一种基于反馈调节关联技术的发酵装置及其发酵方法与流程
本发明涉及发酵装置,具体涉及一种基于反馈调节关联技术的发酵装置及其发酵方法。
背景技术:
1、发酵指人们借助微生物在有氧或无氧条件下的生命活动来制备微生物菌体本身、或者直接代谢产物或次级代谢产物的过程。发酵有时也写作酦酵,其定义由使用场合的不同而不同。通常所说的发酵,多是指生物体对于有机物的某种分解过程。发酵是人类较早接触的一种生物化学反应,如今在食品工业、生物和化学工业中均有广泛应用。其也是生物工程的基本过程,即发酵工程
2、发酵过程中的气压、产物浓度、温湿度完全影响最终的发酵结果,与产物的质量有直接关系,因此需要实时监控发酵过程中的气压、产物浓度、温湿度在不同时间点的产出值。
3、然而针对气压监控方面,现有技术大多仅利用一个排气管道的排气阀进行降压处理,当气压与标准值相同时,人工关闭排气阀,当气压超出标准值时,则打开减压阀进行减压处理,但是这种实现方式存在的缺陷为:
4、由于发酵过程中的气压为动态指标,且短时间的气压超标也会影响整个发酵的过程,而在不同发酵阶段的标准气压是不同的,因此需要多次的调控排气阀直至达到不同发酵阶段的标准气压值,人工操作次数比较多,容易出现误差,同时仅利用单个排气阀进行降压的效率比较低。
技术实现思路
1、本发明的目的在于提供一种基于反馈调节关联技术的发酵装置及其发酵方法,以解决现有技术中人工操作次数比较多,容易出现误差,同时仅利用单个排气阀进行降压的效率比较低,而即使短时间的气压超标也会影响整个发酵的过程的技术问题。
2、为解决上述技术问题,本发明具体提供下述技术方案:
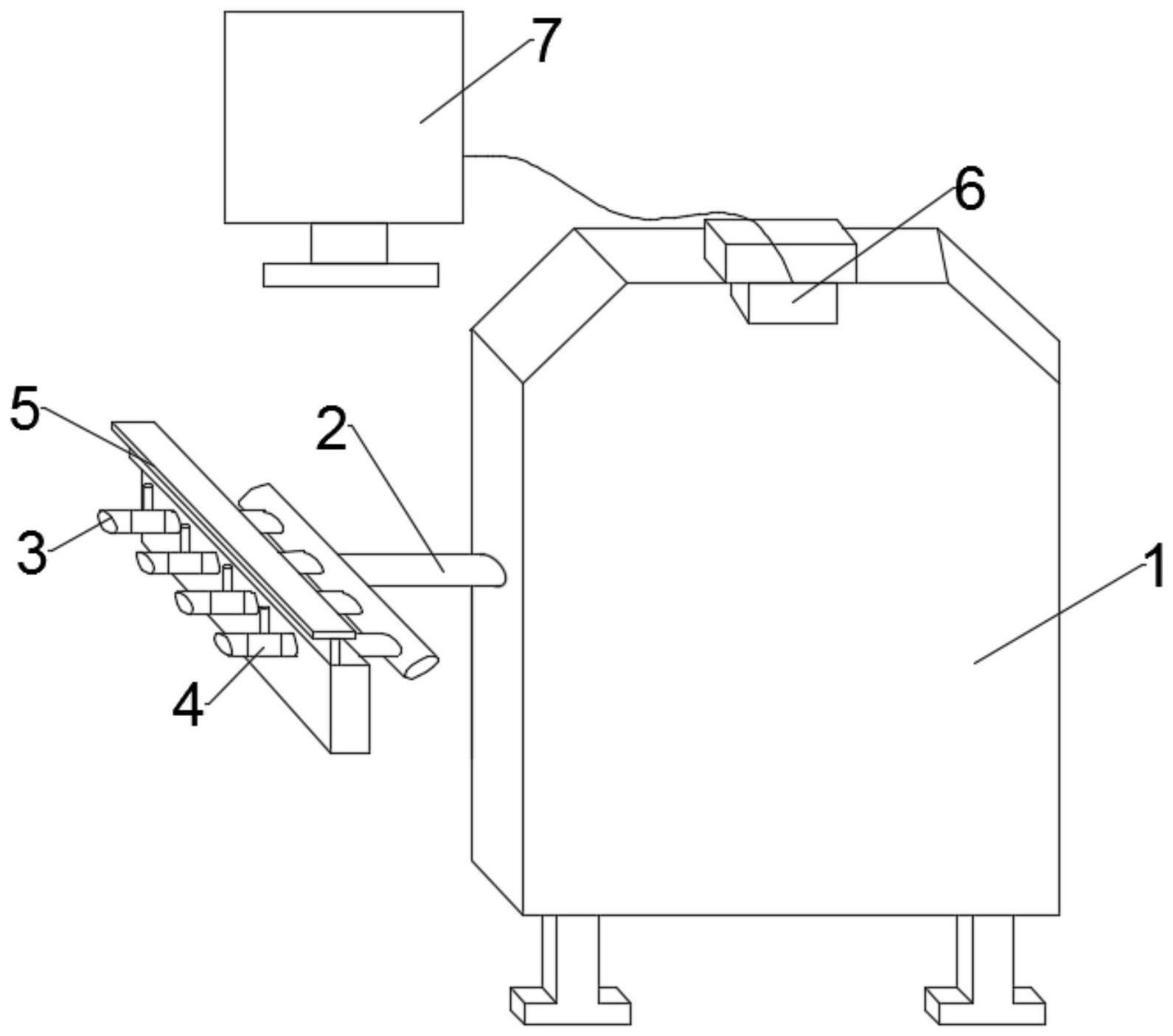
3、一种基于反馈调节关联技术的发酵装置,包括发酵罐体,以及设置在所述发酵罐体上的排气管道,所述排气管道的输出端连接有多个并排分布的调压管道,每个所述调压管道上均安装有关联调压阀,所述调压管道上设有用于调控所有关联调压阀集体工作或者至少一个所述关联调压阀独立工作的驱动机构;
4、所述发酵罐体内设有气压检测器,所述气压检测器连接有控制系统,且控制系统的输出端与所述驱动机构电性连接;
5、所述控制系统内设有时间记录模块,以及与所述时间记录模块具备曲线关系的标准气压模块;
6、所述控制系统根据所述时间记录模块确定当前的发酵阶段,从发酵阶段与标准气压之间的曲线关系内确定当前的标准气压,所述控制系统基于标准气压与所述气压检测器监测的实际气压的对比结果调控所述驱动机构工作,所述驱动机构通过带动所有关联调压阀同步同向旋转,以释放或者关闭所述调压管道并实现对所述发酵罐体进行快速稳定的降压处理。
