具有多向输送功能的齿条提升机的制作方法
1.本发明涉及物料运输设备技术领域,尤其是一种用于料斗在竖直方向和水平方向运输的具有多向输送功能的齿条提升机。
背景技术:
2.白酒是中国特有的一种蒸馏酒,独特的生产工艺赋予了中国白酒独特的风味特色,其香味组分极其复杂,组分种类之多,含量跨度之大,堪称世界蒸馏酒之冠。固态法白酒是指在蒸煮、糖化、发酵、蒸馏等主要过程中采用固态基质形态生产的白酒。
3.在酿造过程中,糟醅从窖池起窖后通过分料输送机送至转运料斗内,再将转运料斗提升至拌合机的上方,将转运料斗内的糟醅倒入拌合机与粮和糠壳混合搅拌后再输送至下一工序。传统提升料斗的方式为:通过行车起吊料斗到拌合机的上方。可见,行车起吊的方式耗时长、效率低,起吊过程化中需要操作人员脱、挂钩,具有一定的安全隐患,人工劳动强度大。
技术实现要素:
4.针对传统行车起吊料斗方式效率低、劳动强度大和安全隐患大的技术问题,本发明提供一种具有多向输送功能的齿条提升机,不仅能用于料斗在竖直方向和水平方向运输,还能实现料斗在水平四个方向上的运输。现有技术的链条输送机为本发明所借鉴。
5.本发明所采用的技术方案是:具有多向输送功能的齿条提升机,包括:
6.机架;
7.轿厢,活动布置在机架内,与机架匹配,可相对于机架升降,用于在竖向对料斗进行输送;
8.第一动力机构,布置在机架和轿厢上,用于驱动轿厢在机架内升降;
9.所述轿厢包括轿厢支架,轿厢支架上设置有用于水平输送料斗进出轿厢的第一链条输送机。
10.本发明设置在轿厢内的第一链条输送机可在进料工位水平将料斗输进轿厢,再通过第一动力机构驱动轿厢在机架内上升至出料工位,最后通过第一链条输送机将料斗输出轿厢即可,实现了料斗在同一个设备中水平和竖向的运输。齿条提升机替代了传统吊装料斗的方式,全程自动化,无需人工操作,降低了人工劳动强度,提高了工作效率,杜绝了安全隐患,提高了自动化程度。
11.进一步的是,第一动力机构包括布置在轿厢支架底部的减速电机,减速电机依次通过联轴器和提升主轴与提升齿轮相连;机架上竖向布置有与提升齿轮匹配的齿条,提升齿轮与齿条齿合连接。具体为:减速电机通过联轴器驱动提升主轴转动,提升主轴带动其端部的提升齿轮同步转动,提升齿轮在齿条上移动,进而驱动轿厢在机架内升降。本技术的发明人在选择第一动力机构时也是经过多方考虑和大量实践,并最终选择了齿轮齿条传动的方式,该方式将减速电机以及联轴器隐藏在了轿厢的底部,体积小巧,并不占用过多的空
间,这样设置也便于后期的检修、维护;而且通过齿轮齿条的咬合,可提高轿厢升降的稳定性,使轿厢可在任意位置牢牢的停住。除上述驱动方式以外,本技术的发明人也考虑过传统的链条链轮的驱动方式,但是该方式需要设置配重,成本高昂、占用面积大,而且由于料斗较重,采用链条的驱动方式稳定性不太好,最后选择齿轮齿条传动的驱动方式。
12.进一步的是,轿厢支架上还设置有可升降的第二链条输送机,第二链条输送机用于对料斗进行水平换向输送,第二链条输送机内嵌式的布置在第一链条输送机内,第一链条输送机与第二链条输送机相互垂直。第二链条输送机的布置方式也是本发明的主要创新点之一,设计结构颇为巧妙。因为如果只采用上述的第一链条输送机只能实现水平两个方向的输送,而实际生产中,受厂房用地的限制,厂房内的所有设备并非都是按照直线布置的,因此就需要对料斗进行转向输送到下一设备,而只采用一个链条输送机就无法满足上述要求。为此,本发明在轿厢支架上还设置有可升降的第二链条输送机。在料斗通过轿厢输送到出料工位时,通过提升第二链条输送机,第二链条输送机将第一链条输送机上的料斗顶起,使料斗与第一链条输送机脱离,此时料斗停放的第二链条输送机上,第二链条输送机将料斗输出轿厢,由于第一链条输送机与第二链条输送机相互垂直,因此两者的运输方向就相互垂直,从而实现料斗水平四个方向的输送,使其功能多样化,满足实际生产过程中的设备需求;且换向时间更短,提高了生产效率。
