一种抗菌增韧PE复合材料及其制备方法
一种抗菌增韧pe复合材料及其制备方法
技术领域
1.本发明属于高分子复合材料领域,具体涉及抗菌增韧pe复合材料及其制备方法。
背景技术:
2.聚乙烯(pe)是乙烯经聚合制得的一种热塑性树脂,其产量约占塑料总量的1/4。pe具有优良的耐低温性能(最低使用温度可达-100~-70℃),耐热性不高,随相对分子质量和结晶度的提高有所改善,化学稳定性好,能耐大多数酸碱的侵蚀。pe广泛应用于生产薄膜、日用品、工业用的各种大小中空容器、管材、包装用的压延带和结扎带、绳缆、渔网和编织用纤维、电线电缆等领域。但是pe的力学性能一般,耐冲击性好,拉伸强度较低,抗蠕变性不好。聚乙烯为线形聚合物,具有同烷烃相似的结构,属于高分子长链脂肪烃,由于-c-c-链 是柔性链,且是线性长链,因而聚乙烯是柔性很好的热塑性聚合物。由于分子对称且无极性基团存在,因此分子间作用力比较小。pe在生活中的广泛应用,提高其抗菌性能,是关乎千家万户的关键问题。开发抗菌pe塑料具有显著的社会和经济价值。
3.有机膦酸铜(cup)是一种金属膦酸盐配位聚合物,与传统的金属-有机框架材料相似,具有高的比表面积和永久的孔隙及优异的吸附性能,但与传统的金属-有机框架材料相比,金属膦酸盐具有更多的配位方式,有机膦酸可以与金属形成更强的键,表现出更高的热稳定性和化学稳定性。cup中的铜离子具有优异的抗菌性能,优异的吸附性能可将细菌吸附,提高抗菌效率,并且具有高的热稳定性和化学稳定性,结构不易被破坏。
4.二维碳化钛(ti3c2mxene)是一种二维无机化合物,表面有羟基或末端氧。mxene具有优异的力学性能和抗菌能力,可以提高聚合物材料的机械性能和抗菌性能,但其与聚合物基体的界面相容性较差,从而限制了在聚合物中发挥的作用。可通过对mxene进行表面改性,增加与聚合物的界面效应,改性mxene在聚合物中表现出更好的增强效果。
5.本发明将抗菌增韧剂通过熔融共混的方法制备出抗菌增韧pe复合材料,抗菌增韧剂以具有优异的力学性能和抗菌能力的二维碳化钛(ti3c2mxene)作为载体,但其与聚合物基体的界面相容性较差,在其表面负载有机膦酸铜(cup)进行改性,增强ti3c2mxene与聚合物基体之间的分散度和界面相互作用。同时,cup具有优异的热稳定性、化学稳定性和抗菌性能,与ti3c2mxene协同发挥抗菌作用,进一步提高聚合物基体的抗菌性能。通过刻蚀得到的ti3c2mxene表面具有羟基(-oh)基团,羟基(-oh)基团与cup的膦酸基团中的氧原子产生氢键,强烈的氢键作用使ti3c2mxene和cup紧密的结合在一起,生成抗菌增韧剂cup-ti3c2mxene。将所得的改性材料作为抗菌增韧剂应用于聚合物基体,可制备出具有优异机械性能和抗菌性能并能稳定存在的抗菌增韧材料。
技术实现要素:
6.本发明的目的在于提供一种抗菌增韧pe复合材料及其制备方法。本发明配方科学合理,工艺流程简单实用,通过添加增韧剂和抗菌剂,使生产出的pe复合材料具有优异的力
学性能和抗菌性能,可以产生巨大的社会经济效益。
7.为达到上述目的,本发明是通过以下技术方案实现的:抗菌增韧pe复合材料,原料组成按重量份数计为:pe 90份、抗菌增韧剂3-15份、邻苯二甲酸二辛脂0.5份,所述抗菌增韧剂为cup-ti3c2mxene。
8.所述抗菌增韧pe复合材料的制备方法,具体如下步骤:1.抗菌增韧剂cup-ti3c2mxene的具体制备过程:1)ti3c2mxene的制备:将一定质量的ti3alc2和lif加入到一定质量的hcl(12mol/l)中,在40℃下磁力搅拌24h;然后将混合物用去离子水洗涤数次至中性,将去离子水中的沉淀在冰水浴中超声1h,离心后将产物80℃真空干燥24h,得到ti3c2mxene;2)cup的制备:将一定质量的cuco
3*
cu(oh)
