一种热塑性复合材料及其制备方法和应用与流程
本发明涉及应用材料,尤其涉及一种热塑性复合材料及其制备方法和应用。
背景技术:
1、现今应用的最广泛的复合材料是碳纤维复合材料,其中最广泛的基体材料为热固性的环氧树脂。环氧树脂在未完全固化时呈液态或粘性态(预浸料),在模具辅助下浸渍碳纤维完成固化。这意味着复合材料的成型和构件外形的成型是同时完成的,成型完成后模具仍和复合材料构件贴合。因此在成型具有复杂空腔的复合材料零件时,如果采用硬质芯模成型空腔,树脂固化后复材件内部的芯模可能会出现无法脱模的问题。
2、低熔点合金在常温下具有较高的强度,在温度升高后达到合金熔点,低熔点合金融化。左龙彦等人的研究中(左龙彦,田杰,诸静,王晓蕾,居建国.复合材料异型构件成型技术[j].宇航材料工艺,2015,45(02):77-79)可知,一般低熔点合金熔点在100℃左右,在熔点前后合金弹性模量相差数个数量级,但是低熔点合金虽然在常温下具有较高强度,可以实现复合材料预浸料的铺贴,但在复合材料零件固化时,温度高于合金熔点,合金熔化后无法为固化中的复合材料零件提供型面支撑。
3、水溶性材料是指用水溶性胶粘剂或固体填料粘接在一起,根据使用要求将材料制成一定形状。李熠杰等人的研究中(李熠杰,陈利.rtm成型用水溶性芯模研制[j].玻璃钢/复合材料,2019(07):55-59)可知,该种材料在使用温度范围内能保持原有形状和力学性能,在水流或其余溶剂的浸润下,可以使得水溶性材料溶解,但是水溶材料是一次性使用材料,每次生产后需要重新制作材料和零件。若整个模具的结构比较复杂,则需要依赖内部型架来保证外部模具尺寸,型架装配较为困难,因此极难应用于长径比较大的零件的制造。
4、形状记忆聚合物材料(smp)在不同外界激励(如热量、光、磁场)下具有保持临时变形的能力,当再次受到外界激励且不受其余约束时可恢复到初始形状。zhang和leng等人进行了smp材料研究,并制备了瓶形芯模和风道形芯模(zhang l,du h,liu l,etal.analysis and design of smart mandrels using shape memory polymers[j].composites part b:engineering,2014,59:230-237),验证了smp芯模的外界刺激响应变形的特性,但是对于形状记忆聚合物芯模,由于缺少增强相,虽然能实现加热软化脱模功能,但是芯模自身强度不足,难以确保零件精度,而且可能出现随着使用次数增加芯模性能下降的问题。
5、综上所述,开发一种利于成型芯模,便于脱模的材料至关重要。
技术实现思路
1、针对现有技术的不足,本发明的目的在于提供一种热塑性复合材料及其制备方法和应用,所述热塑性复合材料的玻璃态转变温度远低于一般热塑性复合材料的同时,在常温下能够保证一定的力学强度;使用所述热塑性复合材料制造复合材料成型芯模,可以避免热固性复合材料零件成型后无法脱模的问题。
2、为达此目的,本发明采用以下技术方案:
3、第一方面,本发明提供一种热塑性复合材料,以所述热塑性复合材料的制备原料的总质量为100%计,所述制备原料包括如下组分:
4、
5、
6、本发明中,所述热塑性复合材料在常温下具有一定的强度并且玻璃化转变温度较低,所述热塑性复合材料可以用于制造含复杂空腔的热固性复合材料零件的成型芯模,解决热固性复合材料零件脱模问题。
