一种仿实木TPE复合板材及其制造方法与流程
本发明涉及复合板材领域,尤其涉及一种仿实木tpe复合板材及其制造方法。
背景技术:
1、复合板材指的是由两种或者两种以上的材料组合而成的板材,实际上,针对与不同材质的板材,复合板材的概念和制作方法也不同。
2、现有技术中所提出的公开号为cn110734602a的专利申请,其通过使用木纹纸代替木塑共混和热转印、水转印仿木技术,具有工艺简单,成本低的优势,仿木板材的基材采用tpe材料,代替传统的密度板基、水泥基,具有质轻、环保,加工方式多样等优点,相比pvc基仿木板材,质轻、环保安全,解决了其在低温下变脆易裂等问题,但是现有的复合板材在户外的高温环境下使用时,会造成复合板材表面出现损坏的情况。
3、因此,有必要提供一种仿实木tpe复合板材及其制造方法解决上述技术问题。
技术实现思路
1、本发明提供一种仿实木tpe复合板材及其制造方法,解决了现有的复合板材在户外的高温环境下使用时容易造成表面的出现损坏的问题。
2、为解决上述技术问题,本发明提供的一种仿实木tpe复合板材的制造方法,包括:
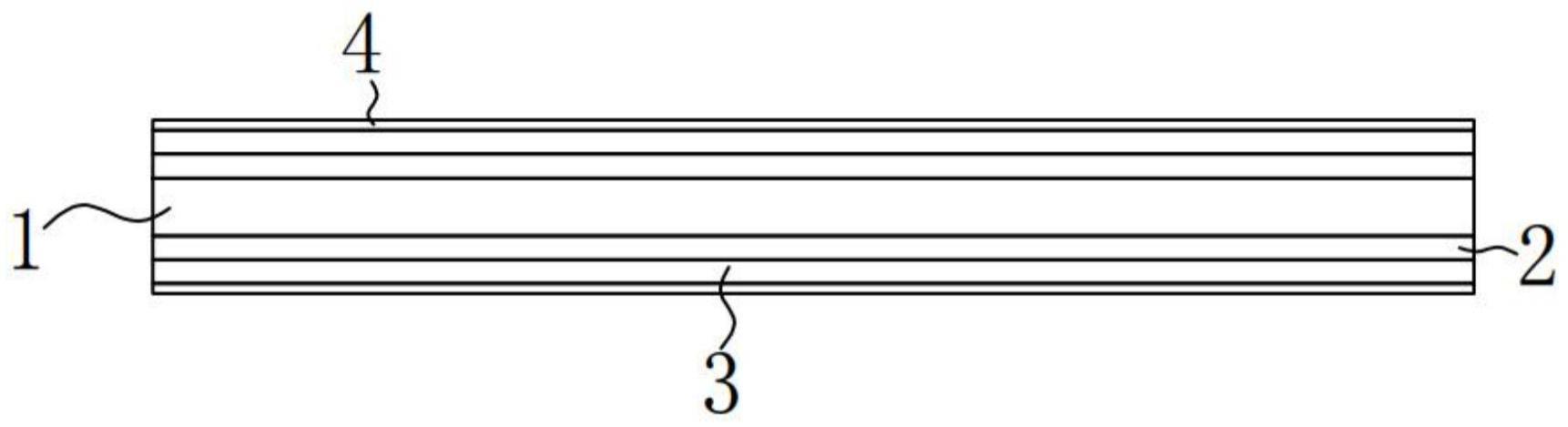
3、tpe基层,所述tpe基层的上表面和下表面分别设置有木纹层,所述tpe基层由三嵌共聚物、白油、碳酸钙、抗氧剂、pe蜡组成,所述木纹层由聚丙烯组成;
4、防滑耐磨层,所述防滑耐磨层的数量为两个,两个所述防滑耐磨层分别设置于两个所述木纹层的表面,所述防滑耐磨层的材料为kn17高分子陶瓷聚合物涂料,所述防滑耐磨层的表面设置有耐热层,所述耐热层的材料为有机硅树脂。
5、一种仿实木tpe复合板材的制造方法,包括以下步骤:
6、s1、首先将tpe基层中的三嵌共聚物、碳酸钙、pe蜡加入搅拌机中,搅拌转速300转/分,搅拌至料温度达到45℃左右时,再以30升/分的速率向搅拌机中加入备料好的白油继续搅拌,当白油被均匀吸收后,再加入抗氧剂继续搅拌,当料温高于85℃时出料,上述原料在搅拌机中搅拌升温混合的过程控制在4至6分钟内完成;
7、s2、当s1中的pte基层的原料混合结束后,再将混合后的原料加入双螺杆混炼造粒机进行造粒,进料口温度135℃,机头温度170℃,其他各区温度为160-200℃,螺杆转速为80-500转/分;
8、s3、当s2中的混合原料造粒结束后,再将造粒好的粒子,加入pe蜡,再次混合,80℃干燥4h,再将其加入到双螺杆挤出机中,挤出主机温度200-220℃,模头温度180-200℃,模头厚度设为1.9mm,螺杆转速、辊轮转速、牵引速度配合调节,挤出后的板材进行冷却、定型、切割成所需尺寸大小;
9、s4、当s3中的板材切割结束后,再将原料为聚丙烯的木纹层通过加热机进行加热熔化,当聚丙烯加热熔化后,再将熔化后的聚丙烯涂抹在板材上,当涂抹完聚丙烯后,再将防滑耐磨层的原料kn17高分子陶瓷聚合物涂料和机硅树脂分别涂抹在涂有聚丙烯的板材表面即可
10、优选的,所述s4中进行原料的涂抹时需要使用涂抹挤压装置,所述涂抹挤压装置包括加工台,所述加工台表面的两侧均设置有移动组件,所述加工台的后面设置有升降装置,所述升降装置包括连接杆,所述连接杆的表面套设有连接套,所述连接套的表面固定安装有液压升降架,所述液压升降架的一端设置有放置组件,所述放置组件的一侧设置有涂抹组件,所述涂抹组件的表面设置有输送装置。
11、优选的,所述移动组件包括两个移动槽,两个所述移动槽的内部均滑动连接有移动块,两个所述移动块之间连接有移动板。
12、优选的,所述放置组件包括放置架,所述放置架内部的两侧均设置有活动件,所述放置架表面的两侧均连接有定位块。
13、优选的,所述涂抹组件包括圆形杆,所述圆形杆的表面套设有转动套,所述转动套的一侧连接有涂抹件。
14、优选的,所述输送装置包括储存箱,所述放置架的表面且位于所述储存箱相对的一侧固定安装有输送泵,所述输送泵的输入端和输出端均连接有输送管,其中一个所述输送管的一端与所述储存箱的一侧连接,另外一个所述输送管的一侧与所述涂抹件的一侧连接。