2 溶解到一定量的去离子水中,在磁力搅拌下将一定质量的滴加到溶液中,随后将溶液在旋转蒸发仪中60℃下反应6h,通过缓慢蒸发混合物溶液,得到固体结晶cup;3)cup-ti3c2mxene的制备:将一定质量的ti3c2mxene溶液到一定量的去离子水中,将一定质量的cup加入到悬浊液中,在室温下磁力搅拌6h,然后用去离子水洗涤混合物,离心后将产物80℃真空干燥24h后得到cup-ti3c2mxene。
9.2.将步骤1制备的cup-ti3c2mxene加入到邻苯二甲酸二辛脂混合均匀,再与pe颗粒在高速混合机中混合均匀,高速搅拌机的转速为300 r/min,温度为60℃,然后放置60℃烘箱中干燥1h。
10.3.将烘干的原料加入到双螺杆挤出机中,双螺杆挤出机的第一段温度为220℃、第二段温度为215℃、第三段温度为210℃、第四段温度为205℃、第五段温度为200℃;螺杆的转速为10 r/min;通过挤出造粒得到混合母粒。
11.4.将双螺杆挤出机和造粒机得到的混合母粒在60℃烘箱中干燥1 h,用注塑机注塑成型,注塑机从进料口到出料口的温度分别为第一段温度:250℃、第二段温度:240℃、第三段温度:230℃、第四段温度 :220℃、第五段温度:210℃;注塑压力:135mpa;保压压力:40mpa,得到抗菌增韧pe复合材料。
12.本发明的有益效果在于:本发明制备的抗菌增韧pe复合材料,配方科学合理,工艺流程简单实用,将抗菌增韧剂通过熔融共混的方法制备出抗菌增韧pe复合材料,抗菌增韧剂以具有优异的力学性能和抗菌能力的二维碳化钛(ti3c2mxene)作为载体,但其与聚合物基体的界面相容性较差,在其表面负载有机膦酸铜(cup)进行改性,ti3c2mxene作为无机添加剂具有亲水性,聚合物基体具有亲油性,有机膦酸铜可以提高ti3c2mxene的亲油性,根据相似相溶原理,增强ti3c2mxene与聚合物基体之间的分散度和界面相互作用。同时,cup具有优异的热稳定性、化学稳定性和抗菌性能,与ti3c2mxene协同发挥抗菌作用,进一步提高聚合物基体的抗菌性能。通过刻蚀,ti3alc2与hf反应刻蚀掉al层得到ti3c2,ti3c2继续与h2o反应得到ti3c2(oh)2,从而赋予-oh基团,得到的ti3c2mxene表面具有羟基(-oh)基团,羟基(-oh)基团与cup的膦酸基团中的氧原子产生氢键,强烈的氢键作用使ti3c2mxene和cup紧密的结合在一起,生成抗菌增韧剂cup-ti3c2mxene。将所得的改性材料作为抗菌增韧剂应用于聚合物基体,可制备出具有优异机械性能和抗菌性能并能稳定存在的抗菌增韧材料。
附图说明
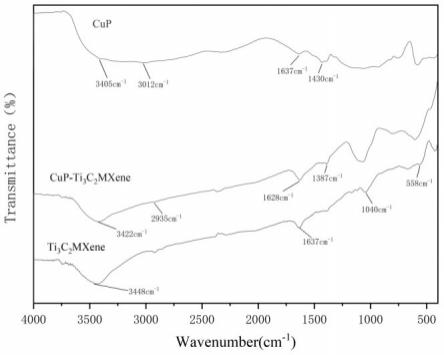
13.图1为cup、ti3c2mxene和cup-ti3c2mxene的红外图。ti3c2mxene红外图中558cm-1
处的吸收带对应ti-o键,1040cm-1
处的吸收带对应c-o键,1637cm-1
处的吸收带对应c=o键,3448cm-1
处的吸收带对应羟基(-oh);cup的红外图中3012cm-1
和1430cm-1
处的吸收带对应亚甲基(-ch
2-)的振动产生,3405cm-1
处的吸收带对应羟基(-oh),1637cm-1
处的吸收带对应o=p-oh基团,证明了cup的合成;cup-ti3c2mxene的红外图中新增了2935cm-1
和1387cm-1
的吸收带,对应亚甲基(-ch
2-)的振动产生,证明cup成功负载到ti3c2mxene表面,3422cm-1
处的吸收带对应羟基(-oh),于ti3c2mxene的3448cm-1
处羟基(-oh)吸收带相比,振动频率降低,证明存在强烈的氢键作用,cup和ti3c2mxene通过氢键作用结合生成cup-ti3c2mxene。
14.图2为有机膦酸铜的结构式;图3为cup-ti3c2mxene的sem图,可以看到ti3c2mxene堆积层已经脱层,脱层的ti3c2mxene包含高度剥落的薄片,cup 纳米颗粒均匀地存在于 ti3c2mxene 表面。
具体实施方式
