一种皮球用PVC树脂材料及其制备方法与流程
一种皮球用pvc树脂材料及其制备方法
技术领域
1.本发明涉及塑料玩具用聚氯乙烯树脂材料加工制备技术领域,特别是涉及一种皮球用pvc树脂材料,以及该皮球用pvc树脂材料的制备方法。
背景技术:
2.塑料因其具有易加工成型,轻便,结实等诸多优点,是多种球类制作最常选用的材料。塑料球通常采用高分子聚合物树脂制作而成,聚合物主料通常为聚乙烯、聚丙烯、聚苯乙烯、聚氯乙烯(简称pvc)等,通过在主料中加入适当添加剂(也称改性剂),如增塑剂、稳定剂、抗氧化剂、阻燃剂、着色剂等,经过一定的制备工艺得到改性塑性材料,经过改性的塑料材料再运用相应的加工成型工艺、材料经过交联、固化而形成所需的塑料球。
3.pvc以其优良的性能及廉价的价格成为塑料球最重要的高分子材料之一。在pvc球的生产过程中,一般选用高聚合度的乳液法pvc树脂作为原料,但乳液法pvc树脂具有其自身的性质局限,为了得到较高的强度和弹性,通常需要在加工过程中加入增塑剂、稳定剂等。传统做法是将乳液法pvc树脂、增塑剂、稳定剂分散成浆料,然后再加入到生产线上生产成pvc球。由于乳液法pvc树脂本身的特性影响,传统的pvc球在抗摔耐磨性、耐高低温性、防溶剂渗透性还存在不足,以及在现在疫情病毒流行情况下pvc球的安全抗菌方面也存在不足,不能满足使用者、特别是儿童对pvc玩具类皮球的使用要求。
技术实现要素:
4.本发明的目的在于克服现有技术的缺陷,提供一种皮球用pvc树脂材料,以及该皮球用pvc树脂材料的制备方法,通过在pvc糊树脂中加入增塑剂、稳定剂、抗菌剂等改性剂,使pvc球具有较高的抗摔耐磨性、防渗透耐高低温性和优异的抗病毒细菌能力。
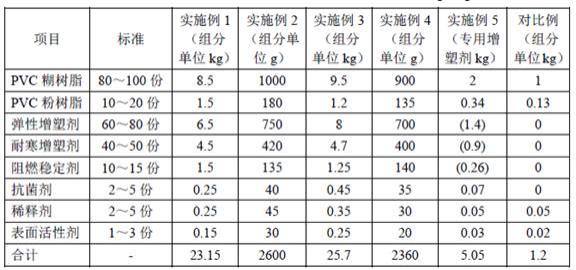
5.为实现上述目的,本发明提供一种皮球用pvc树脂材料,按质量份计算,所述pvc树脂材料包括:pvc糊树脂80~100份;pvc粉树脂10~20份;弹性增塑剂60~80份;耐寒增塑剂40~50份;阻燃稳定剂10~15份;抗菌剂2~5份;稀释剂2~5份;表面活性剂1~3份;颜料适量。
6.作为进一步改进,所述pvc糊树脂选自常规乳液法生产的初始糊料改性而得;所述初始糊料改性是在常温下加入通用增塑剂和ph调节剂而得的共混糊料,所述共混糊料含有10~15%聚醋酸乙烯酯;聚醋酸乙烯酯加入在改善糊树脂粘度和塑性、提高熔融速率的同时增加流动性。
7.优选的,所述初始糊料选自市售的上海氯碱化工生产的p440、或者p450,新疆天业生产的tpm-31、或者tph-31的一种或者几种混合。
8.优选的,所述pvc糊树脂先用150
µ
m微孔陶瓷筛选留下粒径小于150
µ
m的糊状树脂,再70
µ
m微孔陶瓷筛去除粒径小于70
µ
m的糊状树脂,留下粒径为70~150
µ
m的pvc糊树脂;所述pvc糊树脂黏度控制在8.5~12.5pa
·
s。通过筛分选择特定粒径的糊状树脂作为本发明的原料,减少与改性剂混合不均,可以有效去除粒径不均匀导致的产品表面气泡,以及在皮球成型过程中流动性差导致的产品皮厚不均问题,同时还可以改善皮球产品的染色效果,方便用一种基色的皮球通过喷涂染色等工艺制作多种颜色和连续颜色变化的多彩皮球,降低滚塑皮球生产成本。
9.优选的,所述ph调节剂选自三甲胺、三乙胺、三正丙胺的一种或者混合,ph值为9.5~10.5,改善pvc糊树脂产品的颗粒特性和热稳定性能。
