气凝胶/热塑性聚氨酯弹性体及制备方法和保温隔热材料
1.本发明涉及聚氨酯弹性体材料领域,尤其涉及一种气凝胶/热塑性聚氨酯弹性体及制备方法和保温隔热材料。
背景技术:
2.气凝胶材料是凝胶在保持其骨架不变的情况下,将内部的溶剂置换为空气后得到的一种轻质多孔固体材料,其孔隙率可达95%以上,气凝胶是目前世界上隔热性能最好的固体材料,也是最接近真空的隔热材料。
3.聚氨酯是指可通过多异氰酸酯与多元醇或具有异氰酸酯反应性基团的化合物的反应获得的产物,可广泛应用于保温隔热领域。气凝胶材料和聚氨酯组合起来可以起到协同作用,加工生产出保温隔热性能更加优异的复合材料,但是如何将所述两种材料进行复合,在提高产品保温隔热性能的同时,又能保证其可塑性以及化学稳定性仍然是值得研究的一项课题。
4.例如,现有技术公开了一种纳米二氧化硅改性聚氨酯弹性体及其制备方法,将聚醚多元醇、异氰酸酯和小分子二元醇经加成聚合反应制备聚氨酯预聚体,作为a组分;将扩链剂、硅酸乙酯和硅烷偶联剂混合均匀,纳米二氧化硅粒子由硅酸乙酯原位水解形成并被硅烷偶联剂表面疏水改性,将混合物脱除溶剂,制得b组分。将a组分和b组分按比例混匀、脱气、浇注、硫化成型,制得纳米改性聚氨酯弹性体。该发明实现了二氧化硅粒子在聚氨酯中的均匀分散,充分发挥了纳米粒子的增强效应,所制得的聚氨酯弹性体为纳米二氧化硅粒子交联,可显著改善聚氨酯弹性体的耐热性和化学稳定性;能适用于密封件对机械强度、耐磨性能、高弹性和耐油性的要求,具有广阔的市场前景。
5.但是,以上技术方案,无法针对不同的需求对产品进行塑性,在应用方面仍然具有局限性。
6.3d打印技术正在突破原料、工艺、成本等方面的制约,通过增材制造生产一些使用传统技术无法获得的产品,为工程师提供应用广泛的新材料,包括一些传统材料无法应用到的生物、催化、药物载体等领域。热塑性聚氨酯具有特殊的粘弹性性质,通过3d打印技术,可以生产出起到保温隔热作用的3d打印合泡沫。将气凝胶添加到热塑性聚氨酯中得到复合材料,所述复合材料通过3d打印技术制备得到的3d打印复合泡沫,因气凝胶与热塑性聚氨酯弹性体起到协同作用,能进一步提高产品的保温隔热性能,可广泛应用于具有保温隔热需求,并要求可根据所需对保温隔热材料进行设计构型的各种领域。
技术实现要素:
7.本发明的主要目的在于提供一种气凝胶/热塑性聚氨酯弹性体及其制备方法和保温隔热材料,旨在解决聚氨酯弹性材料隔热性能不理想、密度较大,不能根据产品功能所需对所述材料进行设计构型的技术问题。
8.为实现上述目的,本发明提供一种气凝胶/热塑性聚氨酯弹性体,所述气凝胶/热
塑性聚氨酯弹性体的组成包含气凝胶和热塑性聚氨酯弹性体,所述气凝胶/热塑性聚氨酯弹性体的密度为100-500kg
·
m-3
,导热系数为0.020-0.050w
·
m-1
·
k-1
,韧性为200-600j
·
m-3
,最大张力为500-1000kpa,断裂伸长率为40%-70%。
9.可选地,所述气凝胶的质量分数为1%-20%。
10.可选地,所述气凝胶/热塑性聚氨酯弹性体为蜂窝泡沫状,既可以进一步提升产品的保温隔热性能,又能降低产品的密度。
11.此外,为实现上述目的,本发明还提供一种气凝胶/热塑性聚氨酯弹性体的制备方法,所述制备方法包含以下步骤:
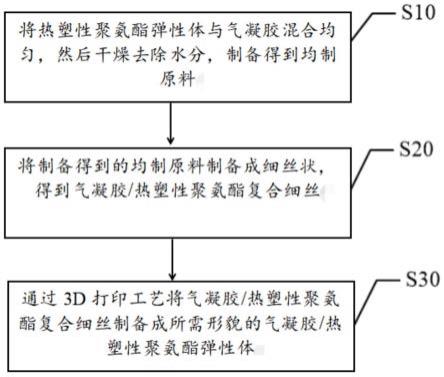
12.s10,将热塑性聚氨酯弹性体与气凝胶混合均匀,然后干燥去除水分,制备得到均制原料;
13.s20,将s10的均制原料制备成细丝状,得到气凝胶/热塑性聚氨酯复合细丝;
14.s30,通过3d打印工艺将气凝胶/热塑性聚氨酯复合细丝制备成所需形貌的气凝胶/热塑性聚氨酯弹性体。
15.本发明选用的热塑性聚氨酯材料为一种热可塑成型的高分子聚合物材料,使之在后续3d打印中实现形貌可控的效果。