15.以下结合具体实施例对本发明做进一步说明,使本发明更加容易理解,但本发明不仅仅限于这些实施例。
16.实施例1抗菌增韧pe复合材料的制备方法,具体如下步骤:1.抗菌增韧剂cup-ti3c2mxene的具体制备过程:1)ti3c2mxene的制备:将0.5g的钛碳化铝(ti3alc2)和0.5g的lif加入到10ml hcl(12mol/l)中,在40℃下磁力搅拌24h;然后将混合物用去离子水洗涤数次至中性,将去离子水中的沉淀在冰水浴中超声1h,离心后将产物80℃真空干燥24h,得到ti3c2mxene;2)cup的制备:将1.12g cuco
3*
cu(oh)
2 溶解到一定量的去离子水中,在磁力搅拌下将2.99g 氨基三亚甲基膦酸(atmp)滴加到溶液中,随后将溶液在旋转蒸发仪中60℃下反应6h,通过缓慢蒸发混合物溶液,得到固体结晶cup;3)cup-ti3c2mxene的制备:将0.45g的ti3c2mxene溶液到300ml的去离子水中,将0.11g的cup加入到悬浊液中,在室温下磁力搅拌6h,然后用去离子水洗涤混合物,离心后将产物80℃真空干燥24h后得到cup-ti3c2mxene。
17.2.将3重量份的cup-ti3c2mxene加入到邻苯二甲酸二辛脂混合均匀,再与90重量份pe颗粒在高速混合机中混合均匀,高速搅拌机的转速为300 r/min,温度为60℃,然后放置60℃烘箱中干燥1h。
18.3.将烘干的原料加入到双螺杆挤出机中,双螺杆挤出机的第一段温度为220℃、第二段温度为215℃、第三段温度为210℃、第四段温度为205℃、第五段温度为200℃;螺杆的转速为10 r/min;通过挤出造粒得到混合母粒。
19.4.将双螺杆挤出机和造粒机得到的混合母粒在60℃烘箱中干燥1 h,用注塑机注塑成型,注塑机从进料口到出料口的温度分别为第一段温度:250℃、第二段温度:240℃、第三段温度:230℃、第四段温度 :220℃、第五段温度:210℃;注塑压力:135mpa;保压压力:40mpa,得到抗菌增韧pe复合材料。
20.实施例2
抗菌增韧pe复合材料的制备方法,具体如下步骤:1.抗菌增韧剂cup-ti3c2mxene的具体制备过程:1)ti3c2mxene的制备:将0.5g的ti3alc2和0.5g的lif加入到10ml hcl(12mol/l)中,在40℃下磁力搅拌24h;然后将混合物用去离子水洗涤数次至中性,将去离子水中的沉淀在冰水浴中超声1h,离心后将产物80℃真空干燥24h,得到ti3c2mxene;2)cup的制备:将1.12g cuco
3*
cu(oh)
2 溶解到一定量的去离子水中,在磁力搅拌下将2.99g 氨基三亚甲基膦酸(atmp)滴加到溶液中,随后将溶液在旋转蒸发仪中60℃下反应6h,通过缓慢蒸发混合物溶液,得到固体结晶cup;3)cup-ti3c2mxene的制备:将0.45g的ti3c2mxene溶液到300ml的去离子水中,将0.11g的cup加入到悬浊液中,在室温下磁力搅拌6h,然后用去离子水洗涤混合物,离心后将产物80℃真空干燥24h后得到cup-ti3c2mxene。
21.2.将6重量份的cup-ti3c2mxene加入到邻苯二甲酸二辛脂混合均匀,再与90重量份pe颗粒在高速混合机中混合均匀,高速搅拌机的转速为300 r/min,温度为60℃,然后放置60℃烘箱中干燥1h。
22.3.将烘干的原料加入到双螺杆挤出机中,双螺杆挤出机的第一段温度为220℃、第二段温度为215℃、第三段温度为210℃、第四段温度为205℃、第五段温度为200℃;螺杆的转速为10 r/min;通过挤出造粒得到混合母粒。
23.4.将双螺杆挤出机和造粒机得到的混合母粒在60℃烘箱中干燥1 h,用注塑机注塑成型,注塑机从进料口到出料口的温度分别为第一段温度:250℃、第二段温度:240℃、第三段温度:230℃、第四段温度 :220℃、第五段温度:210℃;注塑压力:135mpa;保压压力:40mpa,得到抗菌增韧pe复合材料。
