ABS板材及其制备方法、门体门板及其制备方法与流程
本申请涉及冰箱门体领域,尤其涉及一种abs板材及其制备方法、门体门板及其制备方法。
背景技术:
1、冰箱面板的材质主要为钢化玻璃和金属面板,其中,钢化玻璃面板为平板结构,面板上的颜色及图文通过印刷来实现,表面经化学腐蚀或者压花处理,可以得到纹理触感。金属面板厚度薄,且金属面板易变形,平整度差,通过冲压处理可以得到一定结构的面板,金属面板材质分pcm板和vcm板,pcm板为预喷涂面板,整体质感较低,vcm板为覆膜钢板,可通过覆膜工艺得到多样化外观。
2、金属面板的厚度薄,一般为0.4-0.6mm,刚性较差,在重力冲击下易出现凹痕,对于大尺寸面积的面板,在冰箱门体发泡时,为减少发泡层收缩所引起的面板吸瘪的可能,会在门体发泡前,在面板背面增加毛毡等材料的防护层,增加了制造成本;另外,金属面板难以做到高触感的纹理。
3、钢化玻璃面板通过工艺处理后能得到高质感的外观、钢化玻璃面板刚性好,也无需增加防护层,但由于工艺局限性,钢化玻璃存在一定的自爆率,抗冲击性能偏差,且玻璃面板价格偏高。
技术实现思路
1、本申请提供一种abs板材及其制备方法、门体门板及其制备方法,以解决钢化玻璃面板存在自爆以及金属面板刚性较差的问题。
2、第一方面,本申请提供一种abs板材,包括下述重量份的原料制备而成:100份abs树脂、重质碳酸钙10-40份、纳米碳酸钙10-40份、硬脂酸钙1-3份、硬脂酸1-3份、聚乙烯蜡0.5-3份、抗氧化剂0.5-3份。
3、可选的,还包括色母1-4份。
4、第二方面,本申请提供一种门体门板,包括uv涂层、彩膜图案层以及第一方面所述的abs板材。
5、可选的,所述彩膜图案层为pet膜或pvc膜,所述彩膜图案层的厚度为0.05-0.13mm。
6、可选的,所述abs板材的厚度为2-4mm。
7、第三方面,本申请提供一种abs板材的制备方法,用于制备第一方面所述的abs板材,包括:
8、分别称取的100份abs树脂、10-40份重质碳酸钙、10-40份纳米碳酸钙、1-3份硬脂酸钙、1-3份硬脂酸、0.5-3份聚乙烯蜡、0.5-3份抗氧化剂,置于混合机中充分混合,得到混合物;
9、将所述混合物置于单螺杆挤板机中,得到abs板材。
10、可选的,混合机的温度60-80℃,混合时间为10-20分钟。
11、可选的,单螺杆挤板机的温度为180-230℃,转速为400-650r/min,挤压时间为5-20分钟。
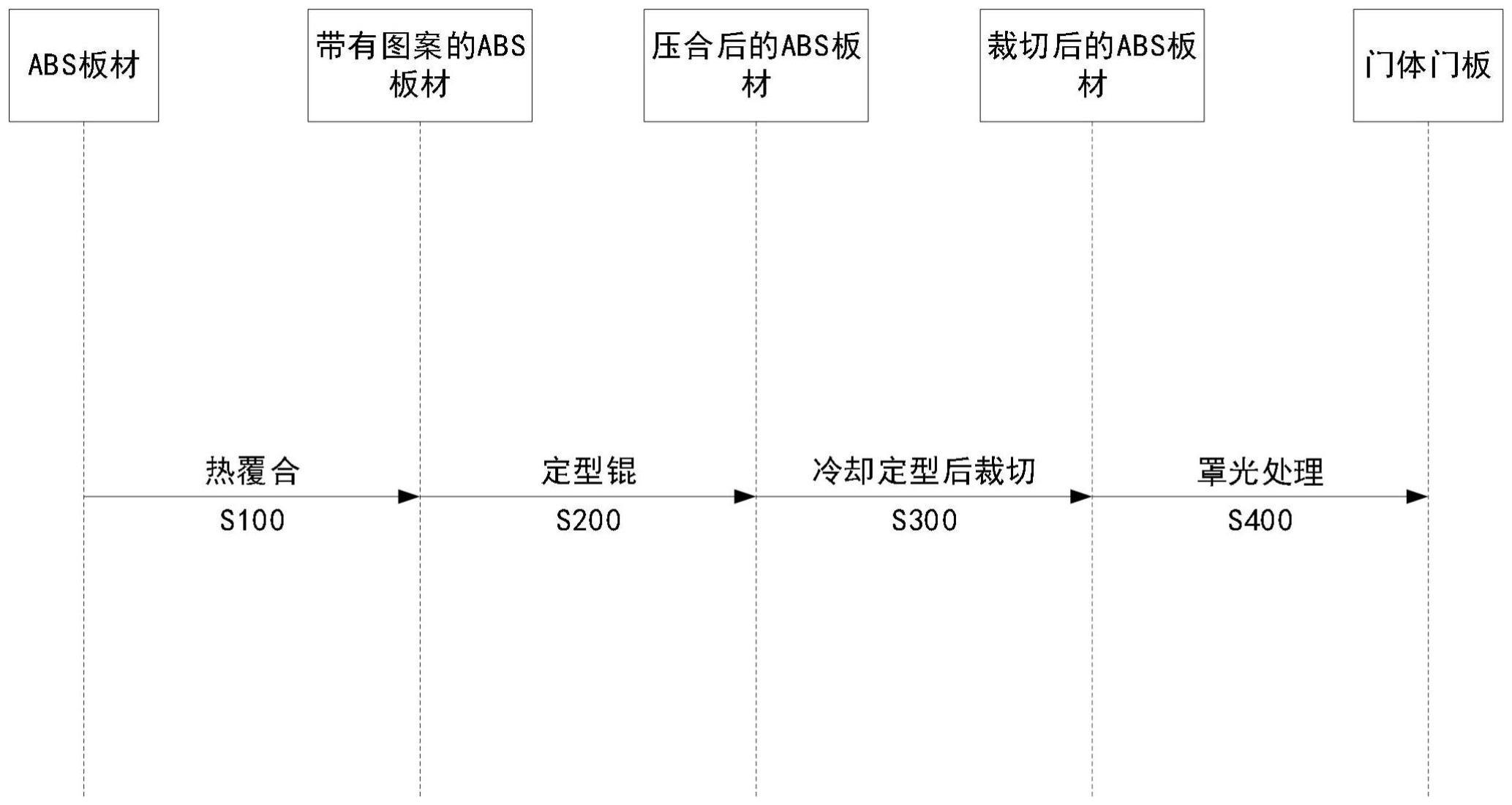
12、第四方面,本申请提供一种门体门板的制备方法,用于制备第三方面所述的门体门板,所述方法包括:将彩膜图案层通过热覆合与abs板材结合,得到带有图案的abs板材;
13、将所述带有图案的abs板材经过定型辊压合,得到压合后的abs板材;
14、将所述压合后的abs板材冷却定型后裁切,得到裁切后的abs板材;
