一种透气座椅皮套的生产线及其生产工艺的制作方法
本技术涉及座椅皮套生产的领域,尤其是涉及一种透气座椅皮套的生产线及其生产工艺。
背景技术:
1、汽车座椅是坐车时乘坐的座椅。通常包括前排座椅和后排座椅。随着人民生活品质的不断提高,对汽车乘坐舒适性的要求也越来越高,很多车主选择采用舒适的皮质座椅,其中汽车座椅的透气性和柔软度是影响汽车座椅舒适性的重要因素。
2、现有的座椅皮套在生产时通常需要设置多层透气层,以保证皮套的透气性和柔软度,透气层在展开之前卷绕于辊筒上,再进行加工时,通过两名工人对透气层进行展开,然后对透气层进行裁切,将透气层进行多次叠加,使透气层具有一定的厚度,再铺展皮套进行压紧,再根据加工的需要进行裁切缝制。
3、针对上述中的相关技术,发明人发现存在以下缺陷:通过人工拉动透气层展开,再对透气层进行裁切,需要工人多次机械式的操作,增强工人的劳动强度。
技术实现思路
1、为了降低工人的劳动强度,本技术提供一种透气座椅皮套的生产线及其生产工艺。
2、本技术提供的一种透气座椅皮套的生产线,采用如下的技术方案:
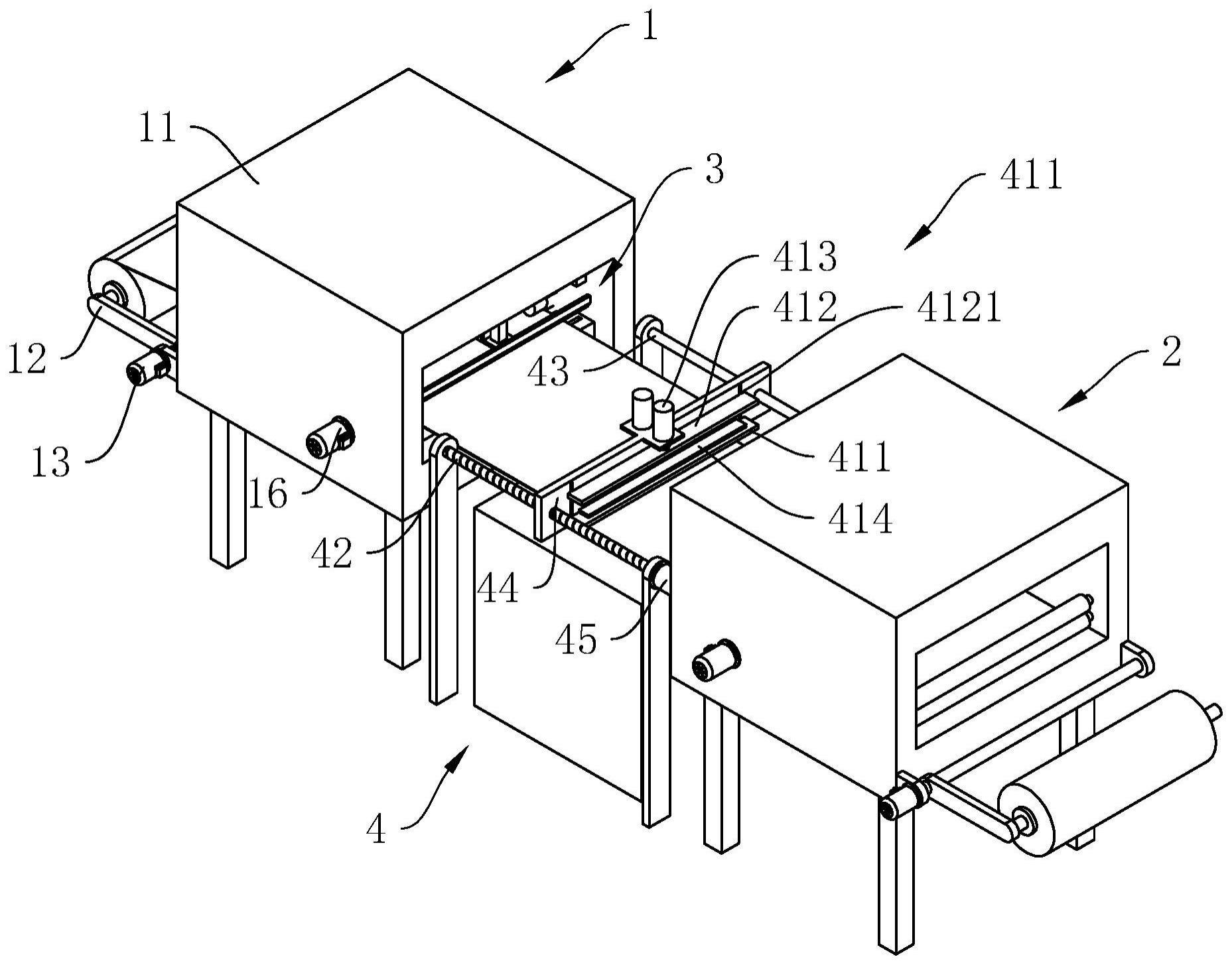
3、一种透气座椅皮套的生产线,包括用于输送透气层的第一送料机构和用于输送皮质层的第二送料机构,所述第一送料机构和第二送料机构的出料口设置于同一轴线上,所述第一送料机构和第二送料机构的出料口均设置有裁切组件,所述第一送料机构和第二送料机构之间设置有铺设机构,所述铺设机构包括沿第一送料机构和第二送料机构的出料口的轴线方向做往复运动的取料组件。
4、通过采用上述技术方案,第一送料机构和第二送料机构中输送透气层和皮质层,取料组件运动,从而拉动透气层和皮质层展开,并通过裁切组件对透气层和皮质层进行裁切,通过取料组件多次往复运动,从而完成透气层和皮质层的铺叠,且铺叠效果较好,无需工人操作,降低工人的劳动强度。
5、可选的,所述铺设机构还包括往复丝杆、限位杆、滑动架和驱动电机,所述往复丝杆和限位杆均沿所述取料组件的运动方向设置,所述往复丝杆同轴设置于驱动电机的输出轴上,所述滑动架套设于往复丝杆和限位杆上且与往复丝杆螺纹连接适配,所述取料组件设置于滑动架上。
6、通过采用上述技术方案,驱动电机驱动往复丝杆转动,往复丝杆与滑动架之间螺纹连接,从而驱动滑动架沿往复丝杆和限位杆的设置方向运动,取料组件设置于滑动架上,进而带动取料组件稳定的运动,提高透气层和皮质层的展开效果。
