一种耐热聚乳酸改性材料的制备方法与流程
1.本发明涉及一种可降解聚酯复合材料的改性制备方法,尤其涉及一种耐热聚乳酸改性材料的制备方法,属于高分子材料技术领域。
背景技术:
2.随着工业的发展和人民生活水平的不断提高,以聚乙烯、聚丙烯为主的非生物降解性高分子材料的废弃造成了严重的“白色污染”。大力开发和推广可生物降解高分子材料,替代非生物降解性高分子材料,变得尤为重要。
3.聚乳酸是由淀粉生物发酵成乳酸,合成丙交酯,再经过丙交酯开环聚合制备得到的。其来源是可再生性的植物资源。聚乳酸具有和通用塑料相当的性能,且有较好的生物降解性,使其成为大规模生产的可降解材料。但是由于聚乳酸的热变形温度低,结晶速率很慢,影响了聚乳酸在注塑和挤出板材、片材方面的应用。因此关于提高聚乳酸的耐热型和结晶速率的研究开展了很多。中国专利(cn200510119118.7)公开了使用聚碳酸酯等非可降解性物质对聚乳酸进行共混改性,虽可以有效提高聚乳酸的耐热性能,但因共混物改性料不可降解,影响聚乳酸产品整体的降解性能。中国专利(cn101157793a)公开了使用可降解聚酯、碳酸钙、淀粉进行填充改性来提高其耐热温度,但因其等温结晶时间较长,可加工性能不理想。
技术实现要素:
4.本发明的目的在于针对现有技术存在的上述问题,而提供一种耐热聚乳酸改性料的制备方法。
5.为实现上述目的,本发明采用如下技术方案:本发明首先提供了一种耐热聚乳酸改性材料的制备方法,其将聚乳酸和增容剂混合后,熔融共混挤出,再将得到的粒料与可降解聚酯、生物基碳酸钙、滑石粉、有机成核剂、润滑剂、抗氧剂混合,进行二次熔融共混挤出,进而得到所述耐热聚乳酸改性材料。
6.进一步的,上述一种耐热聚乳酸改性材料的制备方法中,所述聚乳酸为l-聚乳酸;所述增容剂为多元环氧树脂;所述可降解聚酯为聚丁二酸丁二醇酯、聚对苯二甲酸丁二醇酯、羟基丁酸、羟基己酸中的一种或多种;所述生物基碳酸钙为贝壳粉;所述的有机成核剂为二亚苄基山梨醇、乙烯-丙烯酸共聚物、有机磷酸盐中的一种或多种;所述的润滑剂为硬脂酸类、单酰胺类和双酰胺类中的一种或多种;所述的抗氧剂为亚磷酸酯类、受阻酚类抗氧剂中的一种或多种。
7.进一步的,上述一种耐热聚乳酸改性材料的制备方法具体包括以下步骤:1)将聚乳酸和可降解聚酯分别置于鼓风干燥箱中干燥;2)取步骤1)干燥后的聚乳酸,与增容剂加入到高混机中混合,将得到的混合物加入到双螺杆挤出机中挤出造粒;随后将得到的粒料,与步骤1)干燥后的可降解聚酯,以及滑石粉,贝壳粉,有机成核剂,润滑剂和抗氧剂加入到高混机中混合;再将得到的混合物加入
到双螺杆挤出机中挤出造粒即得到所述聚乳酸改性材料。
8.进一步的,上述制备方法的步骤1)中,所述干燥条件为75℃、6小时。
9.进一步的,上述制备方法的步骤2)中,所述聚乳酸:增容剂:可降解聚酯:滑石粉:贝壳粉:有机成核剂:润滑剂:抗氧剂的重量份数比为0-100:0.2-1:0-35:0-20:0-20:0-0.3:0-10:0.05-0.2;所述高混机的混料温度为40℃,混料转速为150r/min,混料时间为10-30min;所述双螺杆挤出机的挤出温度为170℃,螺杆长径比为44:1,螺杆直径为27mm,螺杆转速为200r/min。本发明还提供了一种利用上述制备方法制得的耐热聚乳酸改性材料。
10.本发明还提供了上述一种耐热聚乳酸改性料在制备耐热产品中的应用。
