一种耐高温的激光焊接玻璃纤维增强PP复合材料及其制备方法与流程
本发明属于分子复合材料改性,涉及一种耐高温的激光焊接玻璃纤维增强pp复合材料及其制备方法。
背景技术:
1、聚丙烯(pp)是一种以为主链的聚合物,具有低极性,高结晶性、高强度、低蠕变、优异的尺寸稳定性等特点,通过不同方式改性后,应用于工业机械、汽车零件、精密仪器、电子电器等领域,俗称百折胶。
2、相比于普通玻纤增强聚丙烯,长玻纤增强聚丙烯拥有更高的强度和模量,可以更好地替代汽车中高成本的pa材料和钢铁材料,以达到轻量化的目的。汽车的前端模块,天窗,排水槽,仪表板骨架等部件使用长玻纤增强聚丙烯的比例越来越高。长玻纤改性聚丙烯因其优异的力学性能而得到广泛应用。近几年,激光焊接工艺在塑料改性行业比较盛行,激光焊接具有键合强度高、密封性高、产品应力低、焊接精度高、可远程同步摄影检测以及适合异性材料连接等优点,作为一种无接触、节能环保绿色的焊接方法,已经广泛应用与汽车工业,生物医疗制造和卫星机械制造等行业。
3、常用于激光焊接的工程塑料以pa和pbt为主,黑色产品中的透激光色粉与它们相容性很好,但是如果采用性价比更高的pp材料,由于pp本身极性低,现有常规黑色色粉以溶剂黑为主,与pp材料相容性很差,在高温或者溶剂侵蚀的情况下易析出,影响产品的正常使用。
技术实现思路
1、针对现有技术中存在的问题,本发明通过采用特定材料制备得到的透激光黑色色粉,解决了现有常规黑色色粉存在的与pp材料相容性很差,在高温或者溶剂侵蚀的情况下易析出的问题,使制备得到的玻璃纤维增强pp复合材料满足激光焊接的要求。
2、为达此目的,本发明采用以下技术方案:
3、第一方面,一种耐高温的激光焊接玻璃纤维增强pp复合材料,所述复合材料按重量份计包括以下组分:
4、pp 50份-60份;
5、玻璃纤维 30份-40份;
6、透激光黑色色粉 0.1份-0.6份;
7、相容剂 3份-6份;
8、抗氧剂 0.5份-2份;
9、其中,透激光黑色色粉的制备方法包括:将有机颜料酞青蓝、酞青绿和颜料红与硅烷化合物在800rpm-1200rpm转速下搅拌混合,得到透激光黑色色粉;
10、所述酞青蓝的比表面积为64-72m²/g;所述酞青绿的比表面积为36-44m²/g;所述颜料红的比表面积为20-34m²/g。
11、作为本发明的优选方案,所述透激光黑色色粉的激光透过率为87%-93%。
12、作为本发明的优选方案,所述酞青蓝、酞青绿和颜料红的质量比为(3.5-4.5):3:3。
13、作为本发明的优选方案,所述pp为均聚pp,其其熔融指数≥50g/10min。
14、作为本发明的优选方案,所述硅烷化合物的用量为透激光黑色色粉总质量的2%-4%;所述硅烷化合物选自[8-(环氧丙基氧)-正辛基]三甲氧基硅烷、3-(2,3-环氧丙氧)丙基甲基二甲氧基硅烷、3-缩水甘油醚氧基丙基三甲氧基硅烷、5,6-环氧己基三乙氧基硅烷、苯乙烯乙基三甲氧基硅烷、乙烯基三甲氧基硅烷、丁基三甲氧基硅烷、甲基乙烯基二甲氧基硅烷中的一种或几种组合。
15、作为本发明的优选方案,所述相容剂为马来酸酐接枝聚丙烯。
16、作为本发明的优选方案,所述抗氧剂为受阻酚类抗氧剂、受阻胺类抗氧剂、亚磷酸酯类抗氧剂或硫代酯类抗氧剂中任意一种或至少两种的组合。
17、第二方面,本发明提供了前述复合材料的制备方法,所述方法包括以下步骤:
18、将配方量的pp、透激光黑色色粉、相容剂和抗氧剂混合均匀后,与玻璃纤维一起送入双螺杆挤出机,经过挤出造粒得到一种耐高温的激光焊接玻璃纤维增强pp复合材料。
