别在于:添加未经热风烘焙处理的黑米稻苗粉,其步骤包括:
84.(1)原料预处理:经4℃下冷藏处理一周的黑米经过除去粉尘渣滓、色选等预处理,并保持颗粒完整,将黑米碾磨成黑精米和黑米糠皮,碾磨参数、筛网及风力筛选操作、黑米稻苗处理与实施例1一致。
85.(2)浸泡:称取1000g去皮黑米,置于食用不锈钢盆中,用20
‑
25℃左右的清水冲洗一遍并沥干,放置于25℃恒温培养箱中浸泡24h,浸泡结束后用清水快速捞洗准备蒸米备用。
86.(3)蒸制:将浸泡好的去皮黑米装入蒸煮袋中放在蒸锅中,开启电磁炉,工作功率调为2100w,锅顶上汽后蒸制60min,其中间隔30min需泼洒100ml的清水;蒸饭要求去皮黑米粒吸水充分、有涨裂、内无生心、柔熟不腻。
87.(4)冷却:将蒸制后的黑米饭放置不锈钢盘上摊凉,并用电风扇加速冷却,将温度计探针放置入摊平的米饭中间,当米饭中心温度下降至27
‑
35℃。
88.(5)拌曲糖化:按照原料:黄酒曲=(1kg:20g)的比例加入安琪黄酒曲an01。将安琪黄酒曲an01加入200
‑
400ml 30℃左右的凉开水,在无菌清洁的状态下不断搅动,使酒窝搭建完毕后中心温度能够接近28℃,将发酵罐保持半密封状态,30℃恒温培养箱中保温糖化48h。
89.(6)黑米糠皮处理:将步骤(1)中所得到的黑米糠皮加水进行高温蒸汽处理,参数
如下:料液比1:1.8,时间60min;冷却待用。
90.(7)酒精发酵:将高温蒸汽处理后的黑米糠皮和30g未经热风烘焙处理的黑米稻苗粉、安琪黄酒专用酿酒高活性干酵母(生产厂家为安琪酵母股份有限公司,规格500g)和一定量的清水投入发酵罐中。高活性干酵母需提前活化,其中酵母为原料的0.1%,无水葡萄糖0.02%,酵母活化用水量为酵母的15倍,36℃活化20min;按照初始原料:总用水量=1:1.8的质量比计算出总用水量,再减去蒸煮后米饭吸水量和拌曲所用水,得到最终所加清水的质量,保证加入酒醪的清水温控制在27
‑
35℃。最后将恒温培养箱调至28℃,前48h处于半密封状态发酵,后72密封发酵,期间搅拌开耙2
‑
3次。
91.(8)压滤离心:用200目纱网将发酵醪压榨过滤取酒,由于刚压榨出来的发酵液较为浑浊,为了防止储存过程中沉淀的出现,8000r/min离心20min取上清液,并用吸油纸进行二次过滤,并装至满瓶贮存。
92.(9)煎酒储存:将酒瓶沸水浴至酒温达85℃,立即停止加热,密封,自然冷却后阴凉处避光陈酿。
93.对比例4
94.一种黑米酒的酿造方法,与实施例1的区别在于:黑米糠皮加水进行高温蒸汽处理的时间为30min,其步骤包括:
95.(1)原料预处理:经4℃下冷藏处理一周的经过除去粉尘渣滓、色选等预处理,并保持颗粒完整,将黑米碾磨成黑精米和黑米糠皮,碾磨参数、筛网及风力筛选操作、黑米稻苗处理与实施例1一致。
96.(2)浸泡:称取1000g去皮黑米,置于食用不锈钢盆中,用20
‑
25℃左右的清水冲洗一遍并沥干,放置于25℃恒温培养箱中浸泡24h,浸泡结束后用清水快速捞洗准备蒸米备用。
97.(3)蒸制:将浸泡好的去皮黑米装入蒸煮袋中放在蒸锅中,开启电磁炉,工作功率调为2100w,锅顶上汽后蒸制30min,并泼洒100ml的清水;蒸饭要求去皮黑米粒吸水充分、有涨裂、内无生心、柔熟不腻。
98.(4)冷却:将蒸制后的黑米饭放置不锈钢盘上摊凉,并用电风扇加速冷却,将温度计探针放置入摊平的米饭中间,当米饭中心温度下降至27