24.实施例3抗菌增韧pe复合材料的制备方法,具体如下步骤:1.抗菌增韧剂cup-ti3c2mxene的具体制备过程:1)ti3c2mxene的制备:将0.5g的ti3alc2和0.5g的lif加入到10ml hcl(12mol/l)中,在40℃下磁力搅拌24h;然后将混合物用去离子水洗涤数次至中性,将去离子水中的沉淀在冰水浴中超声1h,离心后将产物80℃真空干燥24h,得到ti3c2mxene;2)cup的制备:将1.12g cuco
3*
cu(oh)
2 溶解到一定量的去离子水中,在磁力搅拌下将2.99g 氨基三亚甲基膦酸(atmp)滴加到溶液中,随后将溶液在旋转蒸发仪中60℃下反应6h,通过缓慢蒸发混合物溶液,得到固体结晶cup;3)cup-ti3c2mxene的制备:将0.45g的ti3c2mxene溶液到300ml的去离子水中,将0.11g的cup加入到悬浊液中,在室温下磁力搅拌6h,然后用去离子水洗涤混合物,离心后将产物80℃真空干燥24h后得到cup-ti3c2mxene。
25.2.将9重量份的cup-ti3c2mxene加入到邻苯二甲酸二辛脂混合均匀,再与90重量份pe颗粒在高速混合机中混合均匀,高速搅拌机的转速为300 r/min,温度为60℃,然后放置60℃烘箱中干燥1h。
26.3.将烘干的原料加入到双螺杆挤出机中,双螺杆挤出机的第一段温度为220℃、第二段温度为215℃、第三段温度为210℃、第四段温度为205℃、第五段温度为200℃;螺杆的转速为10 r/min;通过挤出造粒得到混合母粒。
27.4.将双螺杆挤出机和造粒机得到的混合母粒在60℃烘箱中干燥1 h,用注塑机注塑成型,注塑机从进料口到出料口的温度分别为第一段温度:250℃、第二段温度:240℃、第三段温度:230℃、第四段温度 :220℃、第五段温度:210℃;注塑压力:135mpa;保压压力:40mpa,得到抗菌增韧pe复合材料。
28.实施例4抗菌增韧pe复合材料的制备方法,具体如下步骤:1.抗菌增韧剂cup-ti3c2mxene的具体制备过程:1)ti3c2mxene的制备:将0.5g的ti3alc2和0.5g的lif加入到10ml hcl(12mol/l)中,在40℃下磁力搅拌24h;然后将混合物用去离子水洗涤数次至中性,将去离子水中的沉淀在冰水浴中超声1h,离心后将产物80℃真空干燥24h,得到ti3c2mxene;2)cup的制备:将1.12g cuco
3*
cu(oh)
2 溶解到一定量的去离子水中,在磁力搅拌下将2.99g 氨基三亚甲基膦酸(atmp)滴加到溶液中,随后将溶液在旋转蒸发仪中60℃下反应6h,通过缓慢蒸发混合物溶液,得到固体结晶cup;3)cup-ti3c2mxene的制备:将0.45g的ti3c2mxene溶液到300ml的去离子水中,将0.11g的cup加入到悬浊液中,在室温下磁力搅拌6h,然后用去离子水洗涤混合物,离心后将产物80℃真空干燥24h后得到cup-ti3c2mxene。
29.2.将12重量份的cup-ti3c2mxene加入到邻苯二甲酸二辛脂混合均匀,再与90重量份pe颗粒在高速混合机中混合均匀,高速搅拌机的转速为300 r/min,温度为60℃,然后放置60℃烘箱中干燥1h。
30.3.将烘干的原料加入到双螺杆挤出机中,双螺杆挤出机的第一段温度为220℃、第二段温度为215℃、第三段温度为210℃、第四段温度为205℃、第五段温度为200℃;螺杆的转速为10 r/min;通过挤出造粒得到混合母粒。
31.4.将双螺杆挤出机和造粒机得到的混合母粒在60℃烘箱中干燥1 h,用注塑机注塑成型,注塑机从进料口到出料口的温度分别为第一段温度:250℃、第二段温度:240℃、第三段温度:230℃、第四段温度 :220℃、第五段温度:210℃;注塑压力:135mpa;保压压力:40mpa,得到抗菌增韧pe复合材料。