7、作为本发明的一种优选方案,所述关联调压阀包括与所述调压管道连接的管体,以及设置在所述管体上的螺纹腔体,所述螺纹腔体的内部设有与所述螺纹腔体相互咬合的调节栓,所述调节栓的下端连接有形变膜片,所述调节栓用于调整所述形变膜片的形变参数以调整所述关联调压阀整体的降压参数;
8、所述调节栓沿着所述螺纹腔体内移动至最低位置时,直至带动所述形变膜片堵塞所述管体,所述关联调压阀此时的降压参数为0;
9、所述调节栓沿着所述螺纹腔体内移动至最高位置时,直至所述管体完全流通,所述关联调压阀此时的降压参数最大。
10、作为本发明的一种优选方案,所述调节栓包括螺纹杆,以及设置在所述螺纹杆上端的齿轮面板,所述齿轮面板的侧曲面上设有齿条,所述螺纹杆沿着所述螺纹腔体转动式上下移动时,所述形变膜片发生形变以堵塞所述管体或释放所述管体,所述关联调压阀通过与所述齿条相互啮合作用带动所述调节栓沿着所述螺纹腔体内转动式上下移位。
11、作为本发明的一种优选方案,所述驱动机构包括多孔槽板,以及铰接在所述多孔槽板上端的齿板组件,所述调压管道依次穿过所述多孔槽板的孔槽,所述多孔槽板上安装有用于驱动所述齿板组件旋转的摆动组件,所述摆动组件带动所述齿板组件与所述多孔槽板呈水平状态,或带动所述齿板组件与所述多孔槽板呈垂直状态;
12、所述齿板组件与所述多孔槽板呈水平状态时,通过旋动所述调节栓以调节至少一个所述关联调压阀的降压参数;
13、所述齿板组件与所述多孔槽板呈垂直状态时,所述齿板组件通过与所述调节栓的齿条啮合带动所有关联调压阀旋动,以同步同向调整所有关联调压阀的降压参数。
14、作为本发明的一种优选方案,所述齿板组件包括与所述多孔槽板铰接的定位板,以及与所述定位板活动连接的滑动板,所述滑动板的中心轴线上开设有t形下沉槽,所述定位板的侧边安装有与所述定位板相互垂直的平面板,所述滑动板通过所述t形下沉槽沿着所述平面板表面线性移动;
15、所述滑动板的表面在所述t形下沉槽侧边设有第二齿形槽,所述定位板上安装有伺服电机,所述伺服电机通过主动轮与所述第二齿形槽之间啮合,以带动所述滑动板沿着所述平面板表面线性移动。
16、作为本发明的一种优选方案,所述滑动板的另一表面设有与所述齿条相同啮合的第一齿形槽,所述滑动板沿着所述平面板表面线性移动时,所述滑动板通过所述第一齿形槽与所述调节栓的齿条的相互作用带动所述调节栓在所述螺纹腔体内上下转动式移位。
