一种偏航变桨密封圈高粘合力热接胶材料及其制备方法与流程
本发明属于橡胶油封粘合,具体涉及一种偏航变桨密封圈高粘合力热接胶材料及其制备方法,具体涉及风电偏航变桨用密封圈热接橡胶及其制备方法。
背景技术:
1、风力发电机组中偏航变桨轴承均为特大型轴承,是高效益将风能转化为电能的核心关键部件。偏航变桨轴承需要设置密封装置,同时解决轴承内部油脂泄漏与防止外部尘沙、水雾进入轴承滚道内部引起金属磨损或锈蚀的问题。偏航变桨轴承所使用的密封结构有以下三种结构:单唇式橡胶油封、双唇式橡胶油封与三唇式橡胶油封。目前,主要通过连续微波硫化加工生产以上橡胶油封产品,连续生产的密封胶条经定长裁断、热硫化粘接形成整体式密封圈。胶条的粘接强度直接决定了整个密封圈的密封效果与使用寿命。
2、之前主要采用树脂胶水粘接密封胶条,产品存在胶水耐热油酯、热水性能差的问题,易造成密封条断裂等失效模式。而采用橡胶材料作为热接的过渡区域,便可解决胶水耐介质性差的问题。同时,微波连续硫化过程中主体密封条胶料已完成硫化,分子链迁移活动能力已完全丧失,采用传统的胶料进行热硫化环接,仅仅实现物理的接触,产生不了化学相互作用,难以保证热接胶和主体胶的粘接强度。
技术实现思路
1、本发明的目的是为了解决以上问题,采用遥爪型液体丁腈橡胶与反应性粘合树脂复配的方式,提供一种风电偏航变桨密封圈高粘合力的热接胶材料。
2、为了达到以上目的,本发明提供以下技术方案:
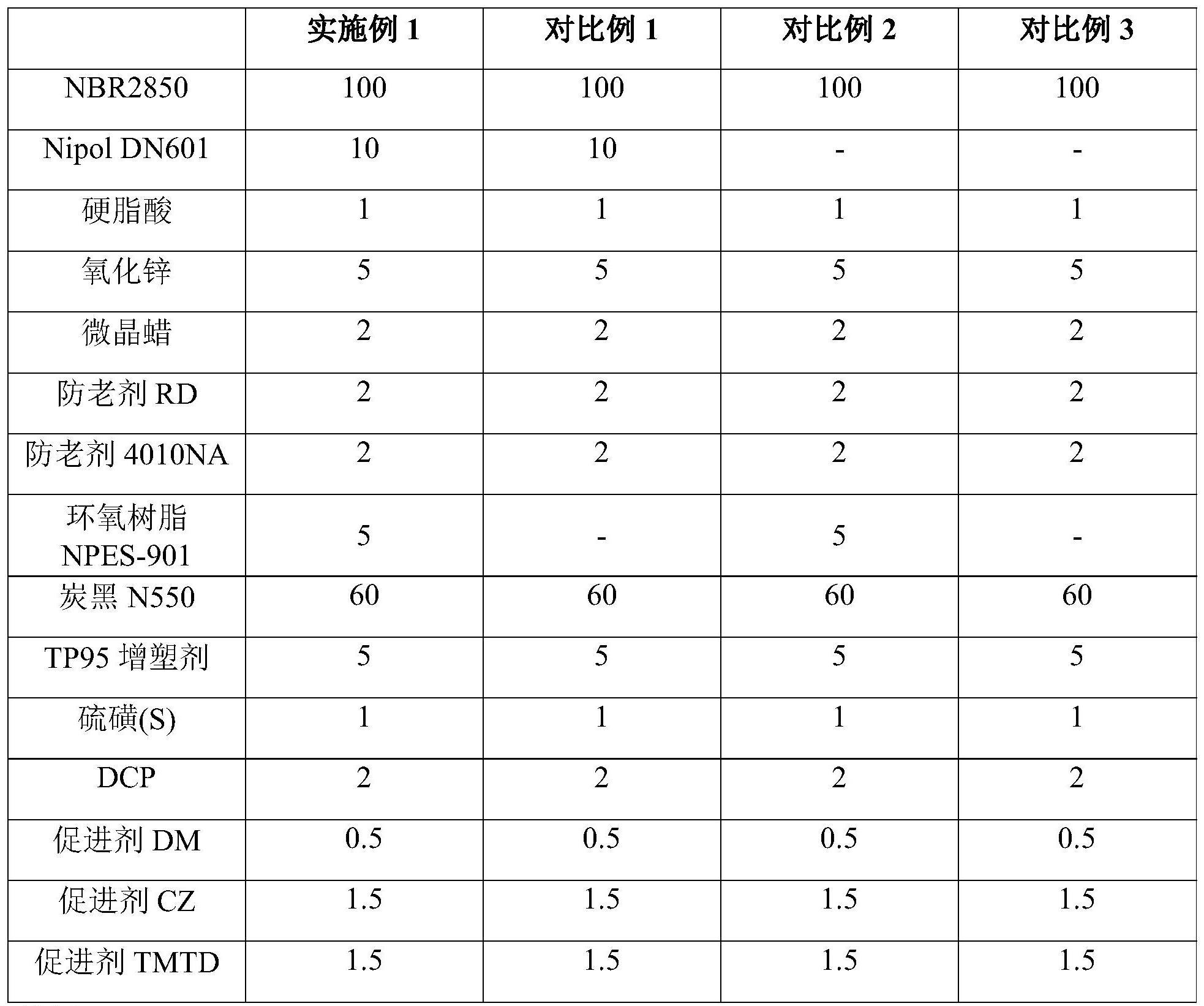
3、一种偏航变桨密封圈高粘合力热接胶材料,它是由以下重量份数的原料制成的:丁腈橡胶60~150份,遥爪型液体丁腈橡胶1~50份,活性剂1~15份,防老剂1~15份,粘合树脂0.5~30份,炭黑10~60份,增塑剂5~40份,硫化剂0.5~10份,促进剂1~10份。
4、优选的,所述的偏航变桨密封圈高粘合力热接胶材料是由以下重量份数的原料制成的:丁腈橡胶100份,遥爪型液体丁腈橡胶5~35份,活性剂3~12份,防老剂3~12份,粘合树脂1~12份,炭黑50~60份,增塑剂5~30份,硫化剂0.5~7份,促进剂2~7份。
5、更优选的,所述的偏航变桨密封圈高粘合力热接胶材料是由以下重量份数的原料制成的:丁腈橡胶100份,遥爪型液体丁腈橡胶10~20份,活性剂5~8份,防老剂5~10份,粘合树脂5~10份,炭黑50~60份,增塑剂5~15份,硫化剂0.5~5份,促进剂3~5份。
6、所述的丁腈橡胶中丙烯腈含量为25~30%,门尼粘度为45~55mu。具体的,所述的丁腈橡胶选自nbr2850。
7、所述的遥爪型液体丁腈橡胶选自端羧基液体丁腈橡胶、端氨基液体丁腈橡胶、端环氧基液体丁腈橡胶或端羟基液体丁腈橡胶中的一种或多种。
8、优选的,所述的遥爪型液体丁腈橡胶为端羧基液体丁腈橡胶,进一步选自日本瑞翁nipol dn601,基于100重量份丁腈橡胶组分,nipol dn601选10~20重量份。
9、所述的活性剂为硬脂酸、氧化锌或硬脂酸锌中的一种或多种。