10.优选的,所述通用增塑剂为邻苯二甲酸二辛酯(dop)与石油磺酸苯酯(m-50)质量比10~11.5:1混合而得,加入量为pvc初始糊料的1.1~1.2倍。选用该混合比例的通用增塑剂与pvc材料的挥发性低、迁移小、无毒环保,能够提高pvc的延伸性和柔软性,使糊树脂具有很好的相容性、稳定、耐低温和低毒性。
11.作为进一步改进,所述弹性增塑剂为聚氨酯弹性体(tpu)与邻苯二甲酸二丁酯(dbp)质量比1~1.12:1混合而得;使树脂相容性好且具有优良的耐磨性、耐化学品、耐水解性、阻燃耐髙低温和耐霉菌性。
12.作为进一步改进,所述耐寒增塑剂为己二酸二辛酯(doa)与环氧硬脂酸辛酯(ed3)质量比1:2~2.5混合而得,在改善树脂的低温性能的同时,可以有效保护pvc树脂材料的成糊性能,提升皮球产品成型性能。
13.优选的,所述增塑剂可以选用综合性能优异的商业品专用增塑剂,如邻苯二甲酸911酯(简称增塑剂911)、邻苯二甲酸二(2-丙基庚)酯dphp(简称增塑剂dphp)、花王pvc增塑剂vinycizer
ꢀ‑
124n(简称增塑剂124)一种或几种混合。
14.选用商业市售初始糊料进行改性成为本发明用于制造皮球的pvc糊树脂原料,再加入pvc粉树脂,以及其他改性材料对pvc糊树脂和pvc粉树脂再次进行性能改善,以达到本公司皮球生产要求。多种增塑剂或者商业的专用增塑剂协调配合在加工过程中改善材料的流动性和脱模性,降低加工难度,节省能源消耗;同时增强成品的延伸性,易拉不易断,使制品弹性好、拉伸强度和伸长率大,弹性得到改善。
15.作为进一步改进,所述阻燃稳定剂为磷酸三甲酚酯(tcp)与聚苯硫醚(pps)质量比1:1~1.15混合而得;该混合稳定剂具有优异的热稳定性,可以减缓反应、降低表面张力,防止在溶解过程中发生分解,使树脂具有优良的热稳定性,同时阻燃稳定剂还和聚氨酯弹性体(tpu)共同作用进一步改善树脂材料的阻燃、耐髙低温和抗病菌毒性。为了进一步降低毒性,且改善树脂的润滑和透明性,所述阻燃稳定剂还可以加入2~5份的硬脂酸锌和硬脂酸钙混合物。
16.作为进一步改进,所述抗菌剂为胶态二氧化硅与纳米银、纳米锌以质量比1~1.2:1:1混合而成,通过胶态二氧化硅配制成胶体溶液,加入纳米银锌离子均匀分散在树脂中,在具有很好的抗病菌和稳定性同时还改善pvc树脂的成糊效果。
17.作为进一步改进,所述稀释剂为乙酸乙酯、正辛烷或异辛烷中的一种或者混合,乙
酸乙酯或者烷烃与增塑剂具有较好的相容性的同时,对抗菌剂和阻燃剂也有较好的分散性;所述表面活性剂采用非离子型表面活性剂,所述表面活性剂选自脂肪酸十二醇酯、甘油单十二烷酸酯、卵磷脂的一种或者混合,与稀释剂和ph调节剂改善抗病菌剂与树脂的相容性。
18.为实现上述目的,本发明还提供如下技术方案,一种pvc树脂材料的制备方法,其特征在于,具有以下步骤:s1初始pvc糊料改性,准备一定量的市售的所述初始糊料,并加入通用增塑剂、聚醋酸乙烯酯和ph调节剂对所述初始糊料进行改性,得到pvc糊树脂;s2混合制浆,称取步骤s1得到的pvc糊树脂80~100份放入搅拌器中,在搅拌状态下依次加入pvc粉树脂10~20份,弹性增塑剂60~80份,耐寒增塑剂40~50份和阻燃稳定剂10~15份制得pvc糊状浆料;s3糊状浆料二次改性,在搅拌状态下加入抗菌剂2~5份、稀释剂2~5份、表面活性剂1~3份继续搅拌20~30min,搅拌速度200~220rpm;s4调节浆料黏度,加入一定量的ph调节剂并静置40~45h,使所述糊状浆料黏度控制在8.5~12.5pa
·
s;s5后处理,将浆料进行脱泡处理,并用150
µ
m微孔陶瓷筛过滤得到粒径小于150
µ
m的pvc糊状树脂材料,所述pvc糊状树脂材料加入适量颜料为皮球注塑成型材料。
