一种PVC板材及其制备方法与流程
本发明涉及pvc板材,特别是涉及一种pvc板材及其制备方法。
背景技术:
1、聚氯乙烯 (pvc) 塑料是一种通用高分子材料,产量高,价格低,在工农业生产,交
2、通运输以及人们日常生活均具有广泛应用。板材以其来源广泛、种类繁多、容易加工等优良特性而广泛应用于家居制造、建筑业以及加工业等领域,按照成型结构来说,板材可大致分为实木板、夹板、木塑板、胶合板和装饰面板等,然而,产品抗老化性能、耐高温性能和韧性较差,有待进一步改善。
技术实现思路
1、本发明的目的是提供一种pvc板材及其制备方法,其可以有效解决背景技术中所提到的技术问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种pvc板材,其是由下述重量配比的原料制成:包括以下质量份数的组分:pvc树脂120~160份,氯化聚氯乙烯15~50份,云母粉5~15份,聚酯纤维3~12份,陶土8~23份,硬脂酸0.3~0.9份,二氧化钛1~5份,增塑剂1~6份,稳定剂3~8份,碳化硅粉1~3份,活性碳酸钙3~13份,润滑剂1~5份,发泡剂0.5~1.2份;
4、所述稳定剂的制备方法包括以下步骤:(1)按照重量配比称取以下原料:硬脂酸铈1~5份,硬脂酸铝1~3份,改性水滑石3~10份,羟烷基氧化锌2~8份,聚氯乙烯热稳定剂β二酮0.3~1.5份,亚磷酸酯1~6份,抗氧剂1~3份;(2)将改性水滑石加入搅拌机,在50-60°c条件下搅拌6~9min后,加入硬脂酸铈、硬脂酸铝、羟烷基氧化锌以及亚磷酸酯,在相同温度条件下继续搅拌8~13min,得第一混合物;(3)将聚氯乙烯热稳定剂β二酮、抗氧剂加入第一混合物中,在50-60°c条件下搅拌10~20min,冷却后得到稳定剂。
5、优选地,所述的pvc板材是由下述重量配比的原料制成:包括以下质量份数的组分:pvc树脂135~160份,氯化聚氯乙烯15~35份,云母粉5~9份,聚酯纤维6~12份,陶土11~18份,硬脂酸0.6~0.9份,二氧化钛1~3份,增塑剂1~3份,稳定剂3~8份,碳化硅粉1~3份,活性碳酸钙5~9份,润滑剂3~5份,发泡剂0.5~1.2份。
6、优选地,所述增塑剂包括邻苯二甲酸二异壬酯、己二酸二辛酯或葵二酸辛酯中的任意一种或至少两种的组合。
7、优选地,所述润滑剂包括微晶蜡、氧化聚乙烯蜡、或脂肪酸复合酯中的任意一种。
8、一种pvc板材的制备方法,包括以下步骤:
9、(1)按重量计配比,称取原料中各组分;
10、(2)将上述云母粉、聚酯纤维、陶土、硬脂酸、二氧化钛、碳化硅粉以及活性碳酸钙混合于82-86°c下搅拌均匀,得物料a ;
11、(3)将上述pvc树脂、氯化聚氯乙烯、增塑剂、稳定剂、润滑剂以及发泡剂混合,于密炼机中混炼8-12分钟,混炼温度为 136-145°c,加入物料a,搅拌均匀 ;
12、(4)注入挤出机,经挤出机挤出,经模具成型、牵引和切割工艺得所述 pvc 板材。
13、优选地,在步骤(3)中,将pvc树脂、氯化聚氯乙烯、增塑剂、稳定剂、润滑剂以及发泡剂混合,于密炼机中混炼9分钟,混炼温度为 136-138°c。
14、优选地,模具成型温度为178-183°c。
15、优选地,将物料置于挤出机,挤出料筒的一段温度为142~148°c,料筒的二段温度为144~152°c,料筒的三段温度为150~158°c,料筒的四段温度为156~160°c。
16、与现有技术相比,本发明的有益效果是:
17、本发明的pvc板材中添加有聚酯纤维、碳化硅粉以及稳定剂等成分,充分发挥各组分协同效应,改善pvc板材的各项性能,如改善耐低温性能、耐高温性能,高拉伸强度和良好的耐老化性能,提升了产品使用寿命;本发明的pvc板材在生产中具有良好的连续挤出生产能力,所得板材性质连续稳定,拉伸强度好,尺寸收缩率较小。
18、实施方式
19、下面结合实施例详细说明本发明的技术方案,但保护范围并不受此限制。
20、实施例
