复合板材、冲压成型模具及制备方法和应用与流程
本发明涉及一种复合板材、冲压成型模具及制备方法和应用,尤其涉及一种用于形成冲压成型模具的复合板材、飞机燃油管路半管零件用冲压成型模具及制备方法和应用。
背景技术:
1、飞机上燃油管路系统常用的一种铝制半管零件,形状多,用量大,一般是通过冲压成型来实现的。它的结构相对简单,但弯曲度则从60°到150°不等,半管直径大小差异明显,且半管零件数量大、尺寸多。
2、对于半管零件的冲压成型模具,由于需要承受较大的冲压压力,因此,现有传统的冲压零件成形模具材料一般为金属(为保证零件表面成形质量,多为钢质材料),如:q235、45#钢等,虽然模具钢在工业应用中已经十分广泛并形成标准,但仍存在一些先天劣势,如:重量大,搬运及装夹难度大;易锈蚀,保养成本高;模具工装制造周期长,模具需要时效及热处理等工序达到要求;易产生磕碰形变,表面毛刺易划伤产品表面等问题。零件通过模具成形时,需要工人反复搬运,劳动强度大,无法完全适应新型号的研制需要。
3、近年来,航空工业中复合材质的使用量正在不断地增加。复合材质的主要好处是减轻重量和较简单的装配。cn101112795a公开了一种纤维增强树脂基复合材质传动轴的制造方法,包括以下步骤:一、模具处理;二、成型内衬层,采用缠绕成型,将环氧树脂、固化剂、稀释剂按重量比配制成混合胶液,再将玻璃纤维浸在配置好的上述混合胶液中,通过缠绕机按程序在处理好的模具上缠绕成型内衬层;三、成型结构层,将增强纤维浸在上述混合胶液中,通过缠绕机按照程序在内衬层上缠绕成型结构层;四、成型外标层,将玻璃纤维浸在上述混合胶液中,通过缠绕机按照程序在结构层上缠绕出外表层;五、加压固化,将步骤四的复合材质传动轴及其内的模具同时放入热压釜中固化;六、机械加工,完成固化再自然降温,复合材质传动轴及其内的模具同时放在车床上加工两个端面。该复合材质传动轴可以应用于机械、航空、航天等领域中的传动系统及精密仪器上。cn109605778a公开了一种复合材质机翼固化成型的方法,该方法包括向模具填实复合材质,压实空隙,抽取复合材质中空气,在烘箱中固化成型并进行后处理。
4、目前,还未有用于形成飞机燃油管路半管零件用冲压成型模具的复合板材、采用该复合板材形成飞机燃油管路半管零件用冲压成型模具及制备方法的相关报道。
技术实现思路