16.可选地,s10通过打浆机或粉碎机将所述热塑性聚氨酯弹性体与气凝胶混合均匀。
17.可选地,s10所述热塑性聚氨酯弹性体含有经过阻燃改性的热塑性聚氨酯弹性体。
18.可选地,s10所述气凝胶的质量分数为1%-20%。
19.可选地,所述气凝胶根据产品功能所需进行改性。
20.可选地,s10所述气凝胶为二氧化硅气凝胶、碳气凝胶、纤维素气凝胶、二氧化锆气凝胶、氧化铝气凝胶中的任意一种或多种。
21.进一步可选地,所述二氧化硅气凝胶的改性为疏水性改性,使所述二氧化硅气凝胶从亲水性改性成疏水性。
22.可选地,将纤维素引入所述二氧化硅气凝胶中进行改性,达到增强气凝胶力学性能的效果。
23.可选地,将石墨烯引入所述二氧化硅气凝胶中进行改性,达到增强产品机械性能的效果。
24.可选地,s20通过挤出机将s10的均制原料加工成细丝状,既是为s30的3d打印技术奠定材料基础,还可以进一步加强气凝胶与热塑性聚氨酯的复合。
25.进一步可选地,s20的挤出温度为200-250℃。
26.可选地,根据3d打印技术的要求来控制s20所述气凝胶/热塑性聚氨酯复合细丝的粗细,所述气凝胶/热塑性聚氨酯复合细丝的直径为1.75-3mm。
27.可选地,s10的干燥温度为80-150℃。
28.可选地,s10的干燥时间为1-12h。
29.可选地,s30使用3d绘图软件绘制所需打印模型,并结合切片软件和3d打印机将s20的气凝胶/热塑性聚氨酯复合细丝打印成所需打印模型的气凝胶/热塑性聚氨酯弹性体。
30.进一步可选地,所述打印模型为蜂窝状。
31.本发明还提供一种保温隔热材料,所述保温隔热材料为通过本发明技术制备得到
的气凝胶/热塑性聚氨酯弹性体,可以广泛应用于有保温隔热需求的各种领域,并可以根据所需,通过3d打印技术对所述保温隔热材料进行塑形。
32.本发明所能实现的有益效果:
33.本发明提供了一种气凝胶/热塑性聚氨酯弹性体,原料之间得到紧密复合,具备较低的导热系数与密度,得到优异的隔热保温效果,且能实现产品形貌可调的功能,同时也兼备了优异的力学性能,拓宽了产品的应用范围。
34.本发明将气凝胶和热塑性聚氨酯混合均匀制得均制原料,再将均制原料加工成气凝胶/热塑性聚氨酯复合细丝,既是为3d打印技术奠定材料基础,还可以进一步加强气凝胶与热塑性聚氨酯的复合,而气凝胶和热塑性聚氨酯起到协同作用,能进一步加强产品的保温隔热效果。
35.本发明通过3d打印技术使产品的形貌可调,将产品设计成蜂窝状,能有效地提高其保温隔热功效果的同时,又显著地降低产品的密度。
附图说明
36.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面对实施例或现有技术描述中所需要使用的附图做简单的介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
37.图1为本发明气凝胶/热塑性聚氨酯弹性体制备方法的流程示意图。
38.本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
39.应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
40.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
41.在本发明中如涉及“第1”、“第2”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第1”、“第2”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
42.本发明提供一种气凝胶/热塑性聚氨酯弹性体的制备方法,参照图1,所述气凝胶/热塑性聚氨酯弹性体的制备方法包括以下步骤:
