粘接力优异的适合双色注塑成型油阀组件的PA6材料的制作方法
本发明涉及高分子材料,特别是涉及一种粘接力优异的适合双色注塑成型油阀组件的pa6材料及其制备方法。
背景技术:
1、燃油箱是汽车上的重要部件,用于贮存燃料燃油,用轻质塑料代替金属材料制造燃油箱对于汽车轻量化具有重要的意义。与金属燃油箱相比,其具有重量轻、形状设计自由度大、空间利用率高、耐腐蚀性好、易于加工成型、热传导性低和耐低温冲击性能好等优异性能。
2、由于聚乙烯化学结构与燃油相似同是脂肪烃类,具有相容性,用作燃油箱时燃油会通过内壁渗透扩散到外界而气化损失,即其对燃油有效成分的阻透性能较低,因此,早先的聚乙烯燃油箱被随后出现的尼龙燃油箱所取代,经过多年的发展以及排放法规的不断完善,目前,我国汽油塑料燃油箱普遍采用多层吹塑共挤工艺。外层与内层材料为高密度聚乙烯(hdpe),阻隔层材料为乙烯乙烯醇共聚物(evoh)。该类型塑料燃油箱的燃油渗透值可以低于10mg/24h。然而为了满足燃油加注、换气、翻倒安全、安置油泵等功能需求,燃油箱必然会包含加油单向阀、重力阀、加油限量阀以及油泵安装结构件等。这些油阀组件普遍采用开口密封、穿透焊接等方式。考虑到与燃油箱壳体材料(hdpe)的粘接性,焊接部件材料一般也采用hdpe材料,但是其燃油阻隔性能很低,油汽分子通过油箱的开口焊接部件逸出,燃油渗透值上升到300~500mg/24h。因此,燃油箱表面的开口数量和焊接部件的燃油阻隔能力是影响其蒸发排放水平的主要因素。
3、参考美国加州lev li标准的设计经验,燃油箱蒸发排放的指标一般设定低于100mg/24h,普遍在60~80mg/24h间。因此,有必要采用燃料透过系数低(10mg/24h)的pa6材料替代燃料透过系数高(500mg/24h)的hdpe材料作为焊接部件材料。进一步,为了满足与油箱外壳材料(hdpe)的焊接强度要求,适宜选用pe材质作为粘接过渡层,因此pa6/pe双色注塑成型油阀组件成为更好的焊接部件材料方案。
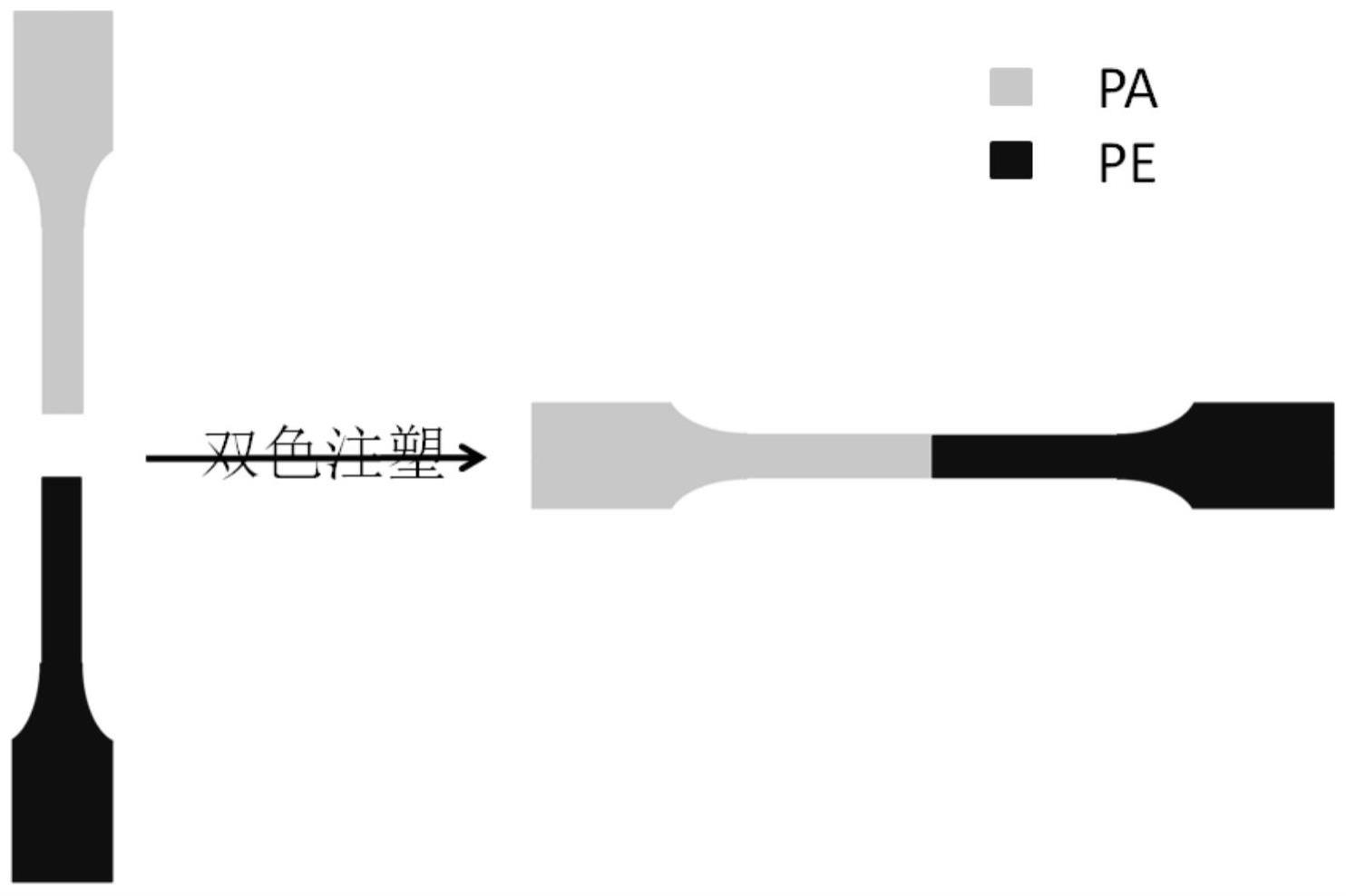
4、双色注塑成型主要以双色成型机两只料管配合两套模具按先后顺序经两次成型获得制品。简易的,不具备双料管注塑机的工厂会选择先成型简单结构的pe材质粘接层,然后作为嵌件放入模具,再用pa6材料进行注塑,形成整体的油阀组件制品。
5、为确保焊接部位能满足燃油加注、换气、翻倒安全、安置油泵等功能需求,要求焊接油阀组件需承受500n以上的外推力不出现松脱,即材料粘接力。pa6/pe是不相容体系,如若通过对pa6进行马来酸酐类和羧酸类相容剂改性,则会显著提高pa6的燃料透过系数,显然违背了初衷。当前,对于提高pa6/pe双色注塑部件粘接力一般依赖注塑厂优化工艺和主机厂优化设计:如提高模温及注塑加工温度、嵌件在二次注塑前预热处理、产品设计锯齿槽增大接触面等方案。材料端的方案目前尚未有公开报道。