19.作为进一步改进,步骤s1初始pvc糊料改性具体包括如下工艺步骤:s11糊料增塑,称取一定量的所述初始糊料,在常温下加入所述初始糊料的1.1~1.2倍的所述通用增塑剂,进行充分搅拌混合形成共混糊料;s12调节黏度,向所述共混糊料中加入10~15%聚醋酸乙烯酯和一定量的ph调节剂,调节糊料黏度和粒径;加温并氮气搅拌使所述共混糊料形成粒径保持在一定范围,黏度控制在8.5~12.5pa
·
s的pvc糊树脂;s13控制粒径,所述pvc糊树脂先用150
µ
m微孔陶瓷筛选留下粒径小于150
µ
m的糊状树脂,再70
µ
m微孔陶瓷筛去除粒径小于70
µ
m的糊状树脂,使糊状树脂粒径为70~150
µ
m的pvc糊树脂。
20.与现有技术相比,本发明的皮球用pvc树脂材料优点在于以下几个方面:1、本发明的皮球用pvc树脂材料,选用商业市售初始糊料进行改性成为本发明用于制造皮球的pvc糊树脂原料,并配合pvc粉树脂再加入弹性和耐寒增塑剂、阻燃稳定剂,对pvc糊树脂和pvc粉树脂再次进行性能改善,使pvc具有较高的抗摔耐磨性、防渗透耐高低温性;而为了达到特定时期和使用要求再加入抗菌剂、表面活性剂对糊状浆料整体性能进行调整的同时,稀释剂使抗菌剂充分溶解和分散在糊状浆料而具有抗菌特性,以达到本公司皮球生产要求。
21.2、使用弹性和耐寒增塑剂等多种增塑剂或者商业的专用增塑剂协调配合在加工过程中改善材料的流动性和脱模性,降低加工难度,节省能源消耗;同时增强成品的延伸性,易拉不易断,使制品弹性好、拉伸强度和伸长率大,弹性得到改善;且相对于单独使用直接从市场购买的pvc糊树脂原料的生产成本低20~30%。
22.3、特别是本发明选择市售pvc糊树脂作为改性原材料,商业品专用增塑剂作为改性剂,在改性过程中不涉及太多的化学反应,对于工厂生产比较方便控制,材料配制易于操
作、原材料管理方便;特别是市场商品化的pvc糊树脂存储和使用条件都很苛刻,容易产生失效,使用和管理成本相对较高;而采用本发明的pvc糊状树脂材料,在使用前进行配制和性能检测确认后就可以投入生产使用,可以进一步降低成本且方便快捷。
23.4、本发明的皮球用pvc树脂材料制备方法,首先对市售的初始糊料加入通用增塑剂、聚醋酸乙烯酯和ph调节剂对进行改性;再和pvc粉树脂加入弹性和耐寒增塑剂、阻燃稳定剂,对pvc糊树脂和pvc粉树脂再次进行性能改善,使pvc具有较高的抗摔耐磨性、防渗透耐高低温性;并加入专门对抗菌剂和稳定剂具有优异的热稳定性和抗病菌毒性,同时阻燃稳定剂还和聚氨酯弹性体共同作用改善树脂材料的阻燃、耐髙低温和抗病菌毒性。
24.5、本发明的皮球用pvc树脂材料制备方法,参数控制方便,初始原料pvc糊树脂粒径为70~150
µ
m,最终用于制作产品的pvc糊状树脂材料粒径小于150
µ
m,可以有效去除粒径不均匀导致的产品表面气泡,以及在皮球成型过程中流动性差导致的产品皮厚不均问题,同时还可以改善皮球产品的染色效果,方便用一种基色的皮球通过喷涂染色等工艺制作多种颜色和连续颜色变化的多彩皮球,降低滚塑皮球生产成本;本发明制备方法步骤简洁,易于流水线大批量加工生产,且在较低温度和速度下进行制备,对原料中的有效成分和活性物质损坏小;为了进一步降低毒性,且改善树脂的润滑和透明性,所述阻燃稳定剂还可以加入2~5份的硬脂酸锌和硬脂酸钙混合物。稀释剂与增塑剂具有较好的相容性的同时,对抗菌剂和阻燃剂也有较好的分散性;表面活性剂采用非离子型表面活性剂,与稀释剂和ph调节剂改善抗病菌剂与树脂的相容性,抗病菌毒性保持更长时间。
具体实施方式