13.进一步的是,轿厢支架上设置有顶升气缸,顶升气缸布置在第二链条输送机的下方,顶升气缸的固定端与机架相连,顶升气缸的活动端与第二链条输送机相连。通过顶升气缸可驱动第二链条输送机在竖向上升降,可上升高于第一链条输送机,也可下降低于第一链条输送机。采用气缸驱动的方式,结构简单、运行稳定、输出动力强等优点。
14.进一步的是,轿厢上设置有用于检测轿厢升降速度的测速机构。测速机构用于检测轿厢实时升降的速度,因为轿厢的升降过程都是匀速,当第一动力机构失效或故障时,轿厢就是快速下坠,此时可通过测速机构检测到轿厢升降的速度过快,进而便于采取紧急制动等措施,对设备及物料进行有效的保护。
15.进一步的是,测速机构包括竖向布置在机架上的测速架,测速架上竖向均匀布置有若干孔洞,测速架旁侧的轿厢支架上设置有测速传感器。测速原理为:通过测速传感器检测单位时间通过孔洞的数量,转换为速度,即轿厢的升降速度。
16.进一步的是,测速架的上部设置有停止传感器和极限传感器。停止传感器是用于检测轿厢是否上升到出料工位,极限传感器用于检测轿厢上升的极限位置。正常情况下轿厢不能上升到极限传感器的高度,只有当停止传感器发生故障后,轿厢持续上升才会触碰到极限传感器,进而控制轿厢停止,因此极限传感器起到保险和保护的作用。
17.进一步的是,轿厢上设置有制动机构。如上述,当测速机构检测到轿厢的升降速度高于设定值时,证明第一动力机构可能出现失效或故障,此时制动机构开始工作,制动机构采取紧急制动,控制轿厢停止运行,起到防坠和保护作用。
18.进一步的是,制动机构包括布置在轿厢支架上的安全钳与制动气缸和竖向布置在机架上的制动滑轨;所述安全钳包括壳体,壳体内设置有斜面槽,斜面槽的槽宽自上而下逐渐增大,斜面槽内间隔一定距离的活动布置有两个制动块,制动块与斜面槽相邻的面为与斜面槽匹配的斜面,制动滑轨活动布置在两个制动块之间,制动块的顶部竖向布置有提拉杆;制动气缸的固定端与机架相连,制动气缸的活动端与提拉杆相连,制动气缸可驱动制动
块在斜面槽内升降。本发明的制动机构也是本发明的主要创新点之一,设计结构颇为巧妙。在平常状态,制动滑轨与制动滑块之间具有一定间隙,当测速机构检测到轿厢速度过快时,制动机构开始工作,制动气缸的活塞杆伸出,通过提拉杆驱动制动块向上移动,由于斜面槽的原因,两个制动块在向上移动的过程中,两个制动块会逐渐靠拢,也就是说两个制动块之间的距离逐渐缩小,因此两个制动块会紧紧的将制动滑轨抱紧,起到制动效果。该方式结构简单、制动效果好,不占用面积,而且制动滑轨在常态下还能起到导向和限位作用。
19.进一步的是,制动块与制动滑轨相邻的一面为齿状结构。齿状结构可增大制动块与制动滑轨之间的摩擦力,提高制动效果。
20.进一步的是,机架上间隔一定距离的竖向布置有两个滚轮立柱,两个滚轮立柱的外侧设置有与滚轮立柱滑动连接的滚轮,所述滚轮布置在轿厢支架上,齿条布置在滚轮立柱上。在轿厢升降的过程中,滚轮与滚轮立柱滚动连接,两者起到导向和限位作用,避免轿厢在升降的过程中发生偏移,保证轿厢平稳的升降。
21.进一步的是,齿条与滚轮立柱螺栓连接,可对齿条进行拆装,便于后期对齿条进行维护、检修及更换。
22.进一步的是,机架包括四个呈方形布置的立柱,轿厢支架对应立柱的位置设置有与立柱滚动连接v形滚轮。在轿厢升降的过程中,v形滚轮与立柱之间滚动连接,两者同样也起到导向和限位作用,避免轿厢在升降的过程中发生偏移,保证轿厢平稳的升降。v形滚轮不仅能在竖向上起到导向和限位作用,而且还能在水平方向上也起到限位作用,避免轿厢在水平方向上发生偏移。