43.s10,将热塑性聚氨酯弹性体与气凝胶混合均匀,然后干燥去除水分,制备得到均制原料。
44.需要说明的是,本发明选用的热塑性聚氨酯材料为一种热可塑成型的高分子聚合物材料,使之在后续3d打印中实现形貌可控的效果。
45.具体地,所述热塑性聚氨酯弹性体与气凝胶的状态不受限制,在本实施例中,所述热塑性聚氨酯弹性体为颗粒状、块状或细丝状中的任意一种或多种,所述气凝胶为颗粒状、块状或粉末状中的任意一种或多种。
46.具体地,所述热塑性聚氨酯弹性体可以根据产品性能所需由一种或多种改性后的热塑性聚氨酯弹性体组成,在本实施例中,热塑性聚氨酯弹性体中含有阻燃性热塑性聚氨酯弹性体。
47.具体地,所述气凝胶为二氧化硅气凝胶、碳气凝胶、纤维素气凝胶、二氧化锆气凝胶、氧化铝气凝胶中的任意一种或多种。
48.进一步地,所述气凝胶可以根据产品功能所需进行改性,在本实施例中,所述二氧化硅气凝胶从亲水性改性为疏水性,避免因水分的存在影响其结构与性能;将纤维素引入所述二氧化硅气凝胶中进行改性,能达到增强气凝胶力学性能的效果;将石墨烯引入所述二氧化硅气凝胶中进行改性,能达到增强产品机械性能的效果。
49.具体地,本发明不限制热塑性聚氨酯弹性体与气凝胶混合均匀的设备,在本实施例中,所述设备为粉碎机或打浆机。
50.具体地,本发明在具有干燥功能的设备中进行干燥,在本实施例中,所述具有干燥功能的设备为烘干箱,选择80-150℃的温度条件进行干燥1-12h,去除水分,避免因水分过多影响将均制原料制备成细丝状的成型效果,同时也防止对最终产品的质量造成不良影响,例如,若3d打印所用的原材料含水量过多,产品容易出现气泡、皱纹、波浪,产品表面容易变得灰暗无光,物理性能和力学性能也会随之下降。
51.具体地,所述气凝胶的质量分数为1%-20%。
52.需要说明的是,所述气凝胶的质量分数为1%-20%理解为:气凝胶质量占所述热塑性聚氨酯弹性体与气凝胶质量之和的1%-20%。
53.s20,将s10的均制原料制备成细丝状,得到气凝胶/热塑性聚氨酯复合细丝;
54.需要说明的是,本实施例使用挤出机将s10的原料制备成细丝状,一方面,所述气凝胶/热塑性聚氨酯复合细丝能为3d打印技术奠定原料基础,另一方面,能进一步加强热塑性聚氨酯弹性体与气凝胶的复合。
55.需要说明的是,所述气凝胶/热塑性聚氨酯复合细丝的粗细根据3d打印技术的要求来确定。进一步地,所述气凝胶/热塑性聚氨酯复合细丝的直径为1.75-3mm。
56.s30,通过3d打印工艺将s20的气凝胶/热塑性聚氨酯复合细丝制备成所需形貌的气凝胶/热塑性聚氨酯弹性体。
57.具体地,使用3d绘图软件绘制所需打印模型,并根据所需来设置切片软件的参数和3d打印机的参数,以s20的气凝胶/热塑性聚氨酯弹性体复合细丝为打印原料,制备成所需打印模型的气凝胶/热塑性聚氨酯弹性体。进一步地,所述打印模型为蜂窝状,能有效地提高产品的保温隔热的功能,使之兼备较低的导热系数与较低的密度。
58.实施例1
59.参照图1,图1为本发明一种气凝胶/热塑性聚氨酯弹性体的制备方法第1实施例的流程示意图。
60.本实施例中,所述一种气凝胶/热塑性聚氨酯弹性体的制备方法包括以下步骤:
61.s10,取495g热塑性聚氨酯弹性体粒料和5g二氧化硅气凝胶颗粒放入粉碎机中,进
行粉碎,完成颗粒的细化与混合后,再放入105℃的烘箱中干燥7h以除去水分,制备得到均制原料。
62.s20,用挤出机将s10的均制原料在210℃温度条件下挤出加工成3d打印技术所需粗细的气凝胶/热塑性聚氨酯弹性体复合细丝,所述气凝胶/热塑性聚氨酯弹性体复合细丝的直径为1.75mm。