19、作为本发明的优选方案,所述混合的温度为30℃-70℃,混合时间为3min-7min,混合在900rpm-1100rpm的搅拌速率下进行。
20、作为本发明的优选方案,所述双螺杆挤出机各区段的挤出温度为180℃-250℃,双螺杆挤出机的螺杆转速为170rpm-240rpm。
21、与现有技术相比,本发明具有以下有益效果:
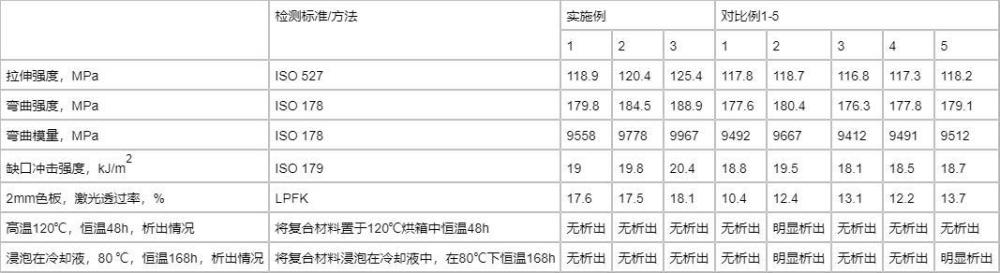
22、通过采用特定材料制备得到的透激光黑色色粉,结合长玻璃纤维的使用,一方面可以使pp复合材料在满足黑度的条件下满足激光焊接工艺的要求,使其激光透过率>15%(2mm色板);另一方面在保证材料综合力学性能的情况下,提升材料的耐高温性能、耐溶剂腐蚀性能。可以替代pa或pbt激光焊接材料,大幅度降低了材料成本。
技术特征:
1.一种耐高温的激光焊接玻璃纤维增强pp复合材料,其特征在于,所述复合材料按重量份计包括以下组分:
2.根据权利要求1所述的复合材料,其特征在于,所述透激光黑色色粉的激光透过率为87%-93%。
3.根据权利要求1所述的复合材料,其特征在于,所述酞青蓝、酞青绿和颜料红的质量比为(3.5-4.5):3:3。
4.根据权利要求1所述的复合材料,其特征在于,所述pp为均聚pp,其熔融指数≥50g/10min。
5.根据权利要求1所述的复合材料,其特征在于,所述硅烷化合物的用量为透激光黑色色粉总质量的2%-4%;所述硅烷化合物选自[8-(环氧丙基氧)-正辛基]三甲氧基硅烷、3-(2,3-环氧丙氧)丙基甲基二甲氧基硅烷、3-缩水甘油醚氧基丙基三甲氧基硅烷、5,6-环氧己基三乙氧基硅烷、苯乙烯乙基三甲氧基硅烷、乙烯基三甲氧基硅烷、丁基三甲氧基硅烷、甲基乙烯基二甲氧基硅烷中的一种或几种组合。
6.根据权利要求1所述的复合材料,其特征在于,所述相容剂为马来酸酐接枝聚丙烯。
7.根据权利要求1所述的复合材料,其特征在于,所述抗氧剂为受阻酚类抗氧剂、受阻胺类抗氧剂、亚磷酸酯类抗氧剂或硫代酯类抗氧剂中任意一种或至少两种的组合。
8.一种如权利要求1-7任一项所述复合材料的制备方法,其特征在于,所述制备方法包括:
9.根据权利要求8所述的制备方法,其特征在于,所述混合的温度为30℃-70℃,混合时间为3min-7min,混合在900rpm-1100rpm的搅拌速率下进行。
10.根据权利要求8所述的制备方法,其特征在于,所述双螺杆挤出机各区段的挤出温度为180℃-250℃,双螺杆挤出机的螺杆转速为170rpm-240rpm。
技术总结
本发明提供了一种耐高温的激光焊接玻璃纤维增强PP复合材料及其制备方法。所述复合材料按重量份计包括以下组分:PP 50份‑60份;玻璃纤维30份‑40份;透激光黑色色粉0.1份‑0.6份;相容剂3份‑6份;抗氧剂0.5份‑2份;其中,透激光黑色色粉的制备方法包括:将有机颜料酞青蓝、酞青绿和颜料红与硅烷化合物经高速搅拌混合,得到透激光黑色色粉。本发明通过采用特定材料制备得到的透激光黑色色粉,解决了现有常规黑色色粉存在的与PP材料相容性很差,在高温或者溶剂侵蚀的情况下易析出的问题,使制备得到的玻璃纤维增强PP复合材料满足激光焊接的要求。
技术研发人员:王晶,牛志海,王凯,王明义,张天荣,吴文安,肖晶,张文旭
受保护的技术使用者:上海聚威新材料股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!