23.进一步的是,v形滚轮通过碟形弹簧与轿厢支架相连,v形滚轮与轿厢支架之间柔性连接,使得v形滚轮具有一定的自变量,可避免因轿厢支架与机架之间扭矩过大造成v形滚轮损伤,对设备起到保护作用。
24.进一步的是,机架上设置有用于调节机架水平度的调平机构。调平机构可调节机架的水平度,从而保证机架的垂直度,最终保证轿厢平稳的升降。
25.进一步的是,调平机构包括设置在立柱下部的调平板,调平板上设置有螺纹孔,螺纹孔内设置有调平螺栓,调平螺栓可旋转至立柱底部的下方。通过调平螺栓在螺纹孔内转动,可使调平螺栓伸至立柱底部的下方,从而起到调节机架水平度的效果,调节好机架的水平度以及垂直度后,通过在立柱的下方垫钢板,最后覆盖混泥土即可完成机架的固定。
26.进一步的是,第一链条输送机上设置有第一导向板,第一导向板高于第一链条输送机的链条,保证料斗平稳的在第一链条输送机上进行输送,避免料斗滑出第一链条输送机。
27.进一步的是,第一导向板的两端为v形扩口结构,起到导向作用,扩口结构增大了两个第一导向板之间的距离,使料斗更轻松的输送到第一链板输送机上。
28.进一步的是,第二链条输送机上设置有可升降的第二导向板。第二导向板同样起到导向作用,保证料斗平稳的在第二链条输送机上进行输送,避免料斗滑出第二链条输送机。由于第二链条输送机嵌入式的布置在第一链条输送机内,在第一链条输送机工作时,第二链条输送机的高度低于第一链条输送机,因此为避免第二导向板干涉到第一链条输送机,将第二导向板设置为升降式,在第二链条输送机工作时,将第二导向板升起即可,在第二链条输送机闲置时,缩回第二导向板。
29.进一步的是,第二链条输送机上设置有第二气缸,第二气缸的固定端与第二链板输送机相连,第二气缸的活动端与第二导向板相连。第二气缸的活塞杆伸出,带动第二导向板上升,采用气缸驱动的方式,结构简单、运行稳定、输出动力强等优点。
30.进一步的是,第一链条输送机上设置有用于检测有无料斗的第一传感器;所述第二导向板的中部设置有缺口,缺口内安装有用于检测有无料斗的第二传感器。将第二传感器隐藏在第二导向板上的缺口中,设计巧妙,避免干涉其他部件。
31.本发明的有益效果是:
32.1、本发明的齿条提升机替代了传统吊装料斗的方式,全程自动化,无需人工操作,降低了人工劳动强度,提高了工作效率,杜绝了安全隐患,提高了自动化程度。
33.2、本发明的轿厢不仅能自动将料斗输进、出以及竖向输送,还能实现料斗水平四个方向的输送,使其功能多样化,满足实际生产过程中的设备需求;且换向时间更短,提高了生产效率。
34.3、本发明的制动机构可采取紧急制动,控制轿厢停止运行,对轿厢起到防坠和保护作用。
35.4、本发明的调平机构可调节机架的水平度,从而保证机架的垂直度,最终保证轿厢平稳的升降。
附图说明
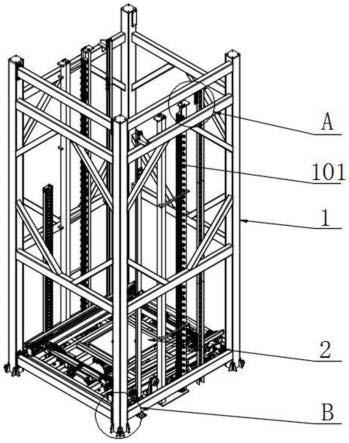
36.图1是本发明的立体图。
37.图2是本发明的主视图。
38.图3是图1中a的局部放大图。
39.图4是图1中b的局部放大图。
40.图5是图2中c的局部放大图。
41.图6是图2的俯视图。
42.图7是图6中d的局部放大图。
43.图8是图6中e的局部放大图。
44.图9是图6的背视图。
45.图10是轿厢的立体图。
46.图11是轿厢的主视图。
47.图12是第二链条输送机的结构示意图。
48.图13是安全钳的主视图。
49.图14是图12中f-f剖视图旋转。
50.图中标记为:
51.1、机架;101、齿条;102、滚轮立柱;103、立柱;104、减速电机;105、联轴器;106、提升主轴;107、提升齿轮;
52.2、轿厢;201、轿厢支架;202、顶升气缸;203、滚轮;204、v形滚轮;205、碟形弹簧;
53.3、第一链条输送机;301、第一导向板;302、第一传感器;
54.4、第二链条输送机;401、第二导向板;402、第二气缸;403、第二传感器;