11.本发明的显著优点在于:本发明所提供的制备方法能够显著提高聚乳酸改性材料的耐热性能。相比一次共混改性而言,本发明通过一次熔融改性,使得增容剂能够均匀的分散在聚乳酸中,形成了较多的聚乳酸-环氧树脂结构,该结构在二次熔融时与可降解聚酯反应,形成较多的聚乳酸-环氧树脂-可降解聚酯结构,该结构分散在改性材料中能够明显提高改性料的耐热型和韧性。并且,二次熔融塑化时,成核剂的使用能够提高改性材料的结晶度,进一步改善聚乳酸改性料的耐热型。通过上述这种复合改性的方法,本发明最终显著改善了聚乳酸的耐热性能。
具体实施方式
12.为了使本发明所述的内容更加便于理解,下面结合具体实施方式对本发明的技术方案进一步具体的说明,但本发明并不限于这些实施例。
13.以下实施例中所用到的聚乳酸为光学纯度大于97%、重均分子量mw≥80000的l-聚乳酸;所用到的多元环氧树脂adr4468的环氧当量范围为200-500g/mol、数均分子量为600-8000;所用到的贝壳粉的目数为2000-3000目。
14.实施例1本实施例提供了一种聚乳酸改性材料的制备方法,所述方法包括以下步骤:(1)将聚乳酸和可降解聚酯聚丁二酸丁二醇酯分别置于鼓风干燥箱中,在75℃条件下干燥6小时;(2)取99.9重量份步骤(1)干燥后的聚乳酸,与0.1重量份多元环氧树脂adr4468加入到高混机中混合10min,其中,高混机的混料温度为40℃,混料转速为150r/min;(3)将步骤(2)得到的混合物全部加入到双螺杆机中挤出造粒,其中,挤出温度为170℃,螺杆长径比为44:1,螺杆直径为27mm,螺杆转速为200r/min;(4)取60重量份步骤(3)得到的粒料,与10重量份步骤(1)干燥后的聚丁二酸丁二醇酯,10重量份滑石粉,20重量份贝壳粉,0.3重量份二亚苄基山梨醇,1重量份芥酸酰胺,和0.2重量份抗氧剂168加入到高混机中混合30min,其中,高混机的混料温度为40℃,混料转速为150r/min;(5)将步骤(4)得到的混合物加入到双螺杆挤出机中挤出造粒,其中,挤出温度为170℃,螺杆长径比为44:1,螺杆直径为27mm,螺杆转速为200r/min,即得到所述聚乳酸改性材料。
15.将步骤(5)得到的聚乳酸改性材料粒料加入到注塑机中注塑成规格为80mm*10mm*4mm的条状试样,其中,注塑温度为170℃,保压冷却压力为80bar,保压冷却时间为45s;将得到的条状试样在湿度50rh%,温度23℃的环境下放置24h,测试其拉伸力学性能。
16.实施例2本实施例提供了一种聚乳酸改性材料的制备方法,所述方法包括以下步骤:(1)将聚乳酸和可降解聚酯聚丁二酸丁二醇酯分别置于鼓风干燥箱中,在75℃条件下干燥6小时;(2)取99.7重量份步骤(1)干燥后的聚乳酸,与0.3重量份多元环氧树脂adr4468加入到高混机中10min,其中,高混机的混料温度为40℃,混料转速为150r/min;(3)将步骤(2)得到的混合物全部加入到双螺杆挤出机中挤出造粒,其中,挤出温度为170℃,螺杆长径比为44:1,螺杆直径为27mm,螺杆转速为200 r/min;(4)取60重量份步骤(3)得到的粒料,与10重量份步骤(1)干燥后的聚丁二酸丁二醇酯,10重量份滑石粉,20重量份贝壳粉,0.3重量份二亚苄基山梨醇,1重量份芥酸酰胺,和0.2重量份抗氧剂168加入到高混机中混合30min,其中,高混机的混料温度为40℃,混料转速为150r/min;(5)将步骤(4)得到的混合物加入到双螺杆挤出机中挤出造粒,其中,挤出温度为170℃,螺杆长径比为44:1,螺杆直径为27mm,螺杆转速为200r/min,即得到所述聚乳酸改性材料。