1、有鉴于此,本发明的一个目的在于提供一种用于形成冲压成型模具的复合板材。该复合板材具有高强度、低密度、高尺寸稳定性等优异性能,可以替代传统的钢材(例如q235)形成冲压成型模具,可以减轻冲压成型模具的重量,降低搬运和装夹难度。能够满足航空飞机燃油管路半管零件用冲压成型模具的使用要求,同时可以缩短模具的制造周期,降低操作劳动强度。本发明的另一个目的在于提供如上所述的复合板材的制备方法。本发明的再一个目的在于提供一种飞机燃油管路半管零件用冲压成型模具。本发明的又一个目的在于提供如上所述的冲压成型模具的制备方法。此外,本发明还提供一种用于形成冲压成型模具的复合板材的应用。本发明采用如下技术方案实现上述目的。
2、一方面,本发明提供一种用于形成冲压成型模具的复合板材,由包括如下组分的原料制成:玻璃纤维布60~65重量份,固化体系35~40重量份;
3、其中,所述玻璃纤维布为经过无碱化处理的改性玻璃纤维布,且所述玻璃纤维布为三维编织结构,三维编织结构中的单层厚度为0.16~0.23mm,层间高度为0.2~0.4mm;
4、所述复合板材中,所述玻璃纤维布为多块,各块玻璃纤维布之间基本重叠设置而形成多层结构;
5、所述固化体系由双酚芴改性环氧树脂和酸酐类固化剂组成,二者的重量比为100:33~37;
6、所述复合板材为由双酚芴改性环氧树脂和酸酐类固化剂混合形成的混合物浸渍多块玻璃纤维布形成的多层结构并固化而得。
7、根据本发明所述的复合板材,优选地,三维编织结构中,层间采用玻璃纤维丝束进行连接,层间高度方向上的玻璃纤维丝束大于等于15股/cm,且层间的玻璃纤维丝束为连续的。
8、根据本发明所述的复合板材,优选地,双酚芴改性环氧树脂和酸酐类固化剂混合形成的混合物的粘度小于等于300mpa·s。
9、根据本发明所述的复合板材,优选地,所述复合板材的厚度为45~60mm;所述复合板材的密度为1.97~1.99g/cm3,压缩强度为595~630mpa,线膨胀系数为12.2~13.0×10-6k-1。
10、另一方面,本发明还提供根据如上所述的用于形成冲压成型模具的复合板材的制备方法,包括如下步骤:
11、1)提供多块所述玻璃纤维布;将多块玻璃纤维布依次平铺于浸渍模具中,多块玻璃纤维布之间重叠设置,玻璃纤维布在长度方向上和在宽度方向上分别与浸渍模具的侧壁之间的间隔为1~2mm;将浸渍模具抽真空;
12、2)将双酚芴改性环氧树脂和酸酐类固化剂混合,得到混合物;
13、3)将混合物输送至浸渍模具中,并使得混合物对玻璃纤维布进行浸渍;