7、可选的,所述取料组件设置有两组,两组所述取料组件分别设置于所述滑动架靠近所述第一送料机构的一侧和靠近第二送料机构的一侧。
8、通过采用上述技术方案,两组取料组件分别设置于滑动架上的两侧,以便于滑动架移动至两端时能够用于对透气层或皮质层进行拉动展开,实用方便快捷。
9、可选的,所述取料组件包括定位板、滑动板和直线电机,所述定位板和滑动板均设置于所述滑动架上,所述滑动板与定位板活动抵接,所述直线电机设置于滑动架上,所述滑动板设置于直线电机的输出轴上。
10、通过采用上述技术方案,滑动架移动至两端位置时,透气层或皮质层进入定位板和滑动板之间,直线电机驱动滑动板滑动,使滑动板和定位板对透气层或皮质层进行夹紧,滑动架移动时能够拉动透气层和皮质层展开,实现透气层和皮质层的铺叠。
11、可选的,所述滑动板上设置有限位块,所述滑动架上开设有限位槽,所述限位块与限位槽滑动连接适配。
12、通过采用上述技术方案,滑动板在滑动过程中,限位块在滑动架上的限位槽中滑动,从而提高滑动板的滑动稳定性,使滑动板和定位板能够对透气层和皮质层夹持更加稳定。
13、可选的,所述定位板和滑动板相互靠近的一侧均设置有防滑片。
14、通过采用上述技术方案,定位板和滑动板相互靠近时能够对透气层和皮质层进行夹持,设置防滑片能够增大透气层和皮质层与定位板、滑动板之间的摩擦力,避免透气层和皮质层发生脱落。
15、可选的,所述第一送料机构和第二送料机构均包括机架主体和放置架,所述放置架转动连接于机架主体上,所述放置架上可拆卸设置卷绕有透气层或皮质层的辊筒,所述机架主体上设置有驱动放置架转动的第一旋转电机。
16、通过采用上述技术方案,卷绕有透气层或皮质层的辊筒安装于放置架上后,启动第一旋转电机后,放置架转动使辊筒抬升,从而便于拉动透气层或皮质层时辊筒发生转动,以便于透气层或皮质层的进行铺叠。
17、可选的,所述第一送料机构和第二送料机构还包括两组上压轮和下压轮,一组所述上压轮和一组下压轮抵接,所述上压轮和下压轮之间留有透气层和皮质层穿过的空间,所述机架主体上设置有驱动上压轮或下压轮转动的第二旋转电机。
18、通过采用上述技术方案,透气层和皮质层穿过上压轮和下压轮之间,启动第二旋转电机驱动上压轮或下压轮转动,使透气层或皮质层能够继续输送一端距离,以便于再次进行夹取实现铺叠。