7、本发明中,所述聚甲基丙烯酸甲酯的质量百分数为28%-76%,例如30%、35%、40%、45%、50%、55%、60%、65%、70%、75%等。
8、所述环氧树脂的质量百分数为8%-20%,例如10%、12%、14%、16%、18%等。
9、所述固化剂的质量百分数为0.5%-3.5%,例如1%、1.5%、2%、2.5%、3%等。
10、所述碳粉的质量百分数为3%-7%,例如3.5%、4%、4.5%、5%、5.5%、6%、6.5%等。
11、优选地,所述热塑性复合材料的玻璃化转变温度为60-100℃,例如70℃、80℃、90℃等。
12、优选地,所述制备原料还包括碳纤维平纹织物。
13、优选地,所述碳纤维平纹织物和碳粉的总质量百分数≤40%,例如38%、36%、35%、30%、25%、20%、15%、10%等。
14、本发明中,根据对所述热塑性复合材料力学性能要求的不同,可以增加碳纤维平纹布和碳粉含量,其中碳纤维平纹布和碳粉含量原则上不得超过复合材料总重量的40%,否则会出现基体材料浸润不完全、材料内部存在大量孔隙和分层的情况,反而导致热塑性复合材料力学性能下降。
15、优选地,所述碳纤维平纹织物的质量百分数为10%-37%,例如15%、20%、25%、30%、35%等。
16、优选地,所述制备原料还包括液态丁腈橡胶。
17、根据对所述热塑性复合材料的玻璃态转变温度要求的不同,本发明可以通过增加液态丁腈橡胶的方式在一定程度上降低材料的玻璃态转变温度。
18、优选地,所述液态丁腈橡胶的质量百分数为8%-30%,例如10%、12%、14%、16%、18%、20%、22%、24%、26%、28%等。
19、本发明所述热塑性复合材料的制备原料中,液态丁腈橡胶占复合材料总重量不得超过40%,使得热塑性复合材料的最低玻璃态转变温度不低于60℃,同时液态丁腈橡胶会在一定程度上降低热塑性复合材料的硬度和力学性能,含量太高会使热塑性复合材料的硬度和力学性能不满足要求。
20、第二方面,本发明提供一种第一方面所述的热塑性复合材料的制备方法,所述制备方法包括如下步骤:
21、将聚甲基丙烯酸甲酯、环氧树脂和碳粉第一次混合,再将混合料与固化剂第二次混合,固化,得到所述热塑性复合材料。
22、优选地,所述第一次混合的方式为搅拌。
23、优选地,所述搅拌的速率为50-100r/min,例如60r/min、70r/min、80r/min、90r/min等,进一步优选60r/min。
24、优选地,所述搅拌的时间为30-90min,例如40min、50min、60min、70min、80min等。
25、优选地,所述第二次混合的方式为搅拌。
26、优选地,所述搅拌的速率为50-100r/min,例如60r/min、70r/min、80r/min、90r/min等,进一步优选60r/min。
27、优选地,所述搅拌的时间为5-15min,例如6min、7min、8min、9min、1min、11min、12min、13min、14min等。
28、优选地,所述制备方法还包括将液态丁腈橡胶与所述聚甲基丙烯酸甲酯、环氧树脂、碳粉第一次混合。
29、优选地,所述固化的温度为20-30℃,例如22℃、24℃、26℃、28℃等。
30、优选地,所述固化的时间为1-10h,例如2h、4h、6h、8h等。