17.将步骤(5)得到的聚乳酸改性材料粒料加入到注塑机中注塑成规格为80mm*10mm*4mm的条状试样,其中,注塑温度为170℃,保压冷却压力为80bar,保压冷却时间为45s;将得到的条状试样在湿度50rh%,温度23℃的环境下放置24h,测试其拉伸力学性能;实施例3本实施例提供了一种聚乳酸改性材料的制备方法,所述方法包括以下步骤:(1)将聚乳酸和可降解聚酯聚丁二酸丁二醇酯分别置于鼓风干燥箱中,在75℃条件下干燥6小时;(2)取99.7重量份步骤(1)干燥后的聚乳酸,与0.3重量份多元环氧树脂adr4468加入到高混机中混合10min,其中,高混机的混料温度为40℃,混料转速为150r/min;(3)将步骤(2)得到的混合物全部加入到双螺杆挤出机中挤出造粒,其中,挤出温度为170℃,螺杆长径比为44:1,螺杆直径为27mm,螺杆转速为 r/min;(4)取70重量份步骤(3)得到的粒料,与10重量份步骤(1)干燥后的聚丁二酸丁二醇酯,10重量份滑石粉,10重量份贝壳粉,0.3重量份二亚苄基山梨醇,1重量份芥酸酰胺,和0.2重量份抗氧剂168加入到高混机中混合30min,其中,高混机的混料温度为40℃,混料转速为150r/min;(5)将步骤(4)得到的混合物加入到双螺杆挤出机中挤出造粒,其中,挤出温度为170℃,螺杆长径比为44:1,螺杆直径为27mm,螺杆转速为200r/min,即得到所述聚乳酸改性材料。
18.将步骤(5)得到的聚乳酸改性材料粒料加入到注塑机中注塑成规格为80mm*10mm*4mm的条状试样,其中,注塑温度为170℃,保压冷却压力为80bar,保压冷却时间为45s,将得到的条状试样在湿度50rh%,温度23℃的环境下放置24h,测试其拉伸力学性能。
19.实施例4本实施例提供了一种聚乳酸改性材料的制备方法,所述方法包括以下步骤:(1)将聚乳酸和可降解聚酯聚丁二酸丁二醇酯分别置于鼓风干燥箱中,在75℃条件下干燥6小时;(2)取99.7重量份步骤(1)干燥后的聚乳酸,与0.3重量份多元环氧树脂adr4468加入到高混机中混合10min,其中,高混机的混料温度为40℃,混料转速为150r/min;(3)将步骤(2)得到的混合物全部加入到双螺杆挤出机中挤出造粒,其中,挤出温度为170℃,螺杆长径比为44:1,螺杆直径为27mm,螺杆转速为 r/min;(4)取60重量份步骤(3)得到的粒料,与20重量份步骤(1)干燥后的聚丁二酸丁二醇酯,10重量份滑石粉,10重量份贝壳粉,0.3份重量份二亚苄基山梨醇,1重量份芥酸酰胺,和0.2重量份抗氧剂168加入到高混机中混合30min,其中,高混机的混料温度为40℃,混料转速为150r/min;(5)将步骤(4)得到的混合物加入到双螺杆挤出机中挤出造粒,其中,挤出温度为170℃,螺杆长径比为44:1,螺杆直径为27mm,螺杆转速为200r/min,即得到所述聚乳酸改性材料。
20.将步骤(5)得到的聚乳酸改性材料粒料加入到注塑机中注塑成规格为80mm*10mm*4mm的条状试样,其中,注塑温度为170℃,保压冷却压力为80bar,保压冷却时间为45s,得到的条状试样在湿度50rh%,温度23℃的环境下放置24h,测试其拉伸力学性能测试。