‑
35℃。
99.(5)拌曲糖化:按照原料:黄酒曲=(1kg:20g)的比例加入安琪黄酒曲an01。将安琪黄酒曲an01加入200
‑
400ml 30℃左右的凉开水,在无菌清洁的状态下不断搅动,使酒窝搭建完毕后中心温度能够接近28℃,将发酵罐保持半密封状态,30℃恒温培养箱中保温糖化48h。
100.(6)黑米糠皮处理:将步骤(1)中所得到的黑米糠皮加水进行高温蒸汽处理,参数如下:料液比1:1.8,时间30min;冷却待用。
101.(7)酒精发酵:将高温蒸汽处理后的黑米糠皮和30g经热风烘焙处理的黑米稻苗粉、安琪黄酒专用酿酒高活性干酵母(生产厂家为安琪酵母股份有限公司,规格500g)和一定量的清水投入发酵罐中。高活性干酵母需提前活化,其中酵母为原料的0.1%,无水葡萄糖0.02%,酵母活化用水量为酵母的15倍,36℃活化20min;按照初始原料:总用水量=1:1.8的质量比计算出总用水量,再减去蒸煮后米饭吸水量和拌曲所用水,得到最终所加清水的质量,保证加入酒醪的清水温控制在27
‑
35℃。最后将恒温培养箱调至28℃,前48h处于半
密封状态发酵,后72密封发酵,期间搅拌开耙2
‑
3次。
102.(8)压滤离心:用200目纱网将发酵醪压榨过滤取酒,由于刚压榨出来的发酵液较为浑浊,为了防止储存过程中沉淀的出现,8000r/min离心20min取上清液,并用吸油纸进行二次过滤,并装至满瓶贮存。
103.(9)煎酒储存:将酒瓶沸水浴至酒温达85℃,立即停止加热,密封,自然冷却后阴凉处避光陈酿。
104.试验例1
105.考察采用实施例1以及对比例1、2、3、4的酿造方法时,黑米酒发酵过程中花青素含量、还原糖含量、总酸含量以及酒精度变化情况,并评价成品黑米酒的口感以及相关风味分析。
106.1、黑米酒在酒精发酵过程中花青素含量变化
107.由图1可知,在实施例1、对比例1、对比例3、对比例4中,由于在发酵过程添加了黑米稻苗粉的缘故,在发酵阶段中黑米糠皮中花青素不断浸提溶解的基础上,醪液中的花青素含量处于整体上升的趋势,且随着稻苗粉添加量的不断增加,花青素的上升趋势也不断增加,其中实施例1中花青素的溶出速率在发酵第4天达到了最大,含量为140.44mg/l,对比例1仅在原料米的储藏温度上进行了调整,后续处理及发酵工序完全相同,因此花青素含量没有显著差别,对比例3中由于添加对黑米稻苗粉未经过烘焙处理,植物细胞的液泡未受到破坏,其中的花青素等营养物质未完全释放,在酒液中花青素未进行充分的浸提,因此总体花青素含量低于实施例1,最终含量为104.20mg/l对比例4中由于缩短了黑米糠皮高温蒸汽处理的时间,黑米糠皮中保存的花青素含量增多,使得整个发酵过程中的花青素含量显著高于实施例及其他对比例;对比例2中进入发酵阶段,黑米糠皮中花青素的浸提使得花青素含量略微上升,但随着酵母不断生长繁殖以及外界环境的变化,导致花青素降解,同时由于花青素释放来源单一,最终经煎酒杀菌后对比例1组成品酒的含量为80.32mg/l;整体来看实施例及所有对比例都采用了碾磨后的黑精米进行酿造,发酵工艺相同,因此花青素的整体变化趋势相同。
108.2、黑米酒在酒精发酵过程中还原糖含量变化