17、作为本发明的一种优选方案,所述定位板铰接在所述多孔槽板靠近所述关联调压阀的侧边,且所述多孔槽板靠近所述关联调压阀的侧表面上设有直角弯板,所述直角弯板的上端与所述定位板的上端齐平,所述直角弯板用于限制所述定位板的转动角度范围为0°-90°。
18、作为本发明的一种优选方案,所述摆动组件包括设置在所述多孔槽板侧表面上的圆柱形凹槽,以及通过轴承活动安装在所述圆柱形凹槽上的夹板,所述夹板内固定安装有推动气缸,所述推动气缸的输出端与所述定位板的侧边活动连接,所述推动气缸通过伸缩移动带动所述定位板绕所述多孔槽板活动旋转。
19、为解决上述技术问题,本发明还进一步提供下述技术方案:一种基于反馈调节关联技术的发酵装置的发酵方法,包括以下步骤:
20、步骤、将原料置于发酵罐体内进行密封发酵处理,并统计密封发酵时间,以密封发酵时间为因子计算与当前密封发酵时间对应的标准气压;
21、步骤、利用气压检测器实时监测发酵罐体内的实际气压,控制系统计算实际气压与标准气压的对比结果控制驱动机构工作,以增大或者减小每个调压管道的降压系数;
22、步骤、建立控制系统与移动终端之间的通讯连接,控制系统计算实际气压与标准气压的对比结果发送至所述移动终端,以实现人工调控单个或者多个调压管道的降压系数。
23、作为本发明的一种优选方案,在实际气压与标准气压之间的差值大于设定阈值时,所述控制系统根据所述实际气压与标准气压之间的差值以及所有调压管道的数量,计算每个调压管道的平均降压系数,所述控制系统根据每个所述调控管道的平均降压系数控制驱动机构工作,以同时同步调控所有调压管道进行降压处理;
24、在实际气压与标准气压之间的差值小于设定阈值时,即小于所有调压管道同时降压的最低降压系数,所述控制系统根据所述实际气压与标准气压之间的差值确定单个所述关联调压阀的降压系数,人工根据计算的降压系数调控所述关联调压阀的调节栓。
25、本发明与现有技术相比较具有如下有益效果:
26、(1)本发明在排气管道上安装多个并排分布的调压管道,每个调压管道上均安装有关联调压阀,这样利用驱动机构可以同时同向打开多个关联调压阀,从而实现短时间内的快速降压处理;
27、(2)本发明可以实现自动和手动的降压处理,当发酵罐体内的实际气压稍大于标准气压,也不满足所有关联调压阀的最低降压条件时,此时人工可参与降压处理,而如果人工未及时完成降压处理时,随着实际气压的升高,开启自动降压处理,所有关联调压阀同时打开进行快速稳定的降压处理,直至实际气压与标准气压相同。
- 还没有人留言评论。精彩留言会获得点赞!