25.为了使本发明的目的、技术方案及优点更加清楚明白,对本发明作进一步的详细说明,以使本领域技术人员能够充分理解本发明的技术内容。应当说明的是,本发明是基于本公司实际情况,结合公司客户需求并在研发皮球滚塑、搪塑和注塑成型的特种pvc材料及相关工艺过程中,不断实践和总结而形成的研发成果,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
26.本发明的皮球用pvc树脂材料,是基于目前搪塑和旋转成型加工,没有专用的pvc糊树脂,普遍采用通用pvc糊树脂作为原料,不同厂家生产的原料pvc糊树脂的产品指标和性能差异,特别是聚合度、糊粘度及糊粘度变化率、脱泡性能等对旋转成型制品和搪塑制品的质量影响较大的指标波动较大,需每批次调整配方及工艺参数;通用pvc糊树脂产品初始粘度较高,糊粘度变化率较大,24小时糊粘度变化率超过40%,而滚塑旋转成型及搪塑成型的增塑糊粘度控制在10左右,需要增加增塑剂和稀释剂的用量来调整糊粘度,改善产品的强度、耐磨性,且糊树脂的脱气性不好,增塑糊中起泡不易脱出,造成制品缺陷。
27.本发明的一种皮球用pvc树脂材料及其制备方法,其中该皮球用pvc树脂材料,按质量份计算,该pvc树脂材料包括:pvc糊树脂80~100份;该pvc糊树脂选自常规乳液法生产的初始糊料改性而得;该初始糊料改性是在常温下加入通用增塑剂和ph调节剂而得的共混糊料,该共混糊料含有10~15%聚醋酸乙烯酯;pvc粉树脂10~20份;弹性增塑剂60~80份;该弹性增塑剂为聚氨酯弹性体(tpu)与邻苯二甲酸二丁酯(dbp)质量比1~1.12:1混合;耐寒增塑剂40~50份;该耐寒增塑剂为己二酸二辛酯(doa)与环氧硬脂酸辛酯(ed3)质量比1:
2~2.5混合;阻燃稳定剂10~15份;该阻燃稳定剂为磷酸三甲酚酯(tcp)与聚苯硫醚(pps)质量比1:1~1.15混合而得;抗菌剂2~5份;该抗菌剂为胶态二氧化硅与纳米银、纳米锌以质量比1~1.2:1:1混合而成,通过胶态二氧化硅配制成胶体溶液,加入纳米银锌离子均匀分散在树脂中;稀释剂2~5份;该稀释剂为乙酸乙酯、正辛烷或异辛烷中的一种或者混合,乙酸乙酯或者烷烃与增塑剂具有较好的相容性的同时,对抗菌剂和阻燃剂也有较好的分散性;表面活性剂1~3份;该表面活性剂采用非离子型表面活性剂,该表面活性剂选自脂肪酸十二醇酯、甘油单十二烷酸酯、卵磷脂的一种或者混合,与稀释剂和ph调节剂改善抗病菌剂与树脂的相容性。
28.优选的,本发明初始糊料选自市售的上海氯碱化工生产的p440、或者p450,新疆天业生产的tpm-31、或者tph-31的一种或者几种混合。本发明增塑剂可以选用综合性能优异的商业品专用增塑剂,如邻苯二甲酸911酯(简称增塑剂911)、邻苯二甲酸二(2-丙基庚)酯dphp(简称增塑剂dphp)、花王pvc增塑剂vinycizer
ꢀ‑
124n(简称增塑剂124)一种或几种混合。选用商业市售初始糊料进行改性成为本发明用于制造皮球的pvc糊树脂原料,再加入pvc粉树脂,以及其他改性材料对pvc糊树脂和pvc粉树脂再次进行性能改善,以达到本公司皮球生产要求。多种增塑剂或者商业的专用增塑剂协调配合在加工过程中改善材料的流动性和脱模性,降低加工难度,节省能源消耗;同时增强成品的延伸性,易拉不易断,使制品弹性好、拉伸强度和伸长率大,弹性得到改善。