15、优选的,所述加工台的一侧设置有挤压装置,所述挤压装置包括滑动槽,所述滑动槽的内部滑动连接有滑动块,所述滑动块的一侧通过连接块连接有圆形固定杆。
16、优选的,所述圆形固定杆的表面套设有调节件,所述调节件的一侧连接有的挤压件。
17、优选的,所述加工台的表面设置有滑动组件,所述滑动组件包括滑槽,所述滑槽的内部滑动连接有滑块,所述滑块的表面通过圆形块连接有滑动板。
18、与相关技术相比较,本发明提供的一种仿实木tpe复合板材及其制造方法具有如下有益效果:
19、本发明提供一种仿实木tpe复合板材及其制造方法,在tpe基层的表面设置木纹层、防滑耐磨层和耐热层使用能够时复合材料的实用性,同时在户外高温环境下使用时有利于对复合板材的表面起到保护的作用,减少材料表面损坏的情况。
技术特征:
1.一种仿实木tpe复合板材的制造方法,其特征在于,包括:
2.一种仿实木tpe复合板材的制造方法,其特征在于,包括以下步骤:
3.根据权利要求1所述的仿实木tpe复合板材的制造方法,其特征在于,所述s4中进行原料的涂抹时需要使用涂抹挤压装置,所述涂抹挤压装置包括加工台,所述加工台表面的两侧均设置有移动组件,所述加工台的后面设置有升降装置,所述升降装置包括连接杆,所述连接杆的表面套设有连接套,所述连接套的表面固定安装有液压升降架,所述液压升降架的一端设置有放置组件,所述放置组件的一侧设置有涂抹组件,所述涂抹组件的表面设置有输送装置。
4.根据权利要求3所述的仿实木tpe复合板材的制造方法,其特征在于,所述移动组件包括两个移动槽,两个所述移动槽的内部均滑动连接有移动块,两个所述移动块之间连接有移动板。
5.根据权利要求3所述的仿实木tpe复合板材的制造方法,其特征在于,所述放置组件包括放置架,所述放置架内部的两侧均设置有活动件,所述放置架表面的两侧均连接有定位块。
6.根据权利要求5所述的仿实木tpe复合板材的制造方法,其特征在于,所述涂抹组件包括圆形杆,所述圆形杆的表面套设有转动套,所述转动套的一侧连接有涂抹件。
7.根据权利要求6所述的仿实木tpe复合板材的制造方法,其特征在于,所述输送装置包括储存箱,所述放置架的表面且位于所述储存箱相对的一侧固定安装有输送泵,所述输送泵的输入端和输出端均连接有输送管,其中一个所述输送管的一端与所述储存箱的一侧连接,另外一个所述输送管的一侧与所述涂抹件的一侧连接。
8.根据权利要求3所述的仿实木tpe复合板材的制造方法,其特征在于,所述加工台的一侧设置有挤压装置,所述挤压装置包括滑动槽,所述滑动槽的内部滑动连接有滑动块,所述滑动块的一侧通过连接块连接有圆形固定杆。
9.根据权利要求8所述的仿实木tpe复合板材的制造方法,其特征在于,所述圆形固定杆的表面套设有调节件,所述调节件的一侧连接有的挤压件。
10.根据权利要求3所述的仿实木tpe复合板材的制造方法,其特征在于,所述加工台的表面设置有滑动组件,所述滑动组件包括滑槽,所述滑槽的内部滑动连接有滑块,所述滑块的表面通过圆形块连接有滑动板。
技术总结
本发明提供一种仿实木TPE复合板材的制造方法,包括:TPE基层,所述TPE基层的上表面和下表面分别设置有木纹层,所述TPE基层由三嵌共聚物、白油、碳酸钙、抗氧剂、PE蜡组成,所述木纹层由聚丙烯组成,两个所述防滑耐磨层分别设置于两个所述木纹层的表面,所述防滑耐磨层3的材料为KN17高分子陶瓷聚合物涂料,所述防滑耐磨层的表面设置有耐热层,所述耐热层的材料为有机硅树脂。本发明提供的一种仿实木TPE复合板材及其制造方法,在TPE基层的表面设置木纹层、防滑耐磨层和耐热层使用能够时复合材料的实用性,同时在户外高温环境下使用时有利于对复合板材的表面起到保护的作用,减少材料表面损坏的情况。
技术研发人员:林锦健,李强,陈焮泳,刘聂明
受保护的技术使用者:福建思嘉新材料科技有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!