109.由图2可知,酵母以还原糖为碳源进行生长繁殖,因此在酒精发酵阶段还原性糖含量可以反映出酵母的生长情况以及酒精生成情况。通过比较实施例1及所有对比例,发现对比例1在酒精发酵1天后的初始还原糖下降速率皆高于实施例1及其他对比例,实施例1的下降速率次之,说明在酒精发酵阶段额外添加黑米稻苗粉使得花青素含量得到进一步的增加,且更加显著促进了酵母的生长代谢,使得还原糖含量显著下降。同时黑米稻苗粉的烘焙预处理有效的消灭了对于发酵过程不利的有害微生物,使得酵母等有益微生物的发酵过程旺盛进行。在实施例1、对比例1、对比例3、对比例4中由于稻苗粉的加入,还原糖的下降速率逐渐变缓,而对比例2中并未添加稻苗粉,后续的还原糖下降速率略微高于实施例1级其他对比例,推测由于稻苗粉中可能存在部分抗菌物质,过大添加量会对酵母等发酵微生物存在抑制作用。
110.3、黑米酒在酒精发酵过程中总酸含量变化
111.总酸,即呈酸性反应的物质总含量,是黑米酒重要的呈香和呈味物质,同时也能在一定程度上防止杂菌污染。其中酸有原料带来的,如酒石酸、苹果酸、柠檬酸等;也有发酵过
程中产生的,如醋酸,丁酸,乳酸,琥珀酸等。酒中含适量的酸可使酒体滋味醇厚、协调、适口,反之酒体口感不协调。从图3可知,实施例1、对比例2与对比例1的总酸含量有一定差别,由于实施例1及对比例4的花青素含量较高,大量的花青素促进酵母菌的生长繁殖,酵母菌产酸量增加,因此总酸含量整体高于对比例2,实施例1相比对比例3增添了烘焙预处理,有害微生物的抑制使得发酵环境改善,发酵产酸量进一步上升,但总体变化趋势均较为平稳。
112.4、黑米酒在酒精发酵过程中酒精度变化
113.由图4可知,随着发酵时间的延长,实施例1和对比例1、2、3、4的酒精度皆呈上升趋势,酒精度和发酵液中营养物质含量和酵母的活性有关,由于实施例1及对比例1、3、4中的酵母生长代谢更旺盛,且对比例2中未添加黑米稻苗粉导致营养物质含量略低,因此实施例1及对比例1、3、4的酒精含量皆显著高于或略微高于对比例2。同时由于稻苗粉中的抗菌物质在一定程度上抑制了酵母的生长,因此实施例1、对比例1、3、4的酒精度上升趋势不断变缓。对比例3中所添加的稻苗粉未进行热风烘焙的预处理,总酸的变化幅度较大,推测可能是由于稻苗粉本身所附带的微生物参与了发酵过程的某些生理生化反应,对总酸含量的变化产生了影响。
114.5、黑米酒的感官评价标准
115.表1黑米酒感官评价标准表
[0116][0117][0118]
6、黑米成品酒的各项指标
[0119]
(1)感官指标:
[0120]
表2不同成品酒感官评价表
[0121][0122]
实施例1:色泽似干红葡萄酒,鲜亮清透,醇厚甘美,稻苗粉清新风味浓郁;
[0123]
对比例1:色泽似于红葡萄酒,表面有浑浊油脂,有稻苗粉特殊香气及油脂异味;
[0124]
对比例2:色泽似干红葡萄酒,口感淡薄,无稻苗粉特殊香气;
[0125]
对比例3:色泽似干红葡萄酒,口感协调,虽有独特香气,但没有实施例1突出。
[0126]
对比例4:色泽似干红葡萄酒,口感协调,其黑米酒香味较为单薄;
[0127]
(2)主要理化指标:
[0128]
实施例1:酒精度(20℃)13.8vol%,总糖(以葡萄糖计)8.8g/l,总酸(以乳酸计)8.1g/l,花青素含量(以矢车菊素
‑3‑
葡萄糖苷计)107.87mg/l。
[0129]
对比例1:酒精度(20℃)13.1vol%,总糖(以葡萄糖计)5.4g/l,总酸(以乳酸计)8.1g/l,花青素含量(以矢车菊素
‑3‑
葡萄糖苷计)101.03mg/l。
[0130]
对比例2:酒精度(20℃)13.3vol%,总糖(以葡萄糖计)8.6g/l,总酸(以乳酸计)7.6g/l,花青素含量(以矢车菊素