29.搪塑加工和滚塑旋转成型可设计形状复杂的产品,非常小的弧度、较深的倒角,原料pvc糊树脂材料成本低,工艺过程控制简单稳定,模具清洗成本低,对工艺的影响因素小。在滚塑旋转成型方法中,将用于滚塑旋转成型的聚氯乙烯糊状树脂材料定量地注入模具中在180至250℃下加热约10分钟至30分钟,完成聚氯乙烯糊状树脂材料的凝胶化,然后用水冷却脱模,得到聚氯乙烯皮球制品。搪塑成型方法中,将用于搪塑成型的聚氯乙烯基塑料溶胶倒入模具中,将模具在180至250℃下加热20秒至60秒,形成沿模具壁面胶凝的聚氯乙烯层,多余的未凝胶化聚氯乙烯溶胶从模具中排出。而本发明的皮球用pvc树脂材料的制备方法,具有以下步骤:(1)初始pvc糊料改性,准备一定量的市售的初始糊料,并加入通用增塑剂、聚醋酸乙烯酯和ph调节剂对初始糊料进行改性,得到本发明所需的pvc糊树脂;具体pvc糊料改性包括如下步骤(11)糊料增塑,称取一定量的初始糊料,在常温下加入初始糊料的1.1~1.2倍的通用增塑剂,进行充分搅拌混合形成共混糊料;搅拌时间3~5min,搅拌速度100~150rpm;(12)调节黏度,向共混糊料中加入10~15%聚醋酸乙烯酯和一定量的ph调节剂,调节糊料黏度和粒径;加温并氮气搅拌使共混糊料形成粒径保持在一定范围,黏度控制在8.5~12.5pa
·
s的pvc糊树脂;加温温度50~55℃,氮气搅拌时间30~35min,氮气搅拌速度60~80ml/min,控制温度和时间使物质均匀相容,静置24~30h测量黏度;(13)控制粒径,pvc糊树脂先用150
µ
m微孔陶瓷筛选留下粒径小于150
µ
m的糊状树脂,再70
µ
m微孔陶瓷筛去除粒径小于70
µ
m的糊状树脂,使糊状树脂粒径为70~150
µ
m的pvc糊树脂。
30.(2)混合制浆,称取步骤(1)得到的pvc糊树脂80~100份放入搅拌器中,在搅拌状态下依次加入pvc粉树脂10~20份,弹性增塑剂60~80份,耐寒增塑剂40~50份和阻燃稳定剂10~15份,继续搅拌时间60~70min,搅拌速度100~150rpm制得pvc糊状浆料;(3)糊状浆料二次改性,在搅拌状态下加入抗菌剂2~5份、稀释剂2~5份、表面活
性剂1~3份继续搅拌20~30min,搅拌速度200~220rpm,在表面活性剂对糊状浆料整体性能进行调整的同时,抗菌剂充分溶解和分散在糊状浆料而具有抗菌特性;(4)调节浆料黏度,加入一定量的ph调节剂并静置40~45h,使糊状浆料黏度控制在8.5~12.5pa
·
s;(5)后处理,将浆料进行脱泡处理,脱泡时间10~15min,脱泡负压≥-90kpa,搅拌速度80~100rpm;并用150
µ
m微孔陶瓷筛过滤得到粒径小于150
µ
m的pvc糊状树脂材料,pvc糊状树脂材料加入适量颜料(或者色母)混合均匀后作为皮球注塑成型材料,采用注塑、搪塑或者滚塑工艺制造皮球。本发明的皮球用pvc树脂材料制备方法,首先对市售的初始糊料加入通用增塑剂、聚醋酸乙烯酯和ph调节剂对进行改性;再和pvc粉树脂加入弹性和耐寒增塑剂、阻燃稳定剂,对pvc糊树脂和pvc粉树脂再次进行性能改善,使pvc具有较高的抗摔耐磨性、防渗透耐高低温性;并加入专门对抗菌剂和稳定剂具有优异的热稳定性和抗病菌毒性,同时阻燃稳定剂还和聚氨酯弹性体共同作用改善树脂材料的阻燃、耐髙低温和抗病菌毒性。同时,利用本发明的制备方法,可以选用不同生产厂家生产的多型号pvc糊树脂作为初始原料进行改性使用,减少企业在生产中对单一原材料供应商的依赖性,降低生产经营风险,进一步控制生产成本。