一种聚丙烯组合物及其制备方法与流程
1.本发明涉及聚合物技术领域,具体涉及一种聚丙烯组合物及其制备方法。
背景技术:
2.聚丙烯(pp)具有密度低、易加工、力学性能优异等优点,目前已被广泛应用在汽车工业、家电及机械领域。对于汽车工业,聚丙烯主要应用在汽车内外饰零部件上如仪表板、门板和立柱等,以及外饰件如保险杠、挡泥板、导流板等上。随着节能减排和汽车轻量化的逐年推进,对聚丙烯材料的成型周期也提出了新的要求。
3.为了降低聚丙烯材料的成型周期,人们进行了很多研究,特别是在高结晶聚丙烯的开发和挑选方面,以及新型成核剂的研发等多个方面都取得了很好的的技术突破。目前,新研发的薄壁高刚聚丙烯已开始应用在汽车门板、保险杠、座椅背板等零部件上,其有着薄壁、成型周期短的特性。然而,此类材料应用于像保险杠这样的大型零件时,使用普通注塑机的成型周期依然很难突破40秒;另外,由于成型后零件的温度较高,此时机械手难以抓取零件,或者零件放置在台车上发生严重变形,导致零件报废。
技术实现要素:
4.基于现有技术的不足,本发明的目的在于提供一种成型周期短,在高温下具有优异抗变形性能的聚丙烯组合物。
5.为了达到上述目的,本发明采取的技术方案为:
6.一种聚丙烯组合物,包括以下重量份的组分:聚丙烯树脂51~65份、增韧剂12~22份、hdpe5~10份、滑石粉15~25份、成核剂0.1~0.4份;所述hdpe的密度为0.955~0.962g/cm3;所述滑石粉的长径比为6~15:1。
7.hdpe材料本身具有良好的柔韧性、延伸性及抗冲击性,且其化学性质稳定,耐温性高,防潮性较好。本技术发明人经过多次实验后发现,在聚丙烯组合物中添加特定密度的hdpe后,可有效提升整体材料的高温抗变形能力。
8.但是,并非hdpe的添加含量越多越好,本发明所述聚丙烯组合物的各成分的重量比对产品的最终成型周期也具有较大影响,如hdpe含量较低时,聚丙烯组合物的成型周期可能不会有明显下降,而当hdpe含量较高时,会导致零件因太软容易发生变形、后收缩变大、以及涂装实验失效等风险。本技术发明人通过对各成分的配比进行选择,得到的配方配比可使hdpe添加后,聚丙烯组合物的高温弯曲强度增加,材料高温下变形量减小,材料的刚性提高,而且使配方中的聚丙烯和增韧剂具有很好的相容,最终得到一种耐热变形更好、成型周期短的聚丙烯组合物。
9.优选地,所述hdpe的重量份为6~8份。
10.优选地,所述滑石粉的长径比为10~15:1。
11.本技术发明人通过多次实验证实,以所述密度的hdpe和长径比的滑石粉制备的聚丙烯组合物具有最优综合性能。
12.优选地,所述滑石粉的重量份数为18~22份;
13.更优选地,所述滑石粉的重量份数为22份。
14.滑石粉在特定长径比下作为填充剂添加入聚丙烯体系后,可与基体及增韧剂等有效形成力学抗性较高的交联网络,而当所述填充剂配比得当时,可实现最优的刚韧平衡。当所述滑石粉添加量为25份时,所得聚丙烯组合物的常温时弯曲模量达到2000mpa以上,冲击强度也能达到34kj/m2以上;然而滑石粉的原料成本较高,同时若添加滑石粉过多又会重新使产品性能有所下降,根据滑石粉对产品性能的提升程度考虑,以18~22份添加量最为适宜。
15.优选地,所述滑石粉的目数为3000~5000目。
16.在所述粒径目数下的滑石粉在加入聚丙烯材料基体时分散性更好,整体力学性能最佳。
17.优选地,所述聚丙烯树脂为共聚聚丙烯树脂;所述聚丙烯根据标准astm
‑
d1238
‑
13测试,在230℃及2.16kg下的熔体质量流动速率(mfr)为70~150g/10min。优选地,所述增韧剂包括乙烯
‑
辛烯共聚物,所述增韧剂根据标准astm
‑
d1238
‑
13测试,在190℃及2.16kg下的熔体质量流动速率为0.4~6g/10min。优选地,所述hdpe根据标准astm
‑
d1238
‑
13测试,在190℃及2.16kg下的熔体质量流动速率为0.2~10g/10min由于熔体质量流动速率主要用于区别聚合物熔融状态下的粘流特性,所述熔体质量流动速率下的聚丙烯树脂、增韧剂及hdpe相搭配可使最终制备的聚丙烯组合物具有更好的力学效果。优选地,所述成核剂包括芳胺类成核剂、芳基磷酸酯类成核剂中的至少一种。