21、一种pvc板材,其是由下述重量配比的原料制成:包括以下质量份数的组分:pvc树脂150份,氯化聚氯乙烯45份,云母粉8份,聚酯纤维7份,陶土13份,硬脂酸0.9份,二氧化钛3份,增塑剂2份,稳定剂5份,碳化硅粉3份,活性碳酸钙9份,润滑剂5份,发泡剂1.2份;
22、所述稳定剂的制备方法包括以下步骤:(1)按照重量配比称取以下原料:硬脂酸铈3份,硬脂酸铝3份,改性水滑石8份,羟烷基氧化锌3份,聚氯乙烯热稳定剂β二酮1.5份,亚磷酸酯5份,抗氧剂2份;(2)将改性水滑石加入搅拌机,在50-60°c条件下搅拌6~9min后,加入硬脂酸铈、硬脂酸铝、羟烷基氧化锌以及亚磷酸酯,在相同温度条件下继续搅拌8~13min,得第一混合物;(3)将聚氯乙烯热稳定剂β二酮、抗氧剂加入第一混合物中,在50-60°c条件下搅拌10~20min,冷却后得到稳定剂。
23、所述增塑剂包括邻苯二甲酸二异壬酯、己二酸二辛酯或葵二酸辛酯中的任意一种或至少两种的组合。
24、所述润滑剂包括微晶蜡、氧化聚乙烯蜡、或脂肪酸复合酯中的任意一种。
25、一种pvc板材的制备方法,包括以下步骤:
26、(1)按重量计配比,称取原料中各组分;
27、(2)将上述云母粉、聚酯纤维、陶土、硬脂酸、二氧化钛、碳化硅粉以及活性碳酸钙混合于82-86°c下搅拌均匀,得物料a ;
28、(3)将上述pvc树脂、氯化聚氯乙烯、增塑剂、稳定剂、润滑剂以及发泡剂混合,于密炼机中混炼8-12分钟,混炼温度为 136-145°c,加入物料a,搅拌均匀 ;
29、(4)注入挤出机,经挤出机挤出,经模具成型、牵引和切割工艺得所述 pvc 板材;
30、模具成型温度为180-182°c;
31、将物料置于挤出机,挤出料筒的一段温度为145~148°c,料筒的二段温度为148~150°c,料筒的三段温度为150~155°c,料筒的四段温度为156~160°c。
32、实施例
33、一种pvc板材,其是由下述重量配比的原料制成:包括以下质量份数的组分:pvc树脂160份,氯化聚氯乙烯15份,云母粉8份,聚酯纤维9份,陶土16份,硬脂酸0.6份,二氧化钛1份,增塑剂2份,稳定剂7份,碳化硅粉2份,活性碳酸钙6份,润滑剂3份,发泡剂0.8份;
34、所述稳定剂的制备方法包括以下步骤:(1)按照重量配比称取以下原料:硬脂酸铈2份,硬脂酸铝3份,改性水滑石10份,羟烷基氧化锌5份,聚氯乙烯热稳定剂β二酮1.3份,亚磷酸酯6份,抗氧剂2份;(2)将改性水滑石加入搅拌机,在50-60°c条件下搅拌6~9min后,加入硬脂酸铈、硬脂酸铝、羟烷基氧化锌以及亚磷酸酯,在相同温度条件下继续搅拌8~13min,得第一混合物;(3)将聚氯乙烯热稳定剂β二酮、抗氧剂加入第一混合物中,在50-60°c条件下搅拌10~20min,冷却后得到稳定剂。
35、所述增塑剂包括邻苯二甲酸二异壬酯、己二酸二辛酯或葵二酸辛酯中的任意一种或至少两种的组合。
36、所述润滑剂包括微晶蜡、氧化聚乙烯蜡、或脂肪酸复合酯中的任意一种。
37、一种pvc板材的制备方法,包括以下步骤:
38、(1)按重量计配比,称取原料中各组分;
39、(2)将上述云母粉、聚酯纤维、陶土、硬脂酸、二氧化钛、碳化硅粉以及活性碳酸钙混合于82-86°c下搅拌均匀,得物料a ;
40、(3)将上述pvc树脂、氯化聚氯乙烯、增塑剂、稳定剂、润滑剂以及发泡剂混合,于密炼机中混炼8-12分钟,混炼温度为 136-145°c,加入物料a,搅拌均匀 ;
41、(4)注入挤出机,经挤出机挤出,经模具成型、牵引和切割工艺得所述 pvc 板材,
42、模具成型温度为178-183°c;
43、将物料置于挤出机,挤出料筒的一段温度为142~148°c,料筒的二段温度为144~152°c,料筒的三段温度为150~158°c,料筒的四段温度为156~160°c。
44、实施例
45、一种pvc板材,其是由下述重量配比的原料制成:包括以下质量份数的组分:pvc树脂120份,氯化聚氯乙烯15份,云母粉5份,聚酯纤维3份,陶土8份,硬脂酸0.3份,二氧化钛1份,增塑剂1份,稳定剂3份,碳化硅粉1份,活性碳酸钙3份,润滑剂1份,发泡剂0.5份;