具体实施例如下:实施例1:本实施例组分以千克(kg)作为计量单位进行制备23.15kg的该皮球用pvc树脂材料,具体按照以下步骤进行制备,首先初始pvc糊料改性,准备一定量的市售的初始糊料,并加入通用增塑剂、聚醋酸乙烯酯和ph调节剂对初始糊料进行改性,得到本发明所需的pvc糊树脂;具体pvc糊料改性包括:步骤(a1)糊料增塑,称取5kg的初始糊料p440,在常温下加入初始糊料的1.1倍的通用增塑剂5.5kg(其dop与m-50质量为5kg和0.5kg),进行充分搅拌混合形成共混糊料;搅拌时间3~5min,搅拌速度100~150rpm;步骤(b1)调节黏度,向共混糊料中加入0.5kg聚醋酸乙烯酯和一定量的ph调节剂三甲胺、三乙胺、三正丙胺使ph值为9.5~10.5,调节糊料黏度和粒径;加温到50~55℃并用60~80ml/min氮气搅拌时间30~35min使共混糊料形成粒径和黏度在一定范围的pvc糊树脂,静置24~30h测量黏度控制在8.5~12.5pa
·
s;和步骤(c1)粒径选择,pvc糊树脂先用150
µ
m微孔陶瓷筛选留下粒径小于150
µ
m的糊状树脂,再70
µ
m微孔陶瓷筛去除粒径小于70
µ
m的糊状树脂,使糊状树脂粒径为70~150
µ
m的pvc糊树脂。步骤(1)改性得到11kg的pvc糊树脂。
31.其次混合制浆,称取步骤(1)得到的pvc糊树脂8.5kg放入搅拌器中,在搅拌状态下依次加入pvc粉树脂1.5kg,弹性增塑剂6.5kg(tpu与dbp质量3.3kg和3.2kg),耐寒增塑剂4.5kg(doa与ed3质量1.5kg和3kg)和阻燃稳定剂1.5kg(tcp与pps质量0.7kg和0.75kg,阻燃稳定剂还可以加入0.2~0.5kg的硬脂酸锌和硬脂酸钙混合物),继续搅拌时间60~70min,搅拌速度100~150rpm制得pvc糊状浆料;再次糊状浆料二次改性,在搅拌状态下加入抗菌剂0.25kg(胶态二氧化硅与纳米银、纳米锌以质量为0.09kg,0.08kg和0.08kg)、稀释剂0.25kg的乙酸乙酯、正辛烷或异辛烷、表面活性剂0.15kg的脂肪酸十二醇酯、甘油单十二烷酸酯、卵磷脂继续搅拌20~30min,搅拌速度200~220rpm,在表面活性剂对糊状浆料整体性能进行调整的同时,抗菌剂充分溶
解和分散在糊状浆料而具有抗菌特性;然后调节浆料黏度,加入一定量的ph调节剂三甲胺、三乙胺、三正丙胺使ph值为9.5~10.5并静置40~45h,使糊状浆料黏度控制在8.5~12.5pa
·
s并检测确认;最后后处理,将浆料进行脱泡处理,脱泡时间10~15min,脱泡负压≥-90kpa,搅拌速度80~100rpm;并用150
µ
m微孔陶瓷筛过滤得到粒径小于150
µ
m的pvc糊状树脂材料得到23.15kg糊状浆料。该pvc糊状树脂材料加入适量颜料(或者色母)混合均匀后作为皮球注塑成型材料(具体pvc糊状树脂材料组分参见表1),采用注塑、搪塑或者滚塑工艺制造皮球。
32.表1本发明pvc树脂材料(pvc糊状树脂材料)组分,单位以kg或g计量:将用于滚塑旋转成型的聚氯乙烯糊状树脂材料定量地注入模具中在200至220℃下加热塑化约20分钟,完成聚氯乙烯糊状树脂材料的凝胶塑化,然后用水冷却脱模,得到聚氯乙烯皮球制品和测试标准样品,在皮球上取样和标准样品对pvc糊状树脂材料性能测试评价,性能测试结果参见表2。
33.实施例2:用实施例1步骤(a1)至步骤(c1)制备的1000g的pvc糊树脂,依据本发明的制备方法继续制备2600g(即2.6kg)的该皮球用pvc树脂材料,具体按照以下步骤进行制备加工:本实施例组分以克(g)作为计量单位,首先称取的1000g的pvc糊树脂。