55.501、测速架;502、孔洞;503、停止传感器;504、极限传感器;
56.601、制动气缸;602、制动滑轨;603、安全钳;604、壳体;605、斜面槽;606、制动块;607、提拉杆;
57.701、调平板;702、调平螺栓。
具体实施方式
58.在本发明的描述中,需要说明的是,术语“正面”、“上”、“下”、“左”、“右”、“竖直”、“水平”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
59.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
60.下面结合附图对本发明进一步说明。
61.实施例一
62.参照图1和图2,本发明的具有多向输送功能的齿条提升机包括机架1、活动布置在机架1内轿厢2和驱动轿厢2在机架1内升降的第一动力机构;轿厢2与机架1匹配,可相对于机架1升降,用于在竖向对料斗进行输送;第一动力机构布置在机架1和轿厢2上;所述轿厢2包括轿厢支架201,轿厢支架201上设置有用于水平输送料斗进出轿厢2的第一链条输送机3。本发明设置在轿厢2内的第一链条输送机3可在进料工位水平将料斗输进轿厢2,再通过第一动力机构驱动轿厢2在机架1内上升至出料工位,最后通过第一链条输送机3将料斗输出轿厢2即可,实现了料斗在同一个设备中水平和竖向的运输。齿条提升机替代了传统吊装料斗的方式,全程自动化,无需人工操作,降低了人工劳动强度,提高了工作效率,杜绝了安全隐患,提高了自动化程度。本发明在使用时需要在进料工位和出料工位分别配套两个链条输送机一起使用,配套的链条输送机与第一链条输送机实现对接,这样就可通过配套的链条输送机将料斗输送至第一链条输送机上,也可通过配套的第一链条输送机将其上的料斗输出至第一链条输送机上。
63.参照图9,本实施例的第一动力机构包括布置在轿厢支架201底部的减速电机104,减速电机104依次通过联轴器105和提升主轴106与提升齿轮107相连;机架1上竖向布置有与提升齿轮107匹配的齿条101,提升齿轮107与齿条101齿合连接。具体为:减速电机104通过联轴器105驱动提升主轴106转动,提升主轴106带动其端部的提升齿轮107同步转动,提升齿轮107在齿条101上移动,进而驱动轿厢2在机架1内升降。本技术的发明人在选择第一动力机构时也是经过多方考虑和大量实践,并最终选择了齿轮齿条传动的方式,该方式将减速电机以及联轴器隐藏在了轿厢的底部,体积小巧,并不占用过多的空间,这样设置也便于后期的检修、维护;而且通过齿轮齿条的咬合,可提高轿厢升降的稳定性,使轿厢可在任意位置牢牢的停住。除上述驱动方式以外,本技术的发明人也考虑过传统的链条链轮的驱动方式,但是该方式需要设置配重,成本高昂、占用面积大,而且由于料斗较重,采用链条的驱动方式稳定性不太好,最后选择齿轮齿条传动的驱动方式。
64.参照图6和图10,本实施例还在轿厢支架201上还设置有可升降的第二链条输送机
4,第二链条输送机4用于对料斗进行水平换向输送,第二链条输送机4内嵌式的布置在第一链条输送机3内,第一链条输送机3与第二链条输送机4相互垂直。第二链条输送机的布置方式也是本发明的主要创新点之一,设计结构颇为巧妙。因为如果只采用上述的第一链条输送机只能实现水平两个方向的输送,而实际生产中,受厂房用地的限制,厂房内的所有设备并非都是按照直线布置的,因此就需要对料斗进行转向输送到下一设备,而只采用一个链条输送机就无法满足上述要求。为此,本发明在轿厢支架上还设置有可升降的第二链条输送机。在料斗通过轿厢输送到出料工位时,通过提升第二链条输送机,第二链条输送机将第一链条输送机上的料斗顶起,使料斗与第一链条输送机脱离,此时料斗停放的第二链条输送机上,第二链条输送机将料斗输出轿厢,由于第一链条输送机与第二链条输送机相互垂直,因此两者的运输方向就相互垂直,从而实现料斗水平四个方向的输送,使其功能多样化,满足实际生产过程中的设备需求;且换向时间更短,提高了生产效率。