18.优选地,所述聚丙烯组合物的组分还包括0.1~3份助剂;
19.所述助剂为抗氧剂、光稳定剂和润滑剂。
20.更优选地,所述抗氧剂为受阻酚类抗氧剂、亚磷酸酯类抗氧剂中的至少一种;所述光稳定剂为受阻胺类光稳定剂;所述润滑剂为单硬脂酸甘油酯、硬脂酸类金属盐类化合物中的至少一种。
21.更优选地,所述抗氧剂为抗氧剂1010(四[β
‑
(3,5
‑
二叔丁基
‑4‑
羟基苯基)丙酸]季戊四醇酯)、抗氧剂1076(β
‑
(3,5
‑
二叔丁基
‑4‑
羟基苯基)丙酸正十八碳醇酯)、抗氧剂3114(1,3,5
‑
三(3,5
‑
二叔丁基
‑4‑
羟基苄基)异氰尿酸)、抗氧剂168(三[2.4
‑
二叔丁基苯基]亚磷酸酯)、pep
‑
36中的至少一种;所述光稳定剂为uv
‑
3808pp5、la
‑
402xp、la
‑
402af中的至少一种;所述润滑剂为硬脂酸钙、硬脂酸镁中的至少一种。
[0022]
所述种类下的抗氧剂、光稳定剂和润滑剂的添加可有效保障聚丙烯组合物的稳定性和使用性,避免因外部条件的影响导致材料性质发生改变,最终影响聚丙烯组合物的使用性能。
[0023]
本发明的另一目的还在于提供所述聚丙烯组合物的制备方法,包括以下步骤:
[0024]
将聚丙烯树脂、增韧剂、hdpe、滑石粉、成核剂及助剂按比例混合均匀后,置入双螺杆挤出机中经熔融混炼、挤出造粒,即得所述聚丙烯组合物。
[0025]
本发明所述聚丙烯组合物的制备方法操作步骤简单,可实现工业化大规模生产。
[0026]
优选地,所述熔融混炼的温度为170~220℃,所述双螺杆挤出机中的螺杆转速为350~450rpm。所述条件下各组合物熔融混合更加均匀。
[0027]
本发明的再一目的在于提供hdpe在制备本发明所述聚丙烯组合物中的应用。
[0028]
以hdpe作为组分制备的本发明所述聚丙烯组合物具有成型周期短、高温抗变形能力强的效果。
[0029]
本发明的再一目的在于提供所述聚丙烯组合物在汽车及家电零部件制备中的应用。
[0030]
本发明所得到的聚丙烯组合物成型周期短,高温抗变形能力强,适用于各类具有特殊加工要求的汽车及家电部件、零件的制备。
[0031]
本发明的有益效果在于:本发明提供了一种聚丙烯组合物,该聚丙烯组合物在基体中添加特定密度的hdpe及特定长径比的滑石粉作为组分,同时对各成分的配比进行优化选择,得到产品在保持常温力学性能良好的前提下,高温弯曲模量增加,材料高温下变形量减少,材料的热稳定性提高,同时成型周期显著缩短。本发明还提供了所述聚丙烯组合物的制备方法,该制备方法操作步骤简单,可实现工业化大规模生产。本发明还提供了hdpe在提高聚丙烯组合物的性能中的应用。本发明还提供了所述聚丙烯组合物在汽车及家电零部件制备中的应用。
具体实施方式
[0032]
为了更好地说明本发明的目的、技术方案和优点,下面将结合具体实施例对本发明作进一步说明,其目的在于详细地理解本发明的内容,而不是对本发明的限制。
[0033]
若无特别说明,下述具体实施例所用原料均为市购的普通商品。
[0034]
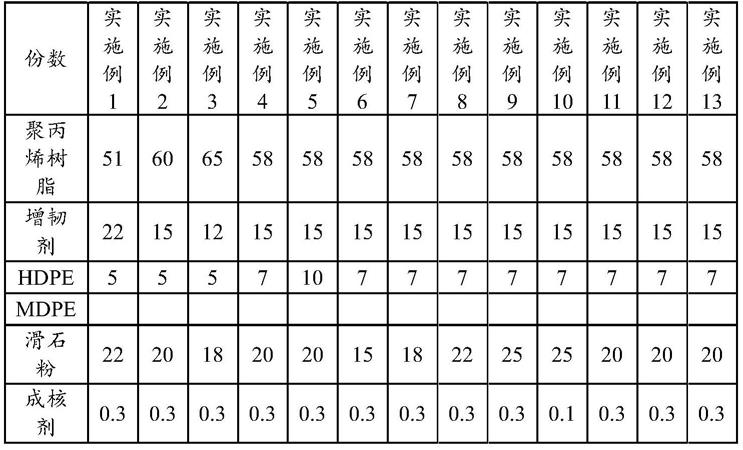
实施例1~10
[0035]
本发明所述聚丙烯组合物的实施例,各实施例所述产品的组分配方如表1所示。
[0036]
各实施例所述的聚丙烯组合物的制备方法相同,所述制备方法为:
[0037]
将聚丙烯树脂、增韧剂、hdpe、滑石粉、成核剂及助剂在高速混合机中混合30s后,转移至双螺杆挤出机中进行熔融混炼,所述熔融混炼的温度为200℃,螺杆转速为400rpm,随后挤出造粒,即得所述聚丙烯组合物。
[0038]
实施例11
[0039]
本实施例与实施例4的差别仅在于,所述滑石粉的长径比为8:1;所述滑石粉的目数为3500目,辽宁艾海滑石公司生产产品。
[0040]
实施例12
[0041]
本实施例与实施例4的差别仅在于,所述聚丙烯树脂为韩国sk公司生产的共聚聚丙烯树脂,在230℃及2.16kg下的熔体质量流动速率为60g/10min。
[0042]
实施例13
[0043]