14、4)浸渍完毕,在55~120℃下进行固化,固化结束后,进行冷却,得到复合板材毛坯;
15、5)将复合板材毛坯在125~135℃保温2.5~4.5h,自然冷却,得到所述复合板材。
16、根据本发明所述的制备方法,优选地,浸渍模具的表面粗糙度ra小于等于0.8μm;将浸渍模具抽真空,真空度为-0.085~-0.1mpa。
17、根据本发明所述的制备方法,优选地,步骤4)中,浸渍完毕,关闭真空系统,在15~40℃下静置5~8h,接着在55~75℃下保温2~3h,然后在95~105℃下固化1.5~2.5h,再在115~125℃下固化1.5~2.5h,固化结束后,进行冷却至15~40℃,得到复合板材毛坯。
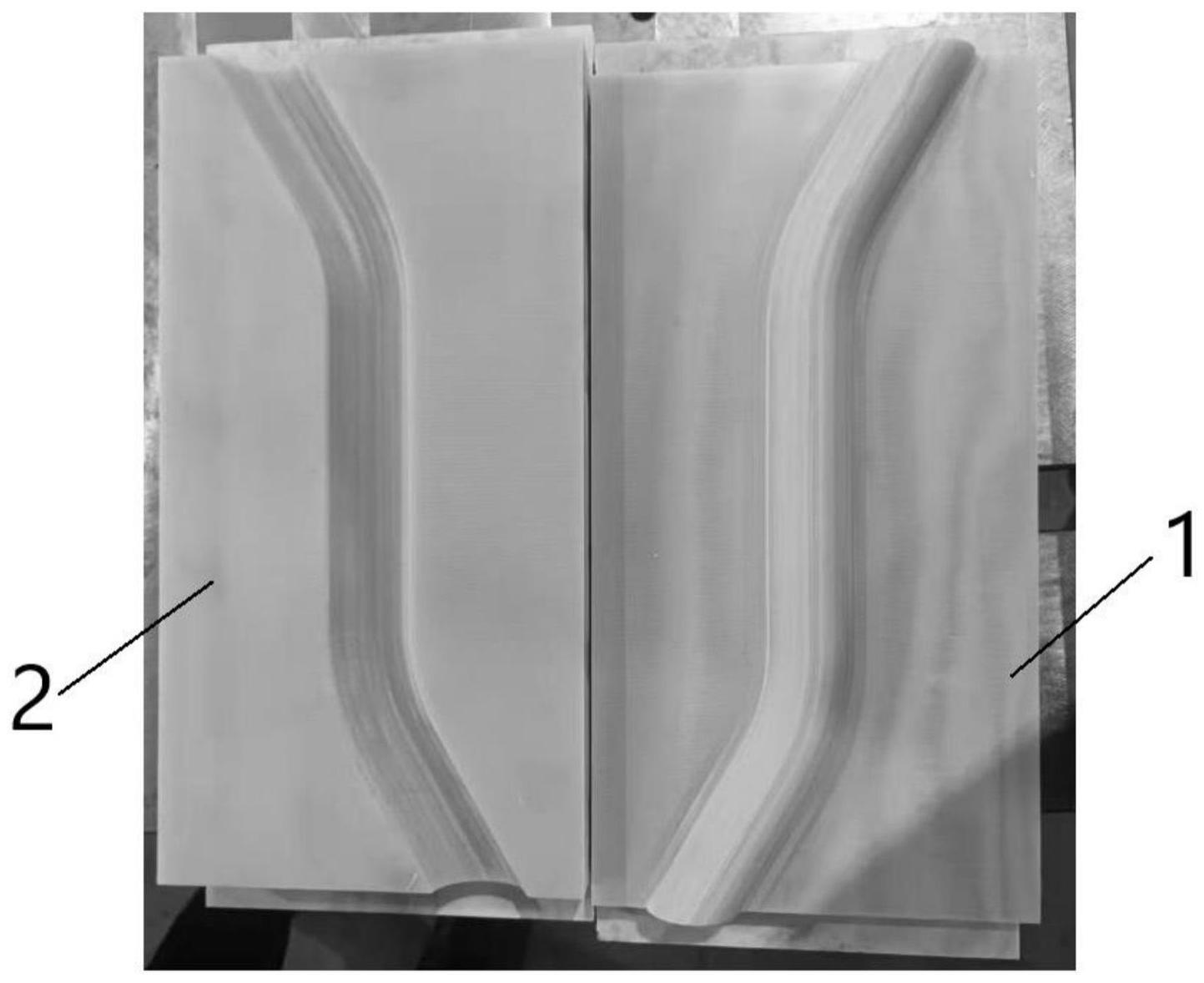
18、再一方面,本发明还提供一种飞机燃油管路半管零件用冲压成型模具,其包括能够嵌合在一起的凸模和凹模,凸模上具有凸起,所述凸起的形状呈s形、c形或u形,凹模上具有与凸模上的凸起相匹配的凹槽;该冲压成型模具采用如上所述的复合板材形成。
19、又一方面,本发明还提供根据如上所述的飞机燃油管路半管零件用冲压成型模具的制备方法,包括以下步骤:
20、(a)下料:按照冲压成型模具的尺寸要求,准备好如上所述的复合板材;并使得所述复合板材的表面粗糙度ra大于等于6.4μm;
21、(b)粘接:将粘接剂刮在复合板材的粘接面上,旋转研磨排出粘接剂中的空气,然后将两块复合板材对齐粘接;每次只能粘接一层,待固化后,方可进行下一层复合板材的粘接;
22、(c)施压固化:将粘接好的复合板材平放,并固定,按照先压中间然后逐步向边缘施压的原则,在复合板材粘接区域的上表面施加配重,然后在15~40℃下固化20~30h,得到冲压成型模具毛坯;
23、(d)加工:对冲压成型模具毛坯进行加工,得到冲压成型模具,该冲压成型模具包括凸模和凹模。
24、再有一方面,本发明还提供根据如上所述的用于形成冲压成型模具的复合板材在形成飞机燃油管路半管零件用冲压成型模具中的应用。
25、本发明的复合板材具有高强度、低密度、高尺寸稳定性等优异性能,可以替代传统的钢材(例如q235)形成冲压成型模具,可以减轻冲压成型模具的重量,降低搬运及装夹难度,所形成的冲压成型模具不易锈蚀,降低后期保养成本。本发明的复合板材能够满足航空飞机燃油管路半管零件用冲压成型模具的使用要求,同时可以缩短模具的制造周期,降低操作劳动强度。
- 还没有人留言评论。精彩留言会获得点赞!