65.参照图9和图10,本实施例在轿厢支架201上设置有顶升气缸202,顶升气缸202布置在第二链条输送机4的下方,顶升气缸202的固定端与机架1相连,顶升气缸202的活动端与第二链条输送机4相连。通过顶升气缸可驱动第二链条输送机在竖向上升降,可上升高于第一链条输送机,也可下降低于第一链条输送机。采用气缸驱动的方式,结构简单、运行稳定、输出动力强等优点。
66.参照图2和图5,本实施例在机架1上间隔一定距离的竖向布置有两个滚轮立柱102,两个滚轮立柱102的外侧设置有与滚轮立柱102滑动连接的滚轮203,所述滚轮203布置在轿厢支架201上,齿条101布置在滚轮立柱102上。在轿厢升降的过程中,滚轮与滚轮立柱滚动连接,两者起到导向和限位作用,避免轿厢在升降的过程中发生偏移,保证轿厢平稳的升降。
67.参照图2,本实施例的齿条101与滚轮立柱102螺栓连接,可对齿条进行拆装,便于后期对齿条进行维护、检修及更换。
68.参照图6和图7,本实施例的机架1包括四个呈方形布置的立柱103,轿厢支架201对应立柱103的位置设置有与立柱103滚动连接v形滚轮204。在轿厢升降的过程中,v形滚轮与立柱之间滚动连接,两者同样也起到导向和限位作用,避免轿厢在升降的过程中发生偏移,保证轿厢平稳的升降。v形滚轮不仅能在竖向上起到导向和限位作用,而且还能在水平方向上也起到限位作用,避免轿厢在水平方向上发生偏移。
69.参照图7,本实施例的v形滚轮204通过碟形弹簧205与轿厢支架201相连,v形滚轮与轿厢支架之间柔性连接,使得v形滚轮具有一定的自变量,起到缓冲作用,可避免因轿厢支架与机架之间扭矩过大造成v形滚轮损伤,对设备起到保护作用。
70.参照图10,本实施例在第一链条输送机3上设置有第一导向板301,第一导向板高于第一链条输送机的链条,保证料斗平稳的在第一链条输送机上进行输送,避免料斗滑出第一链条输送机。
71.参照图10,本实施例第一导向板301的两端为v形扩口结构,起到导向作用,扩口结构增大了两个第一导向板之间的距离,使料斗更轻松的输送到第一链板输送机上。
72.参照图10和图12,本实施例在第二链条输送机4上设置有可升降的第二导向板401。第二导向板同样起到导向作用,保证料斗平稳的在第二链条输送机上进行输送,避免料斗滑出第二链条输送机。由于第二链条输送机嵌入式的布置在第一链条输送机内,在第
一链条输送机工作时,第二链条输送机的高度低于第一链条输送机,因此为避免第二导向板干涉到第一链条输送机,将第二导向板设置为升降式,在第二链条输送机工作时,将第二导向板升起即可,在第二链条输送机闲置时,缩回第二导向板。
73.参照图10,本实施例在第二链条输送机4上设置有第二气缸402,第二气缸402的固定端与第二链板输送机4相连,第二气缸402的活动端与第二导向板401相连。第二气缸的活塞杆伸出,带动第二导向板上升,采用气缸驱动的方式,结构简单、运行稳定、输出动力强等优点。
74.参照图10,本实施例在第一链条输送机3上设置有用于检测有无料斗的第一传感器302;所述第二导向板401的中部设置有缺口,缺口内安装有用于检测有无料斗的第二传感器403。将第二传感器隐藏在第二导向板上的缺口中,设计巧妙,避免干涉其他部件。
75.实施例二
