一种从发酵液中提取ε-聚赖氨酸的方法
本发明涉及一种从发酵液中提取ε-聚赖氨酸的方法,属于工业发酵。
背景技术:
1、ε-聚赖氨酸(ε-pl)是经微生物发酵产生的一种同型氨基酸聚合物,由25~35个l-赖氨酸通过ε-nh2和ɑ-cooh形成的异形肽键链接而成。ε-pl的分子量范围主要在3000~5000da,其在酸性、中性和微碱性环境下对革兰氏阳性菌、革兰氏阴性菌、酵母菌和霉菌均有显著抑制作用。因此,ε-pl作为一种绿色、安全生物食品防腐剂被广泛使用。此外,由于ε-pl携带的多阳离子特性,其在医药、材料等其他方面也有着广泛应用,是一种具有巨大潜在市场价值的新型工业生物技术产品之一。
2、目前,ε-pl是由链霉菌、丝状真菌或芽孢杆菌属微生物胞外分泌的一种次级代谢产物,因此ε-pl的生产主要是靠微生物发酵法获得。现有技术中,针对不同产品、不同物料、甚至不同菌种的发酵产物,需要采用不同的分离方法和条件。例如,对短乳杆菌sc221生产γ-氨基丁酸的发酵液,其产量30-90g/l,而菌体量只有2-8g/l,专利cn106544372a可实现γ-氨基丁酸提取收率可达≥70%,纯度≥95%;对于发酵液中仅含20-30g/lε-pl和菌体干重为30g/l的发酵液(biroresource technology,2015,187:70-76;zl200920069827.5),采用专利zl200910152931.2和zl201110053004.2可实现收率达到70-80%,纯度达到95-97%。然而上述三种方法均不能满足高菌体浓度的发酵液中ε-聚赖氨酸的分离提取需求。应用小白链霉菌(保藏号cgmcc no.10480)发酵后的ε-pl产量可达65g/l以上,菌体干重70g/l以上,上述方法难以实现菌体的有效分离,最终也导致ε-pl收率在55%以下,纯度只有60%左右。专利申请(cn106380592b)提出了一种ε-聚赖氨酸盐酸盐的方法,该发明特征是将发酵液加热絮凝、或加大量水进行稀释,然后再进行过滤或离心的方法以获得清液,再经过超滤、多级离子交换、纳滤脱盐、浓缩干燥而获得的。此发明因加热絮凝以及引进大量水导致废水量极增,污染量加大,同时采用的多级离子交换也带来产品损失和酸碱的消耗等问题,从而造成提取成本的提高。专利申请(cn105778118b)也提出了一种ε-聚赖氨酸制备的方法,该方法是从ε-聚赖氨酸盐酸盐产品进行复溶,然后再经过纳滤反复脱盐,再进行喷雾干燥获得的。此发明未能提供出直接从发酵液中提取ε-聚赖氨酸的思路,为获得ε-聚赖氨酸产品需要先制备其盐酸盐,然后再复溶制备ε-聚赖氨酸,该方法存在多次脱盐和多次喷雾干燥步骤,这样会存在提取路线复杂,提取成本高、收率低等问题,因此可以预见,这些因素会限制该发明的推广实施。因此,亟待开发一种针对高菌体浓度、高ε-聚赖氨酸产量的发酵液的ε-聚赖氨酸提取方法。
技术实现思路
1、本发明针对现有技术的工艺无法满足ε-聚赖氨酸产量60g/l以上、菌体干重70g/l以上的新发酵工艺,导致提取路线长、效率低、收率低、废水量大等问题,本发明针对该新发酵工艺下的发酵液提供了一种新的提取ε-聚赖氨酸的方法。
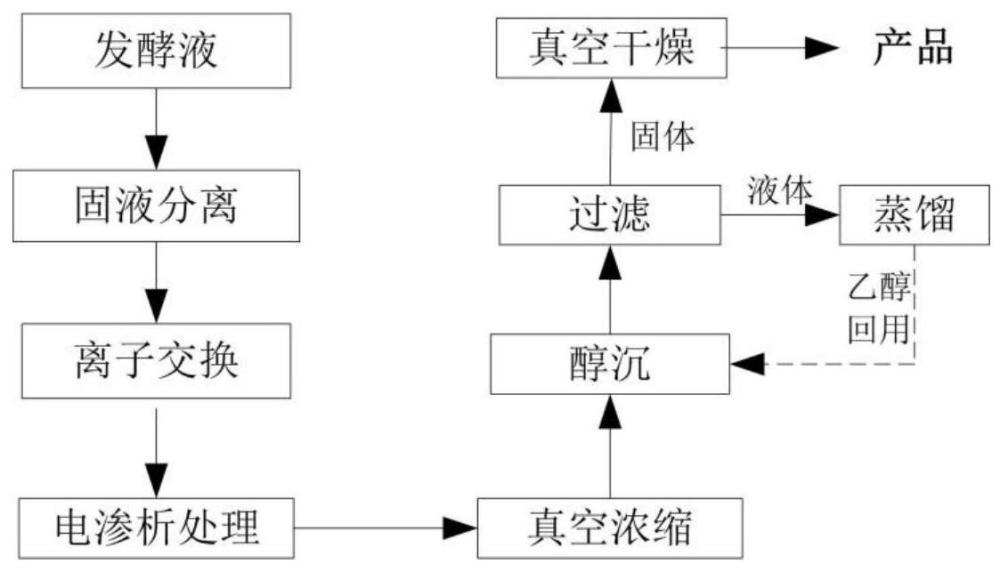
2、本发明提供了一种从发酵液中提取ε-聚赖氨酸的方法,将ε-聚赖氨酸发酵液依次经过固液分离、离子交换、电渗析脱盐、浓缩、乙醇沉淀和干燥处理。
3、在一种实施方式中,所述方法包括以下步骤:
4、(1)将ε-聚赖氨酸发酵液经过固液分离去除菌体等悬浮物,获得清液;
5、(2)将步骤(1)获得的清液经过离子交换树脂吸附、解析,得到解析液;
6、(3)将步骤(2)获得的解析液经过电渗析进行脱盐获得脱盐液;
7、(4)将步骤(3)获得的脱盐液经过蒸发浓缩,获得浓缩液;