32.实施例5抗菌增韧pe复合材料的制备方法,具体如下步骤:1.抗菌增韧剂cup-ti3c2mxene的具体制备过程:1)ti3c2mxene的制备:将0.5g的ti3alc2和0.5g的lif加入到10ml hcl(12mol/l)中,在40℃下磁力搅拌24h;然后将混合物用去离子水洗涤数次至中性,将去离子水中的沉淀在冰水浴中超声1h,离心后将产物80℃真空干燥24h,得到ti3c2mxene;2)cup的制备:将1.12g cuco
3*
cu(oh)
2 溶解到一定量的去离子水中,在磁力搅拌下将2.99g 氨基三亚甲基膦酸(atmp)滴加到溶液中,随后将溶液在旋转蒸发仪中60℃下反应6h,通过缓慢蒸发混合物溶液,得到固体结晶cup;3)cup-ti3c2mxene的制备:将0.45g的ti3c2mxene溶液到300ml的去离子水中,将0.11g的cup加入到悬浊液中,在室温下磁力搅拌6h,然后用去离子水洗涤混合物,离心后将产物80℃真空干燥24h后得到cup-ti3c2mxene。
33.2.将15重量份的cup-ti3c2mxene加入到邻苯二甲酸二辛脂混合均匀,再与90重量
份pe颗粒在高速混合机中混合均匀,高速搅拌机的转速为300 r/min,温度为60℃,然后放置60℃烘箱中干燥1h。
34.3.将烘干的原料加入到双螺杆挤出机中,双螺杆挤出机的第一段温度为220℃、第二段温度为215℃、第三段温度为210℃、第四段温度为205℃、第五段温度为200℃;螺杆的转速为10 r/min;通过挤出造粒得到混合母粒。
35.4.将双螺杆挤出机和造粒机得到的混合母粒在60℃烘箱中干燥1 h,用注塑机注塑成型,注塑机从进料口到出料口的温度分别为第一段温度:250℃、第二段温度:240℃、第三段温度:230℃、第四段温度 :220℃、第五段温度:210℃;注塑压力:135mpa;保压压力:40mpa,得到抗菌增韧pe复合材料。
36.对比例11)将90重量份pe颗粒在高速混合机中混合均匀,高速搅拌机的转速为300 r/min,温度为60℃,然后放置60℃烘箱中干燥1h。
37.2).将烘干的原料加入到双螺杆挤出机中,双螺杆挤出机的第一段温度为220℃、第二段温度为215℃、第三段温度为210℃、第四段温度为205℃、第五段温度为200℃;螺杆的转速为10 r/min;通过挤出造粒得到母粒。
38.3).将双螺杆挤出机和造粒机得到的混合母粒在60℃烘箱中干燥1 h,用注塑机注塑成型,注塑机从进料口到出料口的温度分别为第一段温度:250℃、第二段温度:240℃、第三段温度:230℃、第四段温度 :220℃、第五段温度:210℃;注塑压力:135mpa;保压压力:40mpa,得到pe复合材料。
39.对比例21)ti3c2mxene的制备:将0.5g的ti3alc2和0.5g的lif加入到10ml hcl(12mol/l)中,在40℃下磁力搅拌24h;然后将混合物用去离子水洗涤数次至中性,将去离子水中的沉淀在冰水浴中超声1h,离心后将产物80℃真空干燥24h,得到ti3c2mxene;2)将12重量份的ti3c2mxene加入到邻苯二甲酸二辛脂混合均匀,再与90重量份pe颗粒在高速混合机中混合均匀,高速搅拌机的转速为300 r/min,温度为60℃,然后放置60℃烘箱中干燥1h。
40.3)将烘干的原料加入到双螺杆挤出机中,双螺杆挤出机的第一段温度为220℃、第二段温度为215℃、第三段温度为210℃、第四段温度为205℃、第五段温度为200℃;螺杆的转速为10 r/min;通过挤出造粒得到混合母粒。
41.4)将双螺杆挤出机和造粒机得到的混合母粒在60℃烘箱中干燥1 h,用注塑机注塑成型,注塑机从进料口到出料口的温度分别为第一段温度:250℃、第二段温度:240℃、第三段温度:230℃、第四段温度 :220℃、第五段温度:210℃;注塑压力:135mpa;保压压力:40mpa,得到抗菌增韧pe复合材料。
42.对比例31)cup的制备:将1.12g cuco
3*
cu(oh)