10、优选的,所述的活性剂为硬脂酸与氧化锌重量比1:5~1:8的组合。
11、所述的防老剂为胺类防老剂、酚类防老剂或物理防老剂中的一种或多种。
12、优选的,所述的防老剂为微晶蜡、防老剂rd与防老剂4010na重量比1:(1~3):(1~3)的组合。
13、所述的粘合树脂选自间苯二酚甲醛缩合树脂、间苯二酚&六次甲基四胺络合物、密胺树脂、古马隆树脂或环氧树脂一种或多种。优选的,所述的粘合树脂为环氧树脂。具体的,所述的粘合树脂选自南亚npes-901环氧树脂。
14、所述的炭黑选自商业化炭黑中的一种或多种。具体的,所述的炭黑选自炭黑n550。
15、所述的增塑剂选自聚酯类增塑剂、磷酸酯类增塑剂、聚醚类增塑剂中的一种或多种混合。优选的,所述的增塑剂选自酯类增塑剂。具体的,所述的增塑剂选自己二酸(丁氧基乙氧基乙)酯(商品名称为tp95)。
16、所述的硫化剂选自硫磺(s)、硫载体或过氧化物中的一种或多种。
17、优选的,所述的硫化剂为硫磺与过氧化二异丙苯(dcp)重量比1:1~1:2的组合。
18、所述的促进剂选自噻唑类、胍类、次磺酰胺类、秋兰姆类或硫代氨基甲酸盐类中的一种或多种并用。
19、优选的,所述的促进剂为二硫化二苯并噻唑(促进剂dm)、n-环己基-2-苯并噻唑次磺酰胺(促进剂cz)和二硫化四甲基秋兰姆(促进剂tmtd)重量比1:(1~3):(1~3)。
20、本发明的另外一个目的是提供一种所述的偏航变桨密封圈高粘合力热接胶材料的制备方法,包括:在辊温40~50℃的开炼机上加入丁腈橡胶塑炼1~2min,再加入活性剂与防老剂进行混炼,待混炼均匀后加入炭黑、遥爪型液体丁腈橡胶、粘合树脂与增塑剂的混合物,待完全混炼均匀后加入硫化剂与促进剂,打三角包5次,最后开炼机下片,得到混炼胶,即偏航变桨密封圈高粘合力热接胶材料。
21、本发明的另一个目的是提供一种偏航变桨密封圈,它是采用粘接密封圈专用的注胶模具,将偏航变桨密封圈高粘合力热接胶材料压注到密封圈的断面,在温度150~170℃下进行硫化,制得密封圈。
22、本发明的有益效果:
23、本发明以遥爪型液体丁腈橡胶、粘合树脂作为粘合剂,遥爪型液体丁腈橡胶与粘合树脂拥有丰富的端基官能团,在高温热硫化期间可充分的浸润密封条断面,与密封条断面的橡胶分子链接触、缠结并形成极性基团间的氢键相互作用,其中过氧化物dcp高温下释放自由基,引发液体丁腈胶、环氧树脂与密封圈本体材料发生化学交联,赋予粘合胶与密封圈材料强的化学键相互作用,最终赋予密封圈具备较高的粘合力。
技术特征:
1.一种偏航变桨密封圈高粘合力热接胶材料,其特征在于:它是由以下重量份数的原料制成的:丁腈橡胶60~150份,遥爪型液体丁腈橡胶1~50份,活性剂1~15份,防老剂1~15份,粘合树脂0.5~30份,炭黑10~60份,增塑剂5~40份,硫化剂0.5~10份,促进剂1~10份。