76.在实施例一的基础上,本实施例在轿厢2上设置有用于检测轿厢2升降速度的测速机构。测速机构用于检测轿厢实时升降的速度,因为轿厢的升降过程都是匀速,当第一动力机构失效或故障时,轿厢就是快速下坠,此时可通过测速机构检测到轿厢升降的速度过快,进而便于采取紧急制动等措施,对设备及物料进行有效的保护。本发明轿厢正常的升降速度是0.2m/s,为避免轿厢升降过程中的瞬时波动造成瞬时速度偏大导致误报警,因此在设置测速机构的报警速度时需要乘以一个系数,本实施例的系数选择为1.2,1.2*0.2m/s等于0.24m/s,当测速机构测得的实时速度大于0.24m/s则报警,以便采取紧急制动停止轿厢的升降,对设备起到保护作用。
77.参照图2和图3,本实施例的测速机构包括竖向布置在机架1上的测速架501,测速架501上竖向均匀布置有若干孔洞502,测速架501旁侧的轿厢支架201上设置有测速传感器(图中未示出)。测速原理为:通过测速传感器检测单位时间通过孔洞502的数量,转换为速度,即轿厢的升降速度。
78.参照图3,本实施例还在测速架501的上部设置有停止传感器503和极限传感器504。停止传感器是用于检测轿厢是否上升到出料工位,极限传感器用于检测轿厢上升的极限位置。正常情况下轿厢不能上升到极限传感器的高度,只有当停止传感器发生故障后,轿厢持续上升才会触碰到极限传感器,进而控制轿厢停止,因此极限传感器起到保险和保护的作用。
79.本实施例在轿厢2上设置有制动机构。如上述,当测速机构检测到轿厢2的升降速度高于0.24m/s时,证明第一动力机构可能出现失效或故障,此时制动机构开始工作,制动机构采取紧急制动,控制轿厢停止运行,起到防坠和保护作用。
80.参照图8、图13和图14,本实施例的制动机构包括布置在轿厢支架201上的安全钳603与制动气缸601和竖向布置在机架1上的制动滑轨602;所述安全钳603包括壳体604,壳体604内设置有斜面槽605,斜面槽605的槽宽自上而下逐渐增大,斜面槽605内间隔一定距离的活动布置有两个制动块606,制动块606与斜面槽605相邻的面为与斜面槽605匹配的斜面,制动滑轨602活动布置在两个制动块606之间,制动块606的顶部竖向布置有提拉杆607;制动气缸601的固定端与机架1相连,制动气缸601的活动端与提拉杆607相连,制动气缸601可驱动制动块606在斜面槽605内升降。本发明的制动机构也是本发明的主要创新点之一,设计结构颇为巧妙。在平常状态,制动滑轨与制动滑块之间具有一定间隙,当测速机构检测
到轿厢速度过快时,制动机构开始工作,制动气缸的活塞杆伸出,通过提拉杆驱动制动块向上移动,由于斜面槽的原因,两个制动块在向上移动的过程中,两个制动块会逐渐靠拢,也就是说两个制动块之间的距离逐渐缩小,因此两个制动块会紧紧的将制动滑轨抱紧,起到制动效果。该方式结构简单、制动效果好,不占用面积,而且制动滑轨在常态下还能起到导向和限位作用。
81.参照图14,本实施例的制动块606与制动滑轨602相邻的一面为齿状结构。齿状结构可增大制动块与制动滑轨之间的摩擦力,提高制动效果。
82.实施例三
83.在实施例一的基础上,本实施例在机架1上设置有用于调节机架1水平度的调平机构。调平机构可调节机架的水平度,从而保证机架的垂直度,最终保证轿厢平稳的升降。
84.参照图4,本实施例的调平机构包括设置在立柱103下部的调平板701,调平板701上设置有螺纹孔,螺纹孔内设置有调平螺栓702,调平螺栓702可旋转至立柱103底部的下方。通过调平螺栓在螺纹孔内转动,可使调平螺栓伸至立柱底部的下方,从而起到调节机架水平度的效果,调节好机架的水平度以及垂直度后,通过在立柱的下方垫钢板,最后覆盖混泥土即可完成机架的固定。
85.以上所述的具体实施方式,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施方式而已,并不用于限定本发明的保护范围,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1