一种免喷涂长玻纤增强聚丙烯复合材料及其制备方法与流程
1.本发明属于高分子材料技术领域,具体涉及到一种免喷涂长玻纤增强聚丙烯复合材料及其制备方法。
背景技术:
2.聚丙烯材料通常采用填充增强的方式进行改性,以便获得较高机械性能和良好的尺寸稳定性,用以替代金属或工程塑料作为结构件使用。在汽车零部件领域,由于部分部件对材料机械强度要求较高,较多采用长玻璃纤维增强聚丙烯材料,主要用在汽车主副仪表板、前端框架、天窗骨架以及尾门内板等零件,这些零件对材料有比较高的机械性能要求。随着汽车行业的减重降本要求,目前汽车外饰零件开始逐步尝试使用长玻璃纤维增强聚丙烯材料,汽车外饰零件通常需要进行表面喷漆以达到外观要求,但长玻璃纤维增强聚丙烯材料表面极性差,目前市场上通常采用涂抹pp水或火焰处理的方式提高长玻璃纤维增强聚丙烯材料零件表面极性,然后进行喷漆,这样不仅增加了生产过程中的能源消耗,而且工艺控制难以把握,容易由于覆漆效果差导致零件外观问题。另外,目前市面上的免喷涂材料采用的方案是在挤出生产过程中添加金属颜料母粒,而金属颜料会影响玻璃纤维与聚丙烯树脂之间的界面结合,从而导致玻璃纤维的增强效果无法有效体现,对长玻纤增强聚丙烯复合材料的机械性能有极大影响。本发明的一种免喷涂长玻纤增强聚丙烯复合材料就是从市场出发,为了解决用长玻纤增强聚丙烯复合材料所生产零件的外观问题以及免喷涂长玻纤增强聚丙烯复合材料机械性能问题而研发的一种优质材料。
技术实现要素:
3.为了克服现有的技术不足,本发明提供一种免喷涂长玻纤增强聚丙烯复合材料。
4.本发明解决其技术问题所采用的技术方案是:
5.一种免喷涂长玻纤增强聚丙烯复合材料,是由以下按重量份计的原料制备而成:聚丙烯树脂按重量份计30~80份,中空玻璃纤维按重量份计1~20份,连续玻璃纤维按重量份计10~60份,相容剂按重量份计1~5份,分散剂按重量份计0.1~2份,抗氧剂按重量份计0.1~1份。
6.所述的聚丙烯为共聚聚丙烯与均聚聚丙烯共混组成,其中共聚聚丙烯占比75%,均聚聚丙烯占比25%。
7.所述的中空玻璃纤维内部填充有纳米级铝粉,其中玻璃纤维重量占比50%,纳米级铝粉重量占比50%。
8.所述的连续玻璃纤维为泰山玻纤tcr738连续玻璃纤维,线密度为2400tex。
9.所述的相容剂为经过马来酸酐接枝的聚丙烯,接枝率为1.5%。
10.所述的分散剂为树枝状聚合物。
11.所述的抗氧剂是受阻酚抗氧剂1010和亚磷酸酯类抗氧剂168两种抗氧剂复配组合,其中受阻酚抗氧剂1010按重量份计0.2份、亚磷酸酯类抗氧剂168按重量份计0.1份。
12.上述免喷涂长玻纤增强聚丙烯复合材料的制备方法,其步骤如下:
13.(1)按照重量配比称取原料聚丙烯树脂、相容剂、分散剂及抗氧剂,将称好的原材料投入到高速混合器中混合均匀,然后经过双螺杆挤出机进入浸渍槽;
14.(2)连续中空玻璃纤维和连续玻璃纤维经过浸渍槽后进行拉条、冷却、切粒、干燥处理。