63.s30,使用3d绘图软件绘制蜂窝状打印模型,将切片软件参数设置成层高为0.2mm、壁厚为0.8mm、壁走线次数为2、顶层/底层厚度为0.8mm、顶层/底层层数为4、填充密度为20%、填充图案为网格、打印速度为60mm/s、无支撑,将3d打印机主要参数设置成印刷温度210℃、基板温度60℃、打印速度50%,默认剩余的其他参数,将s20的气凝胶/热塑性聚氨酯弹性体复合细丝打印成蜂窝状气凝胶/热塑性聚氨酯弹性体。
64.在本实施例中,得到的蜂窝状气凝胶/热塑性聚氨酯弹性体,气凝胶与热塑性聚氨酯弹性体之间得到很好的复合,产品兼备较低的导热系数和较低的密度,实现了优异的保温隔热功能,能作为一种保温隔热材料来应用。
65.实施例2
66.参照图1,图1为本发明一种气凝胶/热塑性聚氨酯弹性体的制备方法第2实施例的流程示意图。
67.本实施例中,所述一种气凝胶/热塑性聚氨酯弹性体的制备方法包括以下步骤:
68.s10,取450g块状热塑性聚氨酯弹性体和50g二氧化锆气凝胶颗粒放入粉碎机中,进行粉碎,完成颗粒的细化与混合后,再放入90℃的烘箱中干燥8h以除去水分,制备得到均制原料。
69.s20,用挤出机将s10的均制原料在200℃条件下挤出加工成3d打印技术所需粗细的气凝胶/热塑性聚氨酯弹性体复合细丝,所述气凝胶/热塑性聚氨酯弹性体复合细丝的直径为3mm。
70.s30,使用3d绘图软件绘制蜂窝状打印模型,将切片软件参数设置成层高为0.2mm、壁厚为0.8mm、壁走线次数为2、顶层/底层厚度为0.8mm、顶层/底层层数为4、填充密度为20%、填充图案为三角形、打印速度为30mm/s、无支撑,再将3d打印机主要参数设置成印刷温度210℃、基板温度60℃、打印速度50%,默认剩余的其他参数,将s20的气凝胶/热塑性聚氨酯弹性体复合细丝打印成蜂窝状气凝胶/热塑性聚氨酯弹性体。
71.本实施例的产品具有与实施例1的产品相同的优点,在此不再赘述。
72.实施例3
73.参照图1,图1为本发明一种气凝胶/热塑性聚氨酯弹性体的制备方法第3实施例的流程示意图。
74.本实施例中,所述一种气凝胶/热塑性聚氨酯弹性体的制备方法包括以下步骤:
75.s10,取400g粉末状热塑性聚氨酯弹性体和100g氧化铝气凝胶颗粒放入粉碎机中,进行粉碎,完成颗粒的细化与混合后,再放入130℃的烘箱中干燥6h以除去水分,制备得到均制原料。
76.s20,用挤出机将s10的均制原料在220℃温度条件下挤出加工成3d打印技术所需粗细的气凝胶/热塑性聚氨酯弹性体复合细丝,所述气凝胶/热塑性聚氨酯弹性体复合细丝的直径为2mm。
77.s30,使用3d绘图软件绘制蜂窝状打印模型,将切片软件参数设置层高为0.1mm、壁厚为0.8mm、壁走线次数为2、顶层/底层厚度为0.8mm、顶层/底层层数为2、填充密度为30%、填充图案为网格、打印速度为90mm/s、无支撑,将3d打印机主要参数设置成印刷温度210℃、基板温度40℃、打印速度100%,默认剩余的其他参数,将s20的气凝胶/热塑性聚氨酯弹性体复合细丝打印成蜂窝状气凝胶/热塑性聚氨酯弹性体。
78.本实施例的产品具有与实施例1的产品相同的优点,在此不再赘述。
79.实施例4
80.参照图1,图1为本发明一种气凝胶/热塑性聚氨酯弹性体的制备方法第4实施例的流程示意图。
81.本实施例中,所述一种气凝胶/热塑性聚氨酯弹性体的制备方法包括以下步骤:
82.s10,取475g热塑性聚氨酯弹性体粒料和25g粉末状石墨烯/二氧化硅气凝胶放入打浆机中进行打浆,完成颗粒的细化与混合后,再放入150℃的烘箱中干燥1h以除去水分,得到均制原料;
83.具体地,s10热塑性聚氨酯弹性体中含有阻燃性热塑性聚氨酯弹性体,可以使最终产品气凝胶/热塑性聚氨酯弹性体具有阻燃功能。
84.s20,用挤出机将s10的均制原料在250℃温度条件下挤出加工成3d打印技术所需粗细的气凝胶/热塑性聚氨酯弹性体复合细丝,所述气凝胶/热塑性聚氨酯弹性体复合细丝的直径为2.5mm。