21.实施例5本实施例提供了一种聚乳酸改性材料的制备方法,所述方法包括以下步骤:(1)将聚乳酸和可降解聚酯聚丁二酸丁二醇酯分别置于鼓风干燥箱中,在75℃条件下干燥6小时;(2)取99.7重量份步骤(1)干燥后的聚乳酸,与0.3重量份多元环氧树脂adr4468在高混机中混合10min,其中,高混机的混料温度为40℃,混料转速为150r/min;(3)将步骤(2)得到的混合物全部加入到双螺杆挤出机中挤出造粒,其中,挤出温度为170℃,螺杆长径比为44:1,螺杆直径为27mm,螺杆转速为200 r/min;(4)取60重量份步骤(3)得到的粒料,与10重量份步骤(1)干燥后的聚丁二酸丁二醇酯,20重量份滑石粉,10重量份贝壳粉,0.3重量份二亚苄基山梨醇,1重量份芥酸酰胺,和0.2重量份抗氧剂168加入到高混机中混合得30min,其中,高混机的混料温度为40℃,混料转速为150r/min;(5)将步骤(4)得到的混合物加入到双螺杆挤出机中挤出造粒,其中,挤出温度为170℃,螺杆长径比为44:1,螺杆直径为27mm,螺杆转速为200r/min,即得到所述聚乳酸改性材料。
22.将步骤(5)得到的聚乳酸改性材料粒料加入到注塑机中注塑成规格为80mm*10mm*4mm的条状试样,其中,注塑温度为170℃,保压冷却压力为80bar,保压冷却时间为45s,将得到的条状试样在湿度50rh%,温度23℃的环境下放置24h,测试其拉伸力学性能。
23.实施例6本实施例提供了一种聚乳酸改性材料的制备方法,所述方法包括以下步骤:(1)将聚乳酸和可降解聚酯聚丁二酸丁二醇酯分别置于鼓风干燥箱中,在75℃条
件下干燥6小时;(2)取99.7重量份步骤(1)干燥后的聚乳酸,与0.3重量份多元环氧树脂adr4468加入到高混机中混合10min,其中,高混机的混料温度为40℃,混料转速为150r/min;(3)将步骤(2)得到的混合物全部加入到双螺杆挤出机中挤出造粒,其中,挤出温度为170℃,螺杆长径比为44:1,螺杆直径为27mm,螺杆转速为200 r/min;(4)取50重量份步骤(3)得到的粒料,与30重量份步骤(1)干燥后的聚丁二酸丁二醇酯,10重量份滑石粉,10重量份贝壳粉,0.3重量份二亚苄基山梨醇,1重量份芥酸酰胺,和0.2重量份抗氧剂168加入到高混机中混合30min,其中,高混机的混料温度为40℃,混料转速为150r/min;(5)将步骤(4)得到的混合物加入到双螺杆挤出机中挤出造粒,其中,挤出温度为170℃,螺杆长径比为44:1,螺杆直径为27mm,螺杆转速为200r/min,即得到所述聚乳酸改性材料。
24.将步骤(5)得到的聚乳酸改性材料粒料加入到注塑机中注塑成规格为80mm*10mm*4mm的条状试样,其中,注塑温度为170℃,保压冷却压力为80bar,保压冷却时间为45s,将得到的条状试样在湿度50rh%,温度23℃的环境下放置24h,测试其拉伸力学性能。
25.实施例7本实施例提供了一种聚乳酸改性材料的制备方法,所述方法包括以下步骤:(1)将聚乳酸和可降解聚酯聚丁二酸丁二醇酯分别置于鼓风干燥箱中,在75℃条件下干燥6小时;(2)取99.7重量份步骤(1)干燥后的聚乳酸,与0.3重量份多元环氧树脂adr4468加入到高混机中混合10min,其中,高混机的混料温度为40℃,混料转速为150r/min;(3)将步骤(2)得到的混合物全部加入到双螺杆挤出机中挤出造粒,其中挤出温度为170℃,螺杆长径比为44:1,螺杆直径为27mm,螺杆转速为200 