15.本发明的免喷涂长玻纤增强聚丙烯复合材料通过使用内部填充有金属颜料的连续中空玻璃纤维使最终零件表面不需要进行喷涂即可具备优异的金属光泽。本发明的免喷涂长玻纤增强聚丙烯复合材料是一种可直接注塑、无需喷涂就可以使零件具备金属光泽外观效果的材料。
具体实施方式
16.下面结合具体实例来进行进一步说明本发明的技术方案。
17.一种免喷涂长玻纤增强聚丙烯复合材料,其组成(重量比)为:聚丙烯树脂30~80份、中空玻璃纤维1~20份、连续玻璃纤维10~60份、相容剂1~5份、分散剂0.1~2份、抗氧剂0.1~1份。
18.本产品使用的聚丙烯为共聚聚丙烯与均聚聚丙烯共混组成,其中共聚聚丙烯占比75%,均聚聚丙烯占比25%;使用的中空玻璃纤维内部填充有纳米级铝粉,其中玻璃纤维重量占比50%,纳米级铝粉重量占比50%;使用的连续玻璃纤维为泰山玻纤tcr738连续玻璃纤维,线密度为2400tex;使用的相容剂为经过马来酸酐接枝的聚丙烯,接枝率为1.5%;使用的分散剂为树枝状聚合物;使用的抗氧剂为受阻酚抗氧剂1010和亚磷酸酯类抗氧剂168两种抗氧剂复配组合,其中受阻酚抗氧剂1010按重量份计0.2份、亚磷酸酯类抗氧剂168按重量份计0.1份。
19.本实施例中,免喷涂长玻纤增强聚丙烯复合材料的制备方法:
20.1):按照重量配比称取原料聚丙烯树脂、分散剂及其它助剂,将称好的原材料投入到高速混合器中混合均匀,然后经过双螺杆挤出机进入浸渍槽;
21.2):连续中空玻璃纤维和连续玻璃纤维经过浸渍槽后进行拉条、冷却、切粒、干燥处理。
22.实施例1:
23.1):按照重量配比称取原料聚丙烯树脂73.4份,并经烘箱烘干;加入3份相容剂,0.3份分散剂,0.3份抗氧剂在高速机中搅拌混合均匀,然后经过双螺杆挤出机进入浸渍槽;
24.2):按照重量配比为6份的连续中空玻璃纤维和重量配比为17份的连续玻璃纤维经过浸渍槽后进行拉条、冷却、切粒、干燥处理;
25.3):将步骤(2)得到的免喷涂长玻纤增强聚丙烯复合材料用注塑机注塑成尺寸为300*150*2.5mm的样板待用。
26.实施例2:
27.1):按照重量配比称取原料聚丙烯树脂73.2份,并经烘箱烘干;加入3份相容剂,0.5份分散剂,0.3份抗氧剂在高速机中搅拌混合均匀,然后经过双螺杆挤出机进入浸渍槽;
28.2):按照重量配比为6份的连续中空玻璃纤维和重量配比为17份的连续玻璃纤维经过浸渍槽后进行拉条、冷却、切粒、干燥处理;
29.3):将步骤(2)得到的免喷涂长玻纤增强聚丙烯复合材料用注塑机注塑成尺寸为300*150*2.5mm的样板待用。
30.实施例3:
31.1):按照重量配比称取原料聚丙烯树脂72.7份,并经烘箱烘干;加入3份相容剂,1份分散剂,0.3份抗氧剂在高速机中搅拌混合均匀,然后经过双螺杆挤出机进入浸渍槽;
32.2):按照重量配比为6份的连续中空玻璃纤维和重量配比为17份的连续玻璃纤维经过浸渍槽后进行拉条、冷却、切粒、干燥处理;
33.3):将步骤(2)得到的免喷涂长玻纤增强聚丙烯复合材料用注塑机注塑成尺寸为300*150*2.5mm的样板待用。
34.实施例4:
35.4):按照重量配比称取原料聚丙烯树脂62.7份,并经烘箱烘干;加入3份相容剂,1份分散剂,0.3份抗氧剂在高速机中搅拌混合均匀,然后经过双螺杆挤出机进入浸渍槽;
36.5):按照重量配比为5份的连续中空玻璃纤维和重量配比为27.5份的连续玻璃纤维经过浸渍槽后进行拉条、冷却、切粒、干燥处理;
37.6):将步骤(2)得到的免喷涂长玻纤增强聚丙烯复合材料用注塑机注塑成尺寸为300*150*2.5mm的样板待用。
38.实施例5:
39.7):按照重量配比称取原料聚丙烯树脂52.7份,并经烘箱烘干;加入3份相容剂,1份分散剂,0.3份抗氧剂在高速机中搅拌混合均匀,然后经过双螺杆挤出机进入浸渍槽;
40.8):按照重量配比为4份的连续中空玻璃纤维和重量配比为38份的连续玻璃纤维经过浸渍槽后进行拉条、冷却、切粒、干燥处理;
41.9):将步骤(2)得到的免喷涂长玻纤增强聚丙烯复合材料用注塑机注塑成尺寸为300*150*2.5mm的样板待用。
42.对比例1:
43.1):按照重量配比称取原料聚丙烯树脂76.7份,并经烘箱烘干;加入3份相容剂,0.3份抗氧剂在高速机中搅拌混合均匀,然后经过双螺杆挤出机进入浸渍槽;
44.2):按照重量配比为20份的连续玻璃纤维经过浸渍槽后进行拉条、冷却、切粒、干燥处理。
45.3):将步骤(2)得到的长玻纤增强聚丙烯复合材料用注塑机注塑成尺寸为300*150*2.5mm的样板进行喷漆。
46.对比例2:
47.1):按照重量配比称取原料聚丙烯树脂76.7份,并经烘箱烘干;加入3份相容剂,0.3份抗氧剂在高速机中搅拌混合均匀,然后经过双螺杆挤出机进入浸渍槽;
48.2):按照重量配比为20份连续玻璃纤维经过浸渍槽后进行拉条、冷却、切粒、干燥处理;
49.3):将步骤(2)得到的长玻纤增强聚丙烯复合材料用注塑机注塑成尺寸为300*150*2.5mm的样板,对样板表面涂抹pp水进行处理后进行喷漆。
50.对比例3:
51.1):按照重量配比称取原料聚丙烯树脂76.7份,并经烘箱烘干;加入3份相容剂,
0.3份抗氧剂在高速机中搅拌混合均匀,然后经过双螺杆挤出机进入浸渍槽;
52.2):按照重量配比为20份连续玻璃纤维经过浸渍槽后进行拉条、冷却、切粒、干燥处理;
53.3):将步骤(2)得到的长玻纤增强聚丙烯复合材料用注塑机注塑成尺寸为300*150*2.5mm的样板,采用手持式火焰处理仪器用5cm/s速度对样板表面进行处理后进行喷漆。
54.对比例4:
55.1):按照重量配比称取原料聚丙烯树脂56.7份,并经烘箱烘干;加入3份相容剂,0.3份抗氧剂在高速机中搅拌混合均匀,然后经过双螺杆挤出机进入浸渍槽;
56.2):按照重量配比为40份连续玻璃纤维经过浸渍槽后进行拉条、冷却、切粒、干燥处理;
57.3):将步骤(2)得到的长玻纤增强聚丙烯复合材料用注塑机注塑成尺寸为300*150*2.5mm的样板,采用手持式火焰处理仪器用2cm/s速度对样板表面进行处理后待用,对样板表面涂抹pp水进行处理后进行喷漆。
58.对比例5:
59.1):按照重量配比称取原料聚丙烯树脂54.7份,并经烘箱烘干;加入3份相容剂,2份金属颜料母粒,0.3份抗氧剂在高速机中搅拌混合均匀,然后经过双螺杆挤出机进入浸渍槽;
60.2):按照重量配比为40份连续玻璃纤维经过浸渍槽后进行拉条、冷却、切粒、干燥处理;
61.3):将步骤(2)得到的长玻纤增强聚丙烯复合材料用注塑机注塑成尺寸为300*150*2.5mm的样板待用。
62.对比例6:
63.1):按照重量配比称取原料聚丙烯树脂73.7份,并经烘箱烘干;加入3份相容剂,3份金属颜料母粒,0.3份抗氧剂在高速机中搅拌混合均匀,然后经过双螺杆挤出机进入浸渍槽;
64.2):按照重量配比为20份连续玻璃纤维经过浸渍槽后进行拉条、冷却、切粒、干燥处理;
65.3):将步骤(2)得到的长玻纤增强聚丙烯复合材料用注塑机注塑成尺寸为300*150*2.5mm的样板待用。
66.零件外观效果评判:
67.零件的外观效果采用对板子进行目视评判方式。
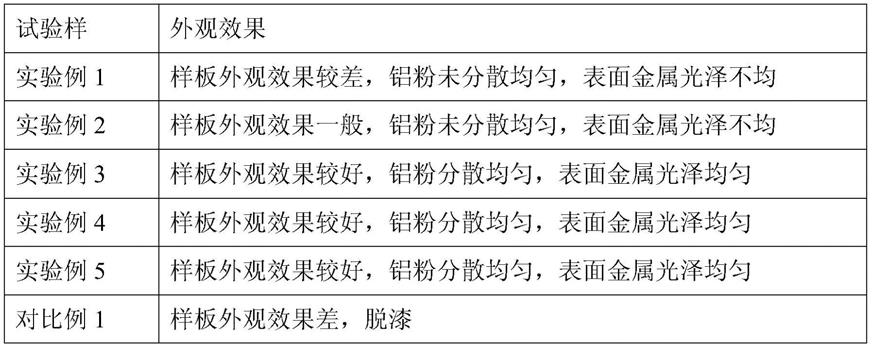
68.样板外观效果评判结果见表1:
69.表1材料性能测试结果
[0070][0071][0072]
材料机械性能评判:
[0073]
材料机械性能采用iso标准样条进行测定。
[0074]
材料机械性能结果见表2:
[0075]
表2材料机械性能测试结果
[0076] 实施例3实施例5对比例5对比例6冲击强度kj/m^246572329缺口冲击强度kj/m^2162267拉伸弹性模量mpa4930840042007600
[0077]
从以上实施例和比较例性能可以看出,本发明的免喷涂长玻纤增强聚丙烯复合材料是一种外观金属光泽效果优异且具备优异机械性能的复合材料。按照表1数据对比中显示分散剂的添加量能够明显影响金属颜料在材料中的分散效果,如实施例3(添加1份分散剂的玻璃纤维为20%的免喷涂长玻纤增强聚丙烯复合材料),其样板外观效果优于实施例1(添加0.3份分散剂的玻璃纤维为20%的免喷涂长玻纤增强聚丙烯复合材料);按照表1数据对比如实施例5(添加1份分散剂的玻璃纤维为40%的免喷涂长玻纤增强聚丙烯复合材料),其样板外观效果优于对比例4(用pp水处理后喷漆的玻璃纤维含量为40%的长玻纤增强聚丙烯复合材料),说明本发明的免喷涂长玻纤增强聚丙烯复合材料能够保证零件在不需要经过喷漆的情况下具备优异的金属外观效果。按照表2数据对比如实施例3(添加1份分散剂的玻璃纤维为20%的免喷涂长玻纤增强聚丙烯复合材料),其机械性能优于对比例6(添加3份金属颜料母粒的玻璃纤维含量为20%的长玻纤增强聚丙烯复合材料),说明本发明的免喷涂长玻纤增强聚丙烯复合材料能够保证材料优异的机械性能。本发明的免喷涂长玻纤增强聚丙烯复合材料制备方法操作简单,能够保证长玻纤增强聚丙烯复合材料具备优异金属外观效果的同时具备优异的机械性能,适合工业化生产和应用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1