46、所述稳定剂的制备方法包括以下步骤:(1)按照重量配比称取以下原料:硬脂酸铈1份,硬脂酸铝1份,改性水滑石3份,羟烷基氧化锌2份,聚氯乙烯热稳定剂β二酮0.3份,亚磷酸酯1份,抗氧剂1份;(2)将改性水滑石加入搅拌机,在50-60°c条件下搅拌6~9min后,加入硬脂酸铈、硬脂酸铝、羟烷基氧化锌以及亚磷酸酯,在相同温度条件下继续搅拌8~13min,得第一混合物;(3)将聚氯乙烯热稳定剂β二酮、抗氧剂加入第一混合物中,在50-60°c条件下搅拌10~20min,冷却后得到稳定剂;
47、所述增塑剂包括邻苯二甲酸二异壬酯、己二酸二辛酯或葵二酸辛酯中的任意一种或至少两种的组合;
48、所述润滑剂包括微晶蜡、氧化聚乙烯蜡、或脂肪酸复合酯中的任意一种;
49、一种pvc板材的制备方法,包括以下步骤:
50、(1)按重量计配比,称取原料中各组分;
51、(2)将上述云母粉、聚酯纤维、陶土、硬脂酸、二氧化钛、碳化硅粉以及活性碳酸钙混合于82-86°c下搅拌均匀,得物料a ;
52、(3)将上述pvc树脂、氯化聚氯乙烯、增塑剂、稳定剂、润滑剂以及发泡剂混合,于密炼机中混炼9分钟,混炼温度为 136-138°c,加入物料a,搅拌均匀 ;
53、(4)注入挤出机,经挤出机挤出,经模具成型、牵引和切割工艺得所述 pvc 板材;
54、模具成型温度为178-183°c;
55、将物料置于挤出机,挤出料筒的一段温度为142~148°c,料筒的二段温度为144~152°c,料筒的三段温度为150~158°c,料筒的四段温度为156~160°c。
56、实施例
57、一种pvc板材,其是由下述重量配比的原料制成:包括以下质量份数的组分:pvc树脂160份,氯化聚氯乙烯50份,云母粉15份,聚酯纤维12份,陶土23份,硬脂酸0.9份,二氧化钛5份,增塑剂6份,稳定剂8份,碳化硅粉3份,活性碳酸钙13份,润滑剂5份,发泡剂1.2份;
58、所述稳定剂的制备方法包括以下步骤:(1)按照重量配比称取以下原料:硬脂酸铈5份,硬脂酸铝3份,改性水滑石10份,羟烷基氧化锌8份,聚氯乙烯热稳定剂β二酮1.5份,亚磷酸酯6份,抗氧剂3份;(2)将改性水滑石加入搅拌机,在50-60°c条件下搅拌6~9min后,加入硬脂酸铈、硬脂酸铝、羟烷基氧化锌以及亚磷酸酯,在相同温度条件下继续搅拌8~13min,得第一混合物;(3)将聚氯乙烯热稳定剂β二酮、抗氧剂加入第一混合物中,在50-60°c条件下搅拌10~20min,冷却后得到稳定剂;
59、所述增塑剂包括邻苯二甲酸二异壬酯、己二酸二辛酯或葵二酸辛酯中的任意一种或至少两种的组合;
60、所述润滑剂包括微晶蜡、氧化聚乙烯蜡、或脂肪酸复合酯中的任意一种;
61、一种pvc板材的制备方法,包括以下步骤:
62、(1)按重量计配比,称取原料中各组分;
63、(2)将上述云母粉、聚酯纤维、陶土、硬脂酸、二氧化钛、碳化硅粉以及活性碳酸钙混合于82-86°c下搅拌均匀,得物料a ;
64、(3)将上述pvc树脂、氯化聚氯乙烯、增塑剂、稳定剂、润滑剂以及发泡剂混合,于密炼机中混炼8-12分钟,混炼温度为 136-145°c,加入物料a,搅拌均匀 ;
65、(4)注入挤出机,经挤出机挤出,经模具成型、牵引和切割工艺得所述 pvc 板材;
66、模具成型温度为178-183°c;
67、将物料置于挤出机,挤出料筒的一段温度为142~148°c,料筒的二段温度为144~152°c,料筒的三段温度为150~158°c,料筒的四段温度为156~160°c。
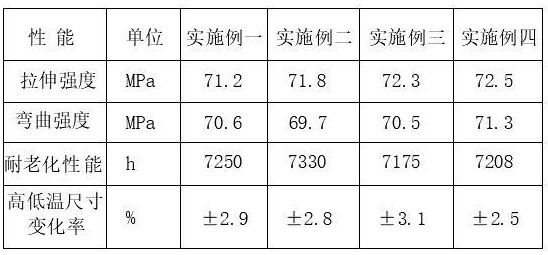
68、上述实施例一至实施例四的pvc板材的技术性能指标,其检测结果如下:
69、检测结果
70、
71、表1
72、最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
- 还没有人留言评论。精彩留言会获得点赞!