2 溶解到一定量的去离子水中,在磁力搅拌下将2.99g 氨基三亚甲基膦酸(atmp)滴加到溶液中,随后将溶液在旋转蒸发仪中60℃下反应6h,通过缓慢蒸发混合物溶液,得到固体结晶cup;;2)将12重量份的cup加入到邻苯二甲酸二辛脂混合均匀,再与90重量份pe颗粒在高速混合机中混合均匀,高速搅拌机的转速为300 r/min,温度为60℃,然后放置60℃烘箱
中干燥1h。
43.3)将烘干的原料加入到双螺杆挤出机中,双螺杆挤出机的第一段温度为220℃、第二段温度为215℃、第三段温度为210℃、第四段温度为205℃、第五段温度为200℃;螺杆的转速为10 r/min;通过挤出造粒得到混合母粒。
44.4)将双螺杆挤出机和造粒机得到的混合母粒在60℃烘箱中干燥1 h,用注塑机注塑成型,注塑机从进料口到出料口的温度分别为第一段温度:250℃、第二段温度:240℃、第三段温度:230℃、第四段温度 :220℃、第五段温度:210℃;注塑压力:135mpa;保压压力:40mpa,得到抗菌增韧pe复合材料。
45.对比例41)ti3c2mxene的制备:将0.5g的ti3alc2和0.5g的lif加入到10ml hcl(12mol/l)中,在40℃下磁力搅拌24h;然后将混合物用去离子水洗涤数次至中性,将去离子水中的沉淀在冰水浴中超声1h,离心后将产物80℃真空干燥24h,得到ti3c2mxene;2)cup的制备:将1.12g cuco
3*
cu(oh)
2 溶解到一定量的去离子水中,在磁力搅拌下将2.99g 氨基三亚甲基膦酸(atmp)滴加到溶液中,随后将溶液在旋转蒸发仪中60℃下反应6h,通过缓慢蒸发混合物溶液,得到固体结晶cup。
46.2.将6重量份的cup和6重量份的ti3c2mxene加入到邻苯二甲酸二辛脂混合均匀,再与90重量份pe颗粒在高速混合机中混合均匀,高速搅拌机的转速为300 r/min,温度为60℃,然后放置60℃烘箱中干燥1h。
47.3.将烘干的原料加入到双螺杆挤出机中,双螺杆挤出机的第一段温度为220℃、第二段温度为215℃、第三段温度为210℃、第四段温度为205℃、第五段温度为200℃;螺杆的转速为10 r/min;通过挤出造粒得到混合母粒。
48.4.将双螺杆挤出机和造粒机得到的混合母粒在60℃烘箱中干燥1 h,用注塑机注塑成型,注塑机从进料口到出料口的温度分别为第一段温度:250℃、第二段温度:240℃、第三段温度:230℃、第四段温度 :220℃、第五段温度:210℃;注塑压力:135mpa;保压压力:40mpa,得到抗菌增韧pe复合材料。
49.性能测试
表1为各实施例和各对比例的性能测试结果。从以上性能测试结果可以明显看出,实施例1-5,随着抗菌增韧剂添加量的增加,pe复合材料的拉伸强度、缺口冲击强度呈先上升后稍微下降的趋势,抗菌性能也呈现出先上升后稍微下降的趋势的,当抗菌增韧剂加量达到15份时,力学性能和抗菌性能稍有下降,可能是抗菌增韧剂在基体材料内发生团聚,导致性能下降。综合性能来看,当抗菌增韧剂cup-ti3c2mxene的添加量为12重量份的时候效果最佳。由对比例2和实施例4对比可以看出,虽然ti3c2mxene与基体的相容性较弱,但由于其出色的性能,仍能一定程度提高pe复合材料的力学性能和抗菌性能。由对比例3和实施例4对比可以看出,cup与基体的相容性较好,但无法提高pe复合材料的力学性能,力学性能稍有下降,但pe复合材料的抗菌性能优异。由对比例2,3和对比例4对比可以看出,对比例4以cup+ti3c2mxene作为抗菌增韧剂,cup可一定程度的改善ti3c2mxene与基体的相容性,使得pe复合材料的力学性能相较对比例2,3更好,由于cup含量的减少,抗菌性能相较对比例2高,相较对比例3低。
50.以上所述仅为本发明的较佳实施例,凡依本发明申请专利范围所做的均等变化与修饰,皆应属本发明的涵盖范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1