34.其次混合制浆,称取的pvc糊树脂1kg放入搅拌器中,在搅拌状态下依次加入pvc粉树脂180g,弹性增塑剂750g(tpu与dbp质量390g和360g),耐寒增塑剂420g(doa与ed3质量130g和290g)和阻燃稳定剂135g(tcp与pps质量65g和70g,阻燃稳定剂还可以加入20g的硬脂酸锌和硬脂酸钙混合物),继续搅拌时间60min,搅拌速度140rpm制得pvc糊状浆料;再次糊状浆料二次改性,在搅拌状态下加入抗菌剂40g(胶态二氧化硅与纳米银、纳米锌以质量为14g,13g和13g)、稀释剂45g的乙酸乙酯、正辛烷或异辛烷、表面活性剂30g的脂肪酸十二醇酯、甘油单十二烷酸酯、卵磷脂继续搅拌28min,搅拌速度180rpm,在表面活性剂对糊状浆料整体性能进行调整的同时,抗菌剂充分溶解和分散在糊状浆料而具有抗菌特性;然后调节浆料黏度,加入一定量的ph调节剂三甲胺、三乙胺、三正丙胺使ph值为9.5~10.5并静置40~45h,使糊状浆料黏度控制在8.5~12.5pa
·
s并检测确认;最后后处理,将浆料进行脱泡处理,脱泡时间10~15min,脱泡负压≥-90kpa,搅拌
速度90rpm;并用150
µ
m微孔陶瓷筛过滤得到粒径小于150
µ
m的pvc糊状树脂材料得到2.6kg糊状浆料。该pvc糊状树脂材料加入适量颜料(或者色母)混合均匀后作为皮球注塑成型材料(具体pvc糊状树脂材料组分参见表1),采用注塑、搪塑或者滚塑工艺制造皮球。pvc糊状树脂材料性能测试评价,性能测试结果参见表2。
35.实施例3:本实施例使用tph-31糊树脂制备25.7kg的该皮球用pvc糊状树脂材料性,具体按照以下步骤进行制备加工,首先pvc糊料改性包括:步骤(a3)糊料增塑,称取5kg的初始糊料tph-31,在常温下加入初始糊料的1.15倍的通用增塑剂5.75kg(其dop与m-50质量为5.25kg和0.5kg),进行充分搅拌混合形成共混糊料;搅拌时间4.5min,搅拌速度120rpm;步骤(b3)调节黏度,向共混糊料中加入0.7kg聚醋酸乙烯酯和一定量的ph调节剂三甲胺、三乙胺、三正丙胺使ph值为9.5~10.5,调节糊料黏度和粒径;加温到53℃并用70ml/min氮气搅拌时间30min使共混糊料形成粒径和黏度在一定范围的pvc糊树脂,静置24~30h测量黏度控制在8.5~12.5pa
·
s;和步骤(c3)粒径选择,pvc糊树脂先用150
µ
m微孔陶瓷筛选留下粒径小于150
µ
m的糊状树脂,再70
µ
m微孔陶瓷筛去除粒径小于70
µ
m的糊状树脂,使糊状树脂粒径为70~150
µ
m的pvc糊树脂。步骤(1)改性得到pvc糊树脂。
36.其次混合制浆,称取得到的pvc糊树脂9.5kg放入搅拌器中,在搅拌状态下依次加入pvc粉树脂1.2kg,弹性增塑剂8kg(tpu与dbp质量4.2kg和3.8kg),耐寒增塑剂4.7kg(doa与ed3质量1.35kg和3.35kg)和阻燃稳定剂1.25kg(tcp与pps质量0.6kg和0.65kg),继续搅拌时间67min,搅拌速度130rpm制得pvc糊状浆料;再次糊状浆料二次改性,在搅拌状态下加入抗菌剂0.45kg(胶态二氧化硅与纳米银、纳米锌以质量为0.16kg,0.15kg和0.14kg)、稀释剂0.35kg的乙酸乙酯、正辛烷或异辛烷、表面活性剂0.25kg的脂肪酸十二醇酯、甘油单十二烷酸酯、卵磷脂继续搅拌28min,搅拌速度210rpm,在表面活性剂对糊状浆料整体性能进行调整的同时,抗菌剂充分溶解和分散在糊状浆料而具有抗菌特性;然后调节浆料黏度,加入一定量的ph调节剂三甲胺、三乙胺、三正丙胺使ph值为9.5~10.5并静置40~45h,使糊状浆料黏度控制在8.5~12.5pa
·
s并检测确认;最后后处理,将浆料进行脱泡处理,脱泡时间12min,脱泡负压≥-90kpa,搅拌速度95rpm;并用150
