一种利用酵母菌缓解厌氧消化氨氮抑制的方法
本发明属于有机废弃物处置,涉及一种利用酵母菌缓解厌氧消化氨氮抑制的方法。
背景技术:
1、有机废弃物一般具有高氨氮高有机物含量的特点,随意排放或堆积会对环境产生负面影响,如增加水中有机物和氨氮的浓度。为了减少有机废弃物对环境的危害,厌氧消化技术常被用来实现有机废弃物资源化,生产氢气、甲烷等能源。有机废弃物厌氧消化过程中,特别是针对高氮原料(餐厨垃圾、粪便、食品加工废物等)而言,氨氮是一个十分重要的控制条件。在厌氧消化过程中,由于厌氧微生物的细胞增殖很少,因此只有很少量的氮被转化成为细胞物质,大部分可生物降解的有机氮都被还原为厌氧消化液中的氨氮。氨氮是微生物重要的氮源,并且在反应过程中能够中和厌氧消化产生的挥发性有机酸,对系统的ph具有缓冲作用,但若其浓度过高,将会发生氨氮抑制,影响微生物的活性、抑制甲烷菌的活性、抑制氢烷的产生。
2、目前解除或减轻有机废弃物厌氧消化的氨氮抑制的方法主要有不同反应器类型、不同发酵温度、不同微生物种群和添加外源物这四个方面。(1)基于反应器类型,目前用于解除或减轻氨氮抑制的厌氧处理工艺为两相厌氧反应器(例如cn111019811a)。两相厌氧消化工艺把酸化和甲烷化两个阶段分离在两个串联反应器中,使产酸菌和产甲烷菌各自在最佳环境条件下生长。厌氧消化是由多种菌群参与作用的生物过程,这些微生物种群的有效代谢是互相影响、相互联结的,而两相厌氧消化会将这一有机联系的过程分开,这势必会改变中间代谢产物成分,对整个消化过程产生一定程度的影响。所以,如选择两相反应器进行氨氮抑制解除,必须要采取的适当的相分离,从而创造有利于不同细菌的生态环境。此外,由于高氮原料厌氧消化对反应器的最大有机负荷有一定的限制要求,因此在反应器和实验的设计过程中要考虑到发酵浓度和氨氮作用的敏感性。(2)不同发酵温度解除或减轻氨氮抑制的原理基于厌氧消化的温度。现有研究表明,在不同温度条件下,氨氮的抑制程度是不同的,温度越高,产生的氨氮浓度越高,自由nh3的浓度越高,甲烷含量越低。中温或者高温消化工艺对于氨氮抑制的解除,两者优缺点并重。中温消化,经济性强、产生的沼气纯度高,而高温消化产气量高、病原菌灭杀率高、原料降解更完全。(3)不同微生物种群解除或减轻氨氮抑制的原理基于经过高浓度氨氮驯化过的甲烷菌或通过培育筛选耐高浓度氨氮甲烷菌(例如cn114314831a、cn106754611b)。但是高氨氮不是氨氮抑制的唯一条件,甲烷菌的活性主要受氨氮影响,但是氮氧化物,如no2、no和n2o也会对参与厌氧消化的细菌产生毒性作用。(4)添加外源物解除或减轻氨氮抑制的原理基于外源物对氨氮产生一定吸附作用,目前针对氨氮去除,常用的添加剂有沸石、麦饭石、活性碳和膨润土等(例如cn109607984a、cn104211168b)。
3、不同反应器类型、不同发酵温度、不同微生物种群和添加外源物这四个方面用于解除或减轻有机废弃物厌氧消化的氨氮抑制均基于直接减少氨氮,其中不同发酵温度、不同微生物种群和添加外源物这三个方面均少见用于解决氨氮浓度高于6000mg/l时的氨氮抑制。两相厌氧反应器虽能用于解决氨氮浓度高于6000mg/l时的氨氮抑制,但其对厌氧消化操作要求高,且会改变中间代谢产物,影响整个消化过程。此外,解除或减轻有机废弃物厌氧消化的氨氮抑制时,采用直接减少氨氮含量的技术手段存在另外的问题。在高氨氮浓度情况下,相应非离子化nh3的浓度会处于高值,氮氧化合物的浓度也会处于高值,对参与厌氧消化的细菌产生较高的毒性危害。
技术实现思路
1、本发明的目的在于解除或缓解厌氧消化氨氮抑制,特别是高浓度氨氮的氨氮抑制。
2、基于上述目的,本发明提供了一种利用酵母菌缓解厌氧消化氨氮抑制的方法来解决本领域内的这种需要。本发明利用酵母菌的高效水解特性,基于促进水解、产vfas过程,通过强化厌氧消化过程的非产氢烷阶段,构建高效产氢烷途径,提供了一种高氨氮抑制条件下的稳定可重复利用的解除或缓解厌氧消化氨氮抑制产氢烷的方法。
3、一方面,本发明涉及一种利用酵母菌缓解厌氧消化氨氮抑制的方法,包含有机废弃物的发酵底物进行厌氧消化,向所述发酵底物中接种酵母菌,解除或减轻氨氮抑制。
4、具体地,本发明所述有机废弃物为能利用兼性菌和厌氧菌进行厌氧生化反应的废弃物,特别包含高氨氮有机废弃物,例如猪粪、鸡粪、牛粪、人粪、餐厨垃圾含氮量高的生物质固废。