‑3‑
葡萄糖苷计)80.32mg/l。
[0131]
对比例3:酒精度(20℃)13.3vol%,总糖(以葡萄糖计)5.0g/l,总酸(以乳酸计)8.5g/l,花青素含量(以矢车菊素
‑3‑
葡萄糖苷计)104.20mg/l。
[0132]
对比例4:酒精度(20℃)13.3vol%,总糖(以葡萄糖计)5.1g/l,总酸(以乳酸计)8.5g/l,花青素含量(以矢车菊素
‑3‑
葡萄糖苷计)141.44mg/l。
[0133]
(3)卫生指标:均符合食品安全国家标准《gb2758
‑
2012发酵酒及其配制酒》的相关规定。
[0134]
(4)实施例1与对比例1成品酒外观对比
[0135]
通过图5的实施例1和对比例1成品酒外观对比,可发现对比例1成品酒表面漂浮大量油脂,而实施例1中几乎无油脂,说明黑米经低温或冷冻处理后,能有效降低黑米碾米去皮后的油脂含量。
[0136]
7、对比总结
[0137]
(1)实施例1vs对比例1:
[0138]
米糠败坏的主要原因是其自身含有活性极高的脂肪酶,脂肪在脂肪酶的作用下迅速分解成游离脂肪酸,导致米糠酸败风味变差,其中还含有脂肪氧化酶,也是引起脂肪氧化水解的酶类之一。低温能有效抑制脂肪酶的活性,黑米原料使用冷藏设备(4℃或
‑
20℃)稳定米糠,发现米糠中脂肪酶的活性被成功控制,表明低温(℃或
‑
20℃贮藏或冷藏可有效控制脂肪酶活性。而将黑米原料置于室温条件下贮藏,脂肪氧化酶活力随贮藏时间增加,米糠表面颜色加深,变质速度加快,因此将黑米糠皮加入到酒的发酵过程的前提条件是应使容
易引起米糠品质劣变的脂解酶、脂肪氧化酶的活力得到有效的抑制和钝化,使米糠皮品质稳定。实施例1中原料黑米经低温或冷冻处理后,再碾磨所得到黑米糠皮相比对比例1有效降低了脂解酶、脂肪氧化酶的活性,在使酶钝化的同时保留米糠营养成分及其功能性质,结合感官评价对比来看,对比例1的酒体出现油脂滴且酒液表明有较多油脂漂浮,而实施例1的酒体中的油脂溶出较少,黑米酒具有安全储存期且避免脂肪酸败的发生。
[0139]
(2)实施例1vs对比例2:
[0140]
黑米稻苗粉具有令人愉快的抹茶芳香气味,同时黑米稻苗叶片中富含抗氧化组分如酚类、黄酮类物质等,将其添加到发酵过程中不仅可在一定程度上提高黑米酒的抗氧化作用,赋予酒体更高的营养价值,并且丰富酒体的香气成分,使酒体滋味独特。在发酵阶段,在添加相同量经高温蒸汽处理的黑米糠皮的基础上,由于实施例1相比对比例2加入了稻苗粉,其中稻苗粉中花青素含量的不断溶出使花青素含量进一步的增加,稻苗粉中的其他营养物质也由于酵母等发酵微生物产生了更加丰富的代谢物质,且其中的抗菌酚类物质抑制了发酵过程中的有害菌群的生长,有效促进了发酵过程的正常运行。由感官评分来看,上述实施例1与对比例2的感官评分由于稻苗粉的加入及预处理方式的不同而出现显著性差异,其中实施例1综合感官评分为最佳,稻苗粉的加入使得发酵酒品质更加优良,风味更加醇厚,具有较好的实际生产意义。
[0141]
(3)实施例1vs对比例3:
[0142]
黑米稻苗粉热风烘焙使得稻苗粉中香气成分得到充分释放,稻苗粉植物液泡由于高温受到破坏,液泡中的花青素等物质不断溶出,实施例1相比对比例3而言,黑米稻苗粉所具有的特征香气在酒体中体现的更加明显,且稻苗粉中的花青素在酒体中的浸提程度增加,实施例1中稻苗粉的特殊香气成分为黑米酒体增添了醇厚口感及丰富香气,其香气滋味与香醇浓郁的酒味达到协调,口感较为柔和。