µ
m微孔陶瓷筛过滤得到粒径小于150
µ
m的pvc糊状树脂材料得到23.15kg糊状浆料。该pvc糊状树脂材料加入适量颜料(或者色母)混合均匀后作为皮球注塑成型材料(具体pvc糊状树脂材料组分参见表1),采用滚塑成型的聚氯乙烯糊状树脂材料定量地注入模具中在190至200℃下加热塑化25分钟,完成聚氯乙烯糊状树脂材料的凝胶塑化,然后用水冷却脱模,得到聚氯乙烯皮球制品和测试标准样品综合性能(见表2)。
37.实施例4:用实施例3步骤(a3)至步骤(c3)制备得到的900g的pvc糊树脂,依据本发明的制备方法继续制备2360g(即2.36kg)的该皮球用pvc糊状树脂材料性,具体参照实施例2的步骤进行制备(用量依据表1和发明内容的组分比例调配),并用滚塑旋转成型的聚氯乙烯糊状树脂材料定量地注入模具中在230至240℃下加热塑化约15分钟,完成聚氯乙烯糊状树脂材料的凝胶塑化,然后用水冷却脱模,得到聚氯乙烯皮球制品和测试标准样品综合性能(见表
2)。
38.实施例5:使用商业购买的p450糊树脂,并使用商业品专用增塑剂:花王pvc增塑剂vinycizer
ꢀ‑
124n(简称增塑剂124)作为热稳定性和低温柔韧性的均衡性优异改善耐高低温性能,加入量为1.4kg,记录在弹性增塑剂栏方便对比;邻苯二甲酸911酯(简称增塑剂911)改善热稳定性、耐热防老化作用,加入量为0.9kg,记录在耐寒增塑剂栏方便对比;邻苯二甲酸二(2-丙基庚)酯dphp(简称增塑剂dphp)作为外耐候性和高度的紫外稳定性并配合抗菌剂使pvc具有更好的抗病菌毒性,加入量为0.26kg,记录在阻燃稳定剂栏方便对比;配合抗菌剂、稀释剂和表面活性剂进行改性,依据本发明的制备方法的步骤(1)至步骤(5)参数制备该皮球用pvc糊状树脂材料性。需要特别指出的是:三种增塑剂的性能不仅发生单独效果,而且具有协调增效性。本发明的其它改性剂也是具有互相协同增效作用,而使本发明最终产品显现出优异的综合性能(见表2)。
39.对比例:直接使用商业购买的p440糊树脂1kg,并加入pvc粉树脂0.13kg,稀释剂0.05kg和表面活性剂0.02kg,并用ph调节剂调节使ph值为9.5~10.5,适当的通用增塑剂邻苯二甲酸二辛酯(dop)与石油磺酸苯酯(m-50)依据本发明的制备方法的步骤(1)至步骤(5)参数制备得到约1.2kg的皮球用pvc树脂材料。将用于滚塑旋转成型的聚氯乙烯树脂材料定量地注入模具中在200至220℃下加热塑化约20分钟,完成聚氯乙烯糊状树脂材料的凝胶塑化,然后用水冷却脱模,得到聚氯乙烯皮球制品和测试标准样品,在皮球上取样和标准样品对pvc糊状树脂材料性能测试评价,性能测试结果参见表2。
40.表2本发明pvc糊状树脂材料成型及产品性能测试评价结果:
从本发明实施例和对比例可以得出,本发明的皮球用pvc树脂材料制备方法,首先对市售的初始糊料加入通用增塑剂、聚醋酸乙烯酯和ph调节剂对进行改性;再和pvc粉树脂加入弹性和耐寒增塑剂、阻燃稳定剂,对pvc糊树脂和pvc粉树脂再次进行性能改善,使pvc具有较高的抗摔耐磨性、防渗透耐高低温性;并加入专门对抗菌剂和稳定剂具有优异的热稳定性和抗病菌毒性,同时阻燃稳定剂还和聚氨酯弹性体共同作用改善树脂材料的阻燃、耐髙低温和抗病菌毒性。
41.上面对本专利的较佳实施方式作了详细说明,但是本专利并不限于上述实施方式,在本领域的普通技术人员所具备的知识范围内,还可以在不脱离本专利宗旨的前提下作出各种变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1