5、进一步地,本发明提供的利用酵母菌缓解厌氧消化氨氮抑制的方法中,以质量比计,所述酵母菌和所述有机废弃物的总固体的配比为0.1~3:1。
6、进一步地,本发明提供的利用酵母菌缓解厌氧消化氨氮抑制的方法中,所述厌氧消化的温度为30~40℃。
7、进一步地,本发明提供的利用酵母菌缓解厌氧消化氨氮抑制的方法中,以质量比计,所述有机废弃物进行厌氧消化时,总固体浓度为4~30%。
8、进一步地,本发明提供的利用酵母菌缓解厌氧消化氨氮抑制的方法中,所述酵母菌接种前进行活化。
9、进一步地,本发明提供的利用酵母菌缓解厌氧消化氨氮抑制的方法中,所述活化包括:将所述酵母菌与水混合进行振荡培养,直至酵母菌菌液的od600值大于1.0。
10、进一步地,本发明提供的利用酵母菌缓解厌氧消化氨氮抑制的方法中,以体积比计,所述酵母菌与所述水的配比不大于1:2。
11、进一步地,本发明提供的利用酵母菌缓解厌氧消化氨氮抑制的方法中,所述振荡培养的温度为60~240r/min,所述振荡培养的温度为30~40℃。
12、另一方面,本发明涉及酵母菌菌液在解除或减轻氨氮抑制中的应用。
13、另一方面,本发明涉及酵母菌菌液在促进厌氧消化的底物分解中的应用。
14、与现有技术相比,本发明至少具有下述的优点或有益效果:
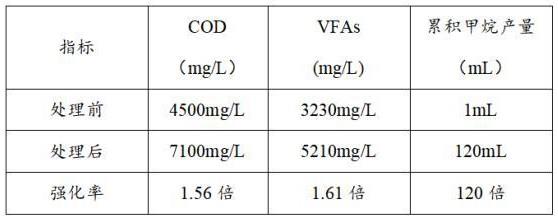
15、(1)本发明利用酵母菌促进了高氨氮底物的水解、产vfas过程,实现了高氨氮抑制条件下的稳定产氢烷,在6000~6200mg/l氨氮抑制条件下经本方法处理前后甲烷产量从1~1.2ml提升至120~280ml。
16、(2)本发明采用酵母菌的高效水解特点,使有机物快速产vfas,降低了厌氧消化体系的ph,确保了氨氮主要以nh4+-n形式存在,降低了游离氨的浓度,避免了微生物活性受到大幅抑制,具有无需额外添加化学酸碱试剂的优点,削减了运行成本,提高了厌氧消化活性。
17、(3)本发明采用酵母菌构建的生物强化体系可以重复利用,本次厌氧消化后剩余的底物和酵母菌的混合物可以保留,用作下一周期的接种物,同样具有缓解氨氮抑制的效果,具有成本低、可持续、效果好、操作简单、无二次污染、底物利用率高等优点。
18、(4)本发明采用酵母菌对厌氧消化体系进行生物强化,不仅可缓解氨氮抑制,在未被抑制的条件下也具有促进效果。可促进底物高值化利用,增加氢烷的产量。
技术特征:
1.一种利用酵母菌缓解厌氧消化氨氮抑制的方法,包含有机废弃物的发酵底物进行厌氧消化,其特征在于,向所述发酵底物中接种酵母菌,解除或减轻氨氮抑制。
2.根据权利要求1所述的方法,其特征在于,以质量比计,所述酵母菌和所述有机废弃物的总固体的配比为0.1~3:1。
3.根据权利要求1所述的方法,其特征在于,所述厌氧消化的温度为30~40℃。
4.根据权利要求1所述的方法,其特征在于,以质量比计,所述有机废弃物进行厌氧消化时,总固体浓度为4~30%。
5.根据权利要求1所述的方法,其特征在于,所述酵母菌接种前进行活化。
6.根据权利要求5所述的方法,其特征在于,所述活化包括:将所述酵母菌与水混合进行振荡培养,直至酵母菌菌液的od600值大于1.0。
7.根据权利要求6所述的方法,其特征在于,以体积比计,所述酵母菌与所述水的配比不大于1:2。
8.根据权利要求6所述的方法,其特征在于,所述振荡培养的温度为60~240r/min,所述振荡培养的温度为30~40℃。
9.酵母菌菌液在解除或减轻氨氮抑制中的应用。
10.酵母菌菌液在促进厌氧消化的底物分解中的应用。
技术总结
本发明属于有机废弃物处置技术领域,涉及一种利用酵母菌缓解厌氧消化氨氮抑制的方法。该方法包括:有机废弃物进行厌氧消化发生氨氮抑制时,添加酵母菌。本发明利用酵母菌促进了高氨氮底物的水解、产VFAs过程,实现了高氨氮抑制条件下的稳定产氢烷,解决了有机废弃物进行厌氧消化发生氨氮抑制的技术问题。本发明适用于氨氮浓度高于2000mg/L的氨氮抑制解除或减轻,更能适用于氨氮浓度高于6000mg/L的氨氮抑制解除或减轻。
技术研发人员:姚义清,吴恒,李荣华,王金兴,杨选民,王晓娇
受保护的技术使用者:西北农林科技大学深圳研究院
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!