2.根据权利要求1所述的偏航变桨密封圈高粘合力热接胶材料,其特征在于:它是由以下重量份数的原料制成的:丁腈橡胶100份,遥爪型液体丁腈橡胶5~35份,活性剂3~12份,防老剂3~12份,粘合树脂1~12份,炭黑50~60份,增塑剂5~30份,硫化剂0.5~7份,促进剂2~7份。
3.根据权利要求2所述的偏航变桨密封圈高粘合力热接胶材料,其特征在于:它是由以下重量份数的原料制成的:丁腈橡胶100份,遥爪型液体丁腈橡胶10~20份,活性剂5~8份,防老剂5~10份,粘合树脂5~10份,炭黑50~60份,增塑剂5~15份,硫化剂0.5~5份,促进剂3~5份。
4.根据权利要求1所述的偏航变桨密封圈高粘合力热接胶材料,其特征在于:所述的丁腈橡胶中丙烯腈含量为25~30%,门尼粘度为45~55mu;
5.根据权利要求4所述的偏航变桨密封圈高粘合力热接胶材料,其特征在于:所述的丁腈橡胶选自nbr2850;所述的遥爪型液体丁腈橡胶选自nipol dn601;所述的粘合树脂选自南亚npes-901环氧树脂。
6.根据权利要求1所述的偏航变桨密封圈高粘合力热接胶材料,其特征在于:所述的活性剂为硬脂酸、氧化锌或硬脂酸锌中的一种或多种;
7.根据权利要求6所述的偏航变桨密封圈高粘合力热接胶材料,其特征在于:所述的活性剂为硬脂酸与氧化锌重量比1:5~1:8的组合;
8.根据权利要求1所述的偏航变桨密封圈高粘合力热接胶材料,其特征在于:所述的炭黑选自炭黑n550。
9.一种权利要求1所述的偏航变桨密封圈高粘合力热接胶材料的制备方法,其特征在于:包括:在辊温40~50℃的开炼机上加入丁腈橡胶塑炼1~2min,再加入活性剂与防老剂进行混炼,待混炼均匀后加入炭黑、遥爪型液体丁腈橡胶、粘合树脂与增塑剂的混合物,待完全混炼均匀后加入硫化剂与促进剂,打三角包5次,最后开炼机下片,得到混炼胶,即偏航变桨密封圈高粘合力热接胶材料。
10.一种偏航变桨密封圈,其特征在于:它是采用粘接密封圈专用的注胶模具,将权利要求1所述的偏航变桨密封圈高粘合力热接胶材料压注到密封圈的断面,在温度150~170℃下进行硫化,制得密封圈。
技术总结
本发明公开了一种偏航变桨密封圈高粘合力热接胶材料,它是由以下重量份数的原料制成的:丁腈橡胶60~150份,遥爪型液体丁腈橡胶1~50份,活性剂1~15份,防老剂1~15份,粘合树脂0.5~30份,炭黑10~60份,增塑剂5~40份,硫化剂0.5~10份,促进剂1~10份。硫化剂选自硫磺、硫载体或过氧化物中的一种或多种。遥爪型液体丁腈橡胶与粘合树脂拥有丰富的端基官能团,在硫化期间可充分的浸润密封条断面,与密封条断面的橡胶分子链接触、缠结并形成极性基团间的氢键相互作用,过氧化物高温释放自由基,引发液体丁腈胶、环氧树脂与密封圈本体材料发生化学交联,最终赋予密封圈具备较高的粘合力。
技术研发人员:侯家瑞,王亮燕,任建民,童建军,李学广,廖东升,郑兆杰,邹春生,翟南南
受保护的技术使用者:南京利德东方橡塑科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!