r/min;(4)取65重量份步骤(3)得到的粒料,与15重量份步骤(1)干燥后的聚丁二酸丁二醇酯,10重量份滑石粉,10重量份贝壳粉,0.3重量份二亚苄基山梨醇,1重量份芥酸酰胺,和0.2重量份抗氧剂168加入到高混机中混合30min,其中,高混机的混料温度为40℃,混料转速150r/min;(5)将步骤(4)得到的混合物加入到双螺杆挤出机中挤出造粒,其中,挤出温度为170℃,螺杆长径比为44:1,螺杆直径为27mm,螺杆转速为200r/min,即得到所述聚乳酸改性材料。
26.将步骤(5)得到的聚乳酸改性材料粒料加入到注塑机中注塑成规格为80mm*10mm*4mm的条状试样,其中,注塑温度为170℃,保压冷却压力为80bar,保压冷却时间为45s,将得到的条状试样在湿度50rh%,温度23℃的环境下放置24h,测试其拉伸力学性能。
27.对比例1本对比例提供了一种聚乳酸改性材料的制备方法,所述方法包括以下步骤:(1)将聚乳酸置于鼓风干燥箱中,在75℃条件下干燥6小时;(2)取70重量份步骤(1)干燥后的聚乳酸,10重量份滑石粉,20重量份贝壳粉,0.3重量份二亚苄基山梨醇,1重量份芥酸酰胺,与0.2重量份抗氧剂168加入到高混机中混合30min,其中,高混机的混料温度为40℃,混料转速为150r/min;
(3)将步骤(2)得到的混合物加入到双螺杆挤出机中挤出造粒,其中,挤出温度为170℃,螺杆长径比为44:1,螺杆直径为27mm,螺杆转速为200r/min,即得到所述聚乳酸改性材料。
28.将步骤(3)得到的聚乳酸改性材料粒料加入到注塑机中注塑成规格为80mm*10mm*4mm的条状试样,其中,注塑温度为170℃,保压冷却压力为80bar,保压冷却时间为45s;将得到的条状试样在湿度50rh%,温度23℃的环境下放置24h,测试其拉伸力学性能。
29.对比例2本对比例提供了一种聚乳酸改性材料的制备方法,所述方法包括以下步骤:(1)将聚乳酸和可降解聚酯聚丁二酸丁二醇酯分别置于鼓风干燥箱中,在75℃条件下干燥6小时;(2)取60重量份步骤(1)干燥后的聚乳酸,0.3重量份多元环氧树脂,10重量份步骤(1)干燥后的聚丁二酸丁二醇酯,10重量份滑石粉,20重量份贝壳粉,0.3重量份二亚苄基山梨醇,1重量份芥酸酰胺,与0.2重量份抗氧剂168加入到高混机中混合30min,其中,高混机的混料温度为40℃,混料转速为150r/min;(3)将步骤(2)得到的混合物加入到双螺杆挤出机中挤出造粒,其中,挤出温度为170℃,螺杆长径比为44:1,螺杆直径为27mm,螺杆转速为200r/min,即得到所述聚乳酸改性材料。
30.将步骤(3)得到的聚乳酸改性材料粒料加入到注塑机中注塑成规格为80mm*10mm*4mm的条状试样,其中,注塑温度为170℃,保压冷却压力为80bar,保压冷却时间为45s;将得到的条状试样在湿度50rh%,温度23℃的环境下放置24h,测试其拉伸力学性能。
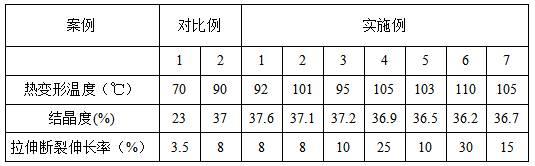
31.上述实施例1-7以及对比例1-2得到的聚乳酸改性材料的性能测试的具体测试结果如下表所示。
32.表1 聚乳酸改性材料的性能测试结果以上所述仅为本发明的较佳实施例,凡依本发明申请专利范围所做的均等变化与修饰,皆应属本发明的涵盖范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1