19、可选的,所述裁切组件包括无杆气缸、直线气缸和裁切刀,所述无杆气缸水平且垂直于出料口的出料方向,所述直线气缸设置于无杆气缸的输出端,所述裁切刀设置于直线气缸的输出端,所述裁切刀与透气层或皮质层活动抵接,所述滑动架往复运动一个周期后,所述无杆气缸和直线气缸启动,所述无杆气缸往复运动一个周期后,所述第二旋转电机启动。
20、通过采用上述技术方案,透气层或皮质层展开后,直线气缸驱动裁切刀与透气层或皮质层抵接,无杆气缸带动直线气缸和裁切刀运动,对透气层或皮质层进行裁切,无需手动裁切,裁切效果好,效率高。
21、本技术提供的一种透气座椅皮套的生产工艺,包括如下步骤:
22、步骤一:将卷绕有透气层或皮质层的辊筒分别安装于两个机架主体上的放置架上,启动第一旋转电机使放置架转动抬高;
23、步骤二:拉动透气层和皮质层穿过上压轮和下压轮之间;
24、步骤三:启动驱动电机驱动往复丝杆转动,往复丝杆转动驱动滑动架在往复丝杆和限位杆上往复运动;
25、步骤四:滑动架运动至端部时,直线电机驱动滑动板运动使滑动板与定位板对透气层或皮质层进行夹持,实现透气层和皮质层的铺叠;
26、步骤五:直线气缸驱动裁切刀与透气层或皮质层抵接,无杆气缸带动直线气缸和裁切刀运动,对透气层或皮质层进行裁切;
27、步骤六:第二旋转电机启动驱动上压轮或下压轮转动,使透气层或皮质层向前输送一部分,以便于再次夹持进行铺叠。
28、综上所述,本技术包括以下至少有益技术效果:
29、1.第一送料机构和第二送料机构中输送透气层和皮质层,取料组件运动,从而拉动透气层和皮质层展开,并通过裁切组件对透气层和皮质层进行裁切,通过取料组件多次往复运动,从而完成透气层和皮质层的铺叠,且铺叠效果较好,无需工人操作,降低工人的劳动强度;
30、2.驱动电机驱动往复丝杆转动,往复丝杆与滑动架之间螺纹连接,从而驱动滑动架沿往复丝杆和限位杆的设置方向运动,滑动架移动至两端位置时,透气层或皮质层进入定位板和滑动板之间,直线电机驱动滑动板滑动,使滑动板和定位板对透气层或皮质层进行夹紧,滑动架移动时能够拉动透气层和皮质层展开,实现透气层和皮质层的铺叠;
31、3.透气层或皮质层展开后,直线气缸驱动裁切刀与透气层或皮质层抵接,无杆气缸带动直线气缸和裁切刀运动,对透气层或皮质层进行裁切,无需手动裁切,裁切效果好,效率高。
- 还没有人留言评论。精彩留言会获得点赞!