15、在所述裁切后的abs板材上利用罩光处理增加uv涂层,得到门体门板。
16、由上述技术方案可知,本申请提供一种abs板材及其制备方法、门体门板及其制备方法,所述abs板材,包括下述重量份的原料制备而成:100份abs树脂、重质碳酸钙10-40份、纳米碳酸钙10-40份、硬脂酸钙1-3份、硬脂酸1-3份、聚乙烯蜡0.5-3份、抗氧化剂0.5-3份;所述门体门板包括,uv涂层、彩膜图案层以及abs板材。
17、相较于金属面板,本申请提供的包括abs板材、uv涂层、彩膜图案层的门体门板,刚性较高,即使在重力的冲击下也不易产生凹痕,也无需在面板上增加防护层,在符合冰箱门体装配和发泡要求同时。
18、相较于玻璃面板,本申请提供的门体门板通过uv涂层罩光处理,增加表面硬度,提高abs板材的耐磨耐刮性能,还可以经覆膜处理,得到不同图案的外观,也大程度的减少自爆的风险,增加了门体门板的冲击性能。
技术特征:
1.一种abs板材,其特征在于,包括下述重量份的原料制备而成:100份abs树脂、重质碳酸钙10-40份、纳米碳酸钙10-40份、硬脂酸钙1-3份、硬脂酸1-3份、聚乙烯蜡0.5-3份、抗氧化剂0.5-3份。
2.根据权利要求1所述的abs板材,其特征在于,还包括色母1-4份。
3.一种门体门板,其特征在于,包括uv涂层、彩膜图案层以及权利要求1-2任一项所述的abs板材。
4.根据权利要求3所述的门体门板,其特征在于,所述彩膜图案层为pet膜或pvc膜,所述彩膜图案层的厚度为0.05-0.13mm。
5.根据权利要求3所述的门体门板,其特征在于,所述abs板材的厚度为2-4mm。
6.一种abs板材的制备方法,其特征在于,用于制备权利要求1-2任一项所述的abs板材,包括:
7.根据权利要求6所述的abs板材的制备方法,其特征在于,所述混合机的温度60-80℃,混合时间为10-20分钟。
8.根据权利要求6所述的abs板材的制备方法,其特征在于,所述单螺杆挤板机的温度为180-230℃,转速为400-650r/min,挤压时间为5-20分钟。
9.一种门体门板的制备方法,其特征在于,用于制备权利要求3所述的门体门板,所述方法包括:将彩膜图案层通过热覆合与abs板材结合,得到带有图案的abs板材;
技术总结
本申请提供一种ABS板材及其制备方法、门体门板及其制备方法,所述ABS板材,包括下述重量份的原料制备而成:100份ABS树脂、重质碳酸钙10‑40份、纳米碳酸钙10‑40份、硬脂酸钙1‑3份、硬脂酸1‑3份、聚乙烯蜡0.5‑3份、抗氧化剂0.5‑3份;所述门体门板包括,UV涂层、彩膜图案层以及ABS板材。以解决钢化玻璃面板存在自爆以及金属面板刚性较差的问题。
技术研发人员:黄玲,江峰,严桃
受保护的技术使用者:长虹美菱股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!