[0143]
(4)实施例1vs对比例4:
[0144]
热处理可以使米糠中的水分降低从而使脂肪酶失活,同时有效地破坏微生物并保持米糠中营养成分的含量,脂肪酶活性可被可逆性抑制或永久性变性。湿热法是在加热米糠的同时注入热的水蒸气,通过水蒸气的热传递,间接加热米糠。且热处理能够杀死米糠中的微生物和虫卵,它们本身能使米糠变质,同时微生物也能产生相应酶加速米糠酸败。高温蒸汽处理的时间在影响米糠皮品质的同时,也影响其中花青素含量的变化,花青素含量的损失随着热处理时间的延长而增加,但热处理过程中美拉德反应的发生也导致了更多风味物质的产生,且风味物质的种类随热处理时间的延长而增加,对比例4相比实施例1的花青素含量有了显著的增加,但综合感官评价及风味分析来看,对比例4的风味较实施例1而言不够丰富。
[0145]
8、gc
‑
ms分析:
[0146]
表3实施例1、对比例2、对比例3和对比例4可挥发性香气成分检测的gc
‑
ms分析结果
[0147][0148][0149]
通过对实施例1、对比例2、对比例3及对比例4进行gc
‑
ms分析,将上述五组结果进行对比,发现添加稻苗粉且经过烘焙预处理的实施例1中的香味物质成分含量显著高于对比例1。本次试验中共检测出风味物质共35种,其中醇酚类物质9种,酯类15种;醛酮类及其他物质共11种;通过其含量对比发现其主要是实施例1中各类风味化合物皆在不同程度上高于对比例,酯类物质丰富黑米酒的香气成分,如十四酸乙酯、棕榈酸乙酯的含量显著高于其他三个对比例,这就赋予了实施例醇厚且风味浓郁的酒体;醇类化合物作为黑糯米酒中重要的挥发性物质,实施例1的苯乙醇含量达到最高,该类高级醇对酒香有积极影响,赋予其果香和花,是形成固有风味的重要成分,使酒体醇厚、丰满和协调,赋予酒体醇香,衬托酯
香,对总体香气的形成有不可忽视的作用,同时又是其他香气物质的良好溶剂,能赋予黑米酒浓郁优雅的香气,对比例2并未添加黑米稻苗粉,因此其风味物质种类及含量显著少于实施例1,其中丁香酚、癸酸乙酯、油酸乙酯的含量显著低于实施例1及其他对比组,丁香酚具有强烈的丁香香气和温和的辛香香气,癸酸乙酯、油酸乙酯等酯类赋予黑米酒浓郁的果香气息,由此来看添加黑米稻苗粉很大程度上影响了酒体香气的形成,显著增加了香气物质的种类及含量。对比例4由于缩短了黑米糠皮的高温蒸汽处理时间,其风味物质含量相比于实施例1有了一定的减少,如具有焦糖味的苯甲醛含量低于实施例1及其他对比组,而对于添加未热风烘焙处理的稻苗粉的对比例3而言,其风味物质含量却少于对比例1,这可能是稻苗粉中自身携带的微生物对黑米酒发酵过程中的污染,导致其产风味物质的微生物群落无法成为优势菌群,从而降低其风味物质含量。这也证明了通过热风烘焙处理后的稻苗粉不仅能有利于风味物质释放,更能降低杂菌的污染,导致口感变差。在黑米酒的发酵过程中添加一定量的热风烘焙处理的黑米稻苗粉可以有效提高黑米酒的风味物质含量,稻苗粉中的成分对黑米酒的特征香气的形成十分重要,相较于传统工艺制成的黑米酒的香味更加浓郁,综合来说成品酒的酒香与稻苗粉的特征芳香和谐,酒体丰满,感官特性优良,具有一定的保健价值,投入实际生产后在市场中相比其他黑米酒产品具有更强的竞争性,进而具有广阔的市场潜力。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1