85.s30,使用3d绘图软件绘制蜂窝状打印模型,将切片软件参数设置成层高为0.2mm、壁厚为0.8mm、壁走线次数为4、顶层/底层厚度为0.4mm、顶层/底层层数为2、填充密度为20%、填充图案为网格、打印速度为60mm/s、无支撑,将3d打印机主要参数设置成印刷温度210℃、基板温度60℃、打印速度150%,默认剩余的其他参数,将s20的气凝胶/热塑性聚氨酯弹性体复合细丝打印成蜂窝状气凝胶/热塑性聚氨酯弹性体。
86.本实施例的产品具有与实施例1的产品相同的优点,在此不再赘述。
87.实施例5
88.参照图1,图1为本发明一种气凝胶/热塑性聚氨酯弹性体的制备方法第5实施例的流程示意图。
89.本实施例中,所述一种气凝胶/热塑性聚氨酯弹性体的制备方法包括以下步骤:
90.s10,取495g热塑性聚氨酯弹性体粒料和5g纤维素/二氧化硅气凝胶颗粒放入粉碎机中粉碎,完成颗粒的细化与混合后,再放入80℃的烘箱中干燥12h以去除水分,得到均制原料;
91.s20,用挤出机将s10的均制原料在240℃条件下挤出成3d打印技术所需粗细的气凝胶/热塑性聚氨酯弹性体复合细丝,所述气凝胶/热塑性聚氨酯弹性体复合细丝的直径为1.75mm;
92.s30,使用3d绘图软件绘制板状打印模型,将切片软件参数设置成层高为0.2mm、壁厚为0.8mm、壁走线次数为4、顶层/底层厚度为0.4mm、顶层/底层层数为2、填充密度为20%、填充图案为网格、打印速度为60mm/s、无支撑,将3d打印机主要参数设置成印刷温度210℃、基板温度60℃、打印速度150%,默认剩余的其他参数,将s20的气凝胶/热塑性聚氨酯弹性体复合细丝打印成板状气凝胶/热塑性聚氨酯弹性体。
93.本实施例的产品具有与实施例1的产品相同的优点,在此不再赘述。
94.对比例1
95.对比例1与实施例1的制备方法基本相同,不同之处在于,不添加二氧化硅气凝胶颗粒。
96.对比例2
97.对比例2与实施例1的制备方法基本相同,不同之处在于,在s20之后,将气凝胶/热塑性聚氨酯弹性体复合细丝再进行糅合、压制得到复合板。
98.性能测试
99.测定实施例1-5和对比例1-2所得气凝胶/热塑性聚氨酯弹性体的性能,结果见表1。
100.表1实施例1-5和对比例1-2所得产品的性能
101.性能测试项目实施例1实施例2实施例3实施例4实施例5对比例1对比例2密度(kg
·
m-3
)300250450100500860890导热系数(w
·
m-1
·
k-1
)0.0200.0200.0400.0500.0500.0800.090韧性(j
·
m-3
)200400400500600100150最大张力(kpa)6008505009501000350400断裂伸长率(%)50407060702530
102.由表1可知:
103.通过本发明技术制备得到的气凝胶/热塑性聚氨酯弹性体具有100-500kg
·
m-3
的较低密度,实施例1-5得到的产品的导热系数相对对比例1-2得到的产品的导热系数,降低了37.5%-77.8%,显著提高了产品的保温隔热效果。
104.由对比例1意外发现,气凝胶是影响着气凝胶/热塑性聚氨酯弹性体的导热系数、密度的重要因素之一。
105.由对比例2可知,只是简单地将气凝胶与热塑性聚氨酯弹性体进行粉碎细化复合,得到的产品的密度和导热系数都不理想,同时具有较差的力学性能,只有150j
·
m-3
的韧性,400kpa的最大张力,30%的断裂伸长率,应用范围受到局限,不是合格的产品。另外实施例5所得产品虽然也是板状,但是通过3d打印技术得到,原料颗粒之间排列有序,仍然具有较低的密度、导热系数和较好的力学性能。
106.以上仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1