技术实现思路
1、为解决以上问题,本发明提供一种粘接力优异的适合双色注塑成型油阀组件的pa6材料,识别总结出合成端原材料特殊特性指标对终端特殊用途的对应关系,通过调控封端剂,不改变影响材料本身熔点和力学性能,既可获得粘接力优异的pa6树脂,为客户(注塑厂)提供材料端的解决方案。
2、为实现上述目的,本发明采用如下技术方案:
3、粘接力优异的适合双色注塑成型油阀组件的pa6材料,包括以下重量份数的组分:
4、芳香族二元酸为封端剂的pa6树脂 50-100份
5、增强材料 0-50份
6、常规助剂 0.5-2份
7、所述芳香族二元酸为对苯二甲酸、邻苯二甲酸或间苯二甲酸中的一种或多种;所述芳香族二元酸为封端剂的pa6树脂的熔点为220℃,粘度为2.0~3.0。
8、所述增强材料,可以选自玻璃纤维、碳纤维、玻璃微珠、硫酸镁晶须、滑石粉、硅灰石、碳酸钙等;
9、所述常规助剂,包括抗氧剂、光稳定剂、热稳定剂、润滑剂、着色剂等。
10、与现有技术相比,本发明具有以下有益效果:
11、1)本发明通过简单定制化即可满足特殊领域用途,只需要调控封端剂,不需要改变其它聚合过程,不降低熔点,既可获得粘接力优异的pa6树脂,适合双色注塑成型油阀组件,双色注塑结合面粘接力强,油阀组件与燃油箱焊接力强。
12、2)本发明通过对材料、工艺、零件相互关系的研究认识,识别总结出合成端原材料特殊特性指标对终端特殊用途的对应关系,为行业上下游开展定制化解决方案提供思路借鉴。
技术特征:
1.粘接力优异的适合双色注塑成型油阀组件的pa6材料,其特征在于,包括以下重量份数的组分:
2.根据权利要求1所述的粘接力优异的适合双色注塑成型油阀组件的pa6材料,其特征在于:所述芳香族二元酸为对苯二甲酸、邻苯二甲酸或间苯二甲酸中的一种或多种;所述芳香族二元酸为封端剂的pa6树脂的熔点为220℃,粘度为2.0~3.0。
3.根据权利要求1所述的粘接力优异的适合双色注塑成型油阀组件的pa6材料,其特征在于:所述增强材料选自玻璃纤维、碳纤维、玻璃微珠、硫酸镁晶须、滑石粉、硅灰石、碳酸钙。
4.根据权利要求1所述的粘接力优异的适合双色注塑成型油阀组件的pa6材料,其特征在于:所述常规助剂包括抗氧剂、光稳定剂、热稳定剂、润滑剂、着色剂。
技术总结
本发明提供一种粘接力优异的适合双色注塑成型油阀组件的PA6材料。包括芳香族二元酸为封端剂的PA6树脂和常规助剂。可以通过与聚烯烃材料双色注塑成型获得优异粘接力的油阀组件,进而通过焊接成型实现与塑料燃油箱壳体材料之间牢固的密封装配,大大降低燃油渗透量。特别适用于塑料燃油箱加油口单向阀、重力阀和加油限量阀等部件。
技术研发人员:陈剑锐,赵丽萍,张海生,颜瑞祥,侍惠东,丁浩浩,王增效,张杨,王凤,张锴,蔡青,蔡莹,周文
受保护的技术使用者:浙江普利特新材料有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!