8、(5)相步骤(4)获得的浓缩液中添加乙醇进行沉淀,过滤并分别收集沉淀物和滤液;将所获得的沉淀物干燥获得ε-聚赖氨酸产品;
9、所述滤液经过蒸馏回收的乙醇可循环回用至下一批工艺的步骤(5)。
10、在一种实施方式中,所述的固液分离采用板框过滤和超滤膜过滤中的任意一种或两种方法的组合。
11、在一种实施方式中,采用板框过滤时,温度为25~40℃,优选发酵液原有温度;ph不需要特意调节,优选维持发酵液原有ph 3.8~4.5;过滤前进行硅藻土预涂,每平方过滤面积预涂硅藻土量为0.5~0.7kg,过滤时硅藻土添加量为发酵液体积的1.5-5%(m/v)。
12、在一种实施方式中,采用超滤膜过滤时,所述的超滤膜为管式超滤膜或陶瓷超滤膜的一种,截留分子量50~300kda,操作温度为25~45℃,操作压力为0.2~0.6mpa,膜面流速为2~4m/s,ph维持在3.8~4.5。
13、在一种实施方式中,采用组合方式时,板框过滤使用的硅藻土添加量减半,然后再进行超滤膜过滤。
14、在一种实施方式中,所述的离子交换为单级阳离子树脂;所述阳离子树脂包括强酸型或弱酸型;所述强酸型阳离子树脂为钠型阳离子交换树脂,所述弱酸型阳离子树脂为氨型阳离子交换树脂。
15、在一种实施方式中,阳离子交换树脂上样ph为6.0-8.2,上样速度1-4bv/h,洗脱剂氢氧化钠,洗脱浓度为0.3-1.2n。
16、在一种实施方式中,所述电渗析脱盐所使用的电渗析膜为均相膜或异相膜;在脱盐操作时,用6n氢氧化钠调节洗脱液使ph维持在9~11,控制膜面流速:2~4cm/s,操作电压:6~19v,在截留液中电导率低于800μs/cm后即停止电渗析操作。
17、在一种实施方式中,所述蒸发浓缩是采用单效蒸发器或多效蒸发器减压蒸发。
18、在一种实施方式中,所述蒸发浓缩采用两效减压蒸发,最终浓缩至ε-聚赖氨酸浓度达到300~450g/l时停止浓缩。
19、在一种实施方式中,所述乙醇沉淀是将乙醇流加至蒸发浓缩液中,混合液温度为20~35℃,在流加过程中边流加边搅拌,最终控制混合液中乙醇浓度为80~95%(v/v),流加完毕后搅拌10~30min,然后停止搅拌,静置2小时以上过滤;所述过滤的方式不限。
20、在一种实施方式中,将过滤获得的固体干燥,即获得ε-聚赖氨酸。
21、在一种实施方式中,所述干燥的方式优选真空低温干燥。
22、在一种实施方式中,所述方法还将乙醇沉淀后的过滤液回收收集乙醇。
23、在一种实施方式中,所述回收乙醇是将乙醇沉淀过滤后的滤液采用减压蒸馏回收乙醇,具体蒸馏方式不限,回收乙醇浓度要达到95%(v/v)以上。
24、在一种实施方式中,回收的乙醇循环回用于乙醇沉淀操作过程中。
25、在一种实施方式中,所述的发酵液是指经过微生物发酵生产ε-聚赖氨酸的发酵液,其ε-聚赖氨酸浓度在60g/l以上,菌体浓度在70g/l以上。
26、在一种实施方式中,低于上述浓度的发酵液也适用于本发明的提取方法。
27、本发明还要求保护所述方法在生产含ε-聚赖氨酸的产品中的应用。
28、有益效果:
29、1、本发明将提取工艺各操作单元进行精简和优化,形成的ε-聚赖氨酸的制备方法工艺简单,收率高达75%以上,最优方案时收率可达85%,纯度不低于95%,大大降低生产成本;
30、2、本发明改进了传统的固液分离工艺,减少了对发酵液的稀释操作,从而降低了废水产生量;
31、3、本发明采用一级离子交换取代传统工艺的两级甚至三级离子交换,酸碱消耗量是传统工艺的70%以下;
32、4、本发明取消了传统的活性碳脱色,降低产品损失和减少固体废弃物量,不仅可将废水产生量降低至传统工艺的40%以下,且无活性碳固体废弃物产生;
33、5、本发明采用醇沉的方式替代传统的活性碳脱色、喷雾干燥等操作单元,实现提高收率的目的;
34、6、本发明的方法还可对乙醇进行回收处理,且可循环回用在提取工艺中,实现了资源的循环利用。
- 还没有人留言评论。精彩留言会获得点赞!