本实施例与实施例4的差别仅在于,所述增韧剂为美国陶氏化学公司生产的乙烯辛烯共聚物;所述增韧剂在190℃及2.16kg下的熔体质量流动速率为8g/10min。
[0044]
对比例1
[0045]
本对比例与实施例4的差别仅在于,所述hdpe的密度为0.950g/cm3;所述hdpe在190℃及2.16kg下的熔体质量流动速率为10g/min,福建联合石化生产产品。
[0046]
对比例2
[0047]
本对比例与实施例4的差别仅在于,所述hdpe采用mdpe代替,所述mdpe的密度为0.940g/cm3,福建联合石化生产产品。
[0048]
对比例5
[0049]
本对比例与实施例4的差别仅在于,所述滑石粉的长径比为5:1。
[0050]
对比例9
[0051]
本对比例与实施例4的差别仅在于,所述滑石粉的长径比为16:1。
[0052]
除上述区别外,对比例1~11所述聚丙烯组合物与实施例1~13的差别仅在于组分配方配比的不同,各对比例所述产品的组分配方如表2所示。
[0053]
所述表1、表2各组分中,除上述区别采用的不同组分原料,其他使用的相同组分如下:
[0054]
所述聚丙烯树脂为韩国sk公司生产的共聚聚丙烯树脂,在230℃及2.16kg下的熔体质量流动速率为105g/10min;
[0055]
所述增韧剂为美国陶氏化学公司生产的乙烯
‑
辛烯共聚物;所述增韧剂在190℃及2.16kg下的熔体质量流动速率为5g/10min;
[0056]
所述hdpe为福建联合石化生产的hdpe;所述hdpe的密度为0.957g/cm3;所述hdpe在190℃及2.16kg下的熔体质量流动速率为8g/10min;
[0057]
所述成核剂为艾迪科生产的na
‑
11型号芳基磷酸酯类成核剂;
[0058]
所述滑石粉为辽宁艾海滑石公司生产产品,所述滑石粉的长径比为12:1,所述滑石粉的目数为3000目;
[0059]
所述抗氧剂为抗氧剂1010和抗氧剂168按质量比1:1复配的抗氧剂复配物,均为美国巴斯夫公司生产产品;
[0060]
所述光稳定剂为uv
‑
3808pp5,氰特化学生产产品;
[0061]
所述润滑剂为硬脂酸钙,江西宏远化工有限公司生产产品。
[0062]
表1
[0063]
[0064][0065]
表2
[0066][0067]
表3
[0068][0069]
表4
[0070][0071]
为验证本技术实施例产品的性能,将各实施例及对比例产品进行性能测试,所述测试结果如表3和表4所示;所述产品的拉伸强度根据iso 527
‑
2019测试方法,采用zwick z005电子万能试验机测试;所述产品的弯曲模量根据iso178
‑
2019测试方法采用zwick z005电子万能试验机测试;所述产品的高温弯曲模量通过iso178
‑
2019测试方法测试;所述产品的冲击强度为简支梁缺口冲击强度,所述冲击强度根据iso179
‑
2000方法采用zwick hit5.5p电子显示冲击仪测试;所述产品的热下垂将测试收缩率的实验片(长*宽*厚尺寸=220*50*2mm)一端固定在夹具上,另一端漏出夹具的尺寸为150mm,测量实验片距离夹具底部的高度,然后将夹具和实验片放在120℃的烘箱中加热1小时后,再测量实验片距离夹具底部的高度,从而计算出加热后实验片的变形量即热下垂;所述产品的成型周期通过成型实验板实际测试。
[0072]
从表3和表4中可以看出,本发明实施例所得到的聚丙烯组合物相比于对比例所得组合物产品具有优异的力学性能,其拉伸强度≥17.5mpa,弯曲模量>1500mpa,冲击强度可达到30kj/m2;而高温下抗变形性能也显著提高,80℃下弯曲模量可保持520mpa以上,热下垂低于6.5mm,成型周期均缩短至40s以内,说明hdpe组分的添加可有效提升产品的高温抗变形性能,可在较高温下进行脱模,快速成型,防止存放时发生变形,有效应用于具有特殊要求的零部件制备中。
[0073]
最后所应当说明的是,以上实施例仅用以说明本发明的技术方案而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的实质和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1