31、优选地,所述固化在设置有碳纤维平纹织物的模具中进行。
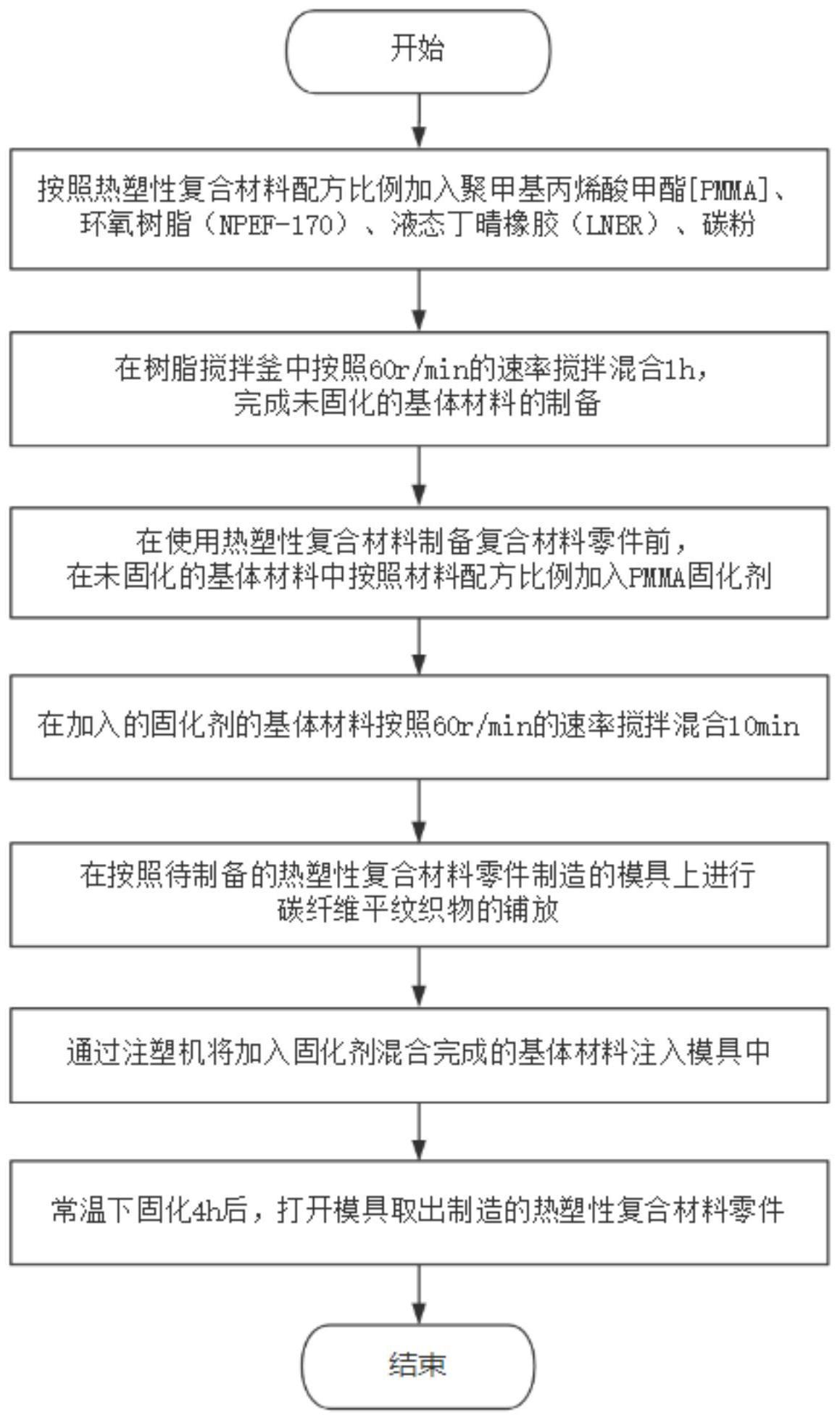
32、作为优选的技术方案,所述制备方法包括如下步骤:
33、(1)将聚甲基丙烯酸甲酯、环氧树脂和碳粉在速率为50-100r/min的条件下搅拌30-90min,完成第一次混合;
34、(2)再将混合料与固化剂在速率为50-100r/min的条件下搅拌5-15min,完成第二次混合;
35、(3)将第二次混合后的物料在20-30℃下固化1-10h,得到所述热塑性复合材料;
36、可选地,所述步骤(1)中,所述第一次混合的原料还包括液态丁腈橡胶;
37、可选地,所述步骤(3)中,所述固化在设置有碳纤维平纹织物的模具中进行。
38、第三方面,本发明提供一种芯模,所述芯模的制备原料包括第一方面所述的热塑性复合材料。
39、本发明所述热塑性复合材料在常温下较高的强度特性和加热软化特性,可在芯模上直接铺贴预浸料并固化,待芯模与零件一同冷却后,再加热到100℃左右(低于热固性复合材料零件玻璃态转变温度)时便可使芯模软化取出,利用这种热塑性复合材料制造的芯模可以解决含复杂空腔的热固性复合材料零件成型后无法脱模的问题,并且利用芯模的加热软化特性可实现其重复利用。
40、第四方面,本发明提供一种第三方面所述的芯模的制备方法,所述制备方法包括如下步骤:
41、将聚甲基丙烯酸甲酯、环氧树脂和碳粉第一次混合,再将混合料与固化剂第二次混合,固化,得到所述芯模。
42、可选地,所述第一次混合的原料还包括液态丁腈橡胶和/或碳纤维平纹织物。
43、示例性地,所述制备方法包括如下步骤:
44、将聚甲基丙烯酸甲酯、环氧树脂和碳粉以及任选的液态丁腈橡胶第一次混合,再将混合料与固化剂第二次混合,固化,得到所述芯模。
45、优选地,所述固化在设置有碳纤维平纹织物的模具中进行。
46、优选地,所述固化后还包括进行冷却,再加热至所述芯模的玻璃化转变温度以下,脱模得到热固性复合材料零件,然后再次在模具上固化重复得到所述芯模。
47、作为优选的技术方案,所述制备方法包括如下步骤:
48、(1)将聚甲基丙烯酸甲酯、环氧树脂和碳粉在速率为50-100r/min的条件下搅拌30-90min,完成第一次混合;
49、(2)再将混合料与固化剂在速率为50-100r/min的条件下搅拌5-15min,完成第二次混合;
50、(3)将第二次混合后的物料在20-30℃下固化1-10h,得到所述热塑性复合材料;
51、可选地,所述步骤(1)中,所述第一次混合的原料还包括液态丁腈橡胶;
52、可选地,所述步骤(3)中,所述固化在设置有碳纤维平纹织物的模具中进行。
53、相对于现有技术,本发明具有以下有益效果:
54、(1)本发明中,所述芯模所使用的热塑性复合材料的玻璃态转变温度远低于一般热塑性复合材料的同时,在常温下能够保证一定的力学强度;使用所述热塑性复合材料制造复合材料成型芯模,可以避免热固性复合材料零件成型后无法脱模的问题。
55、(2)本发明中,所述热塑性复合材料的玻璃化转变温度在65-100℃之间,拉伸弹性模量在3.12-33.27gpa之间,弯曲弹性模量在3.55-42.50gpa之间,巴氏硬度在27-40之间。
- 还没有人留言评论。精彩留言会获得点赞!