一种金属质感免喷涂材料及其制备和一种卫浴产品的制作方法
本文涉及卫浴新材料,尤指一种金属质感免喷涂材料及其制备和一种卫浴产品。
背景技术:
1、现有的枪灰外观产品工艺主要有电镀银喷涂工艺、电镀金属色工艺路线、金属色免喷涂工艺、在塑料基材上镀拉丝膜的方法以及塑材表面拉丝工件及其制备工艺。其中,电镀银喷涂工艺和电镀金属色工艺路线由于漆层厚度过厚和工艺复杂等原因,无法实现拉丝效果或存在外观缺陷;中国专利cn202210859263.2使用模具内拉丝和急冷急热工艺获得塑料毛坯,然后通过真空镀膜工艺完成金属膜制备,形成塑料金属质感拉丝产品;中国专利cn202110961861.6先在塑料基材上使用拉丝轮制备拉丝纹理,再喷涂电镀银漆,形成拉丝质感的金属色外观。虽然一些技术可以实现拉丝效果,但工艺复杂、成本高。因此,现有的枪灰外观产品工艺仍存在一些问题,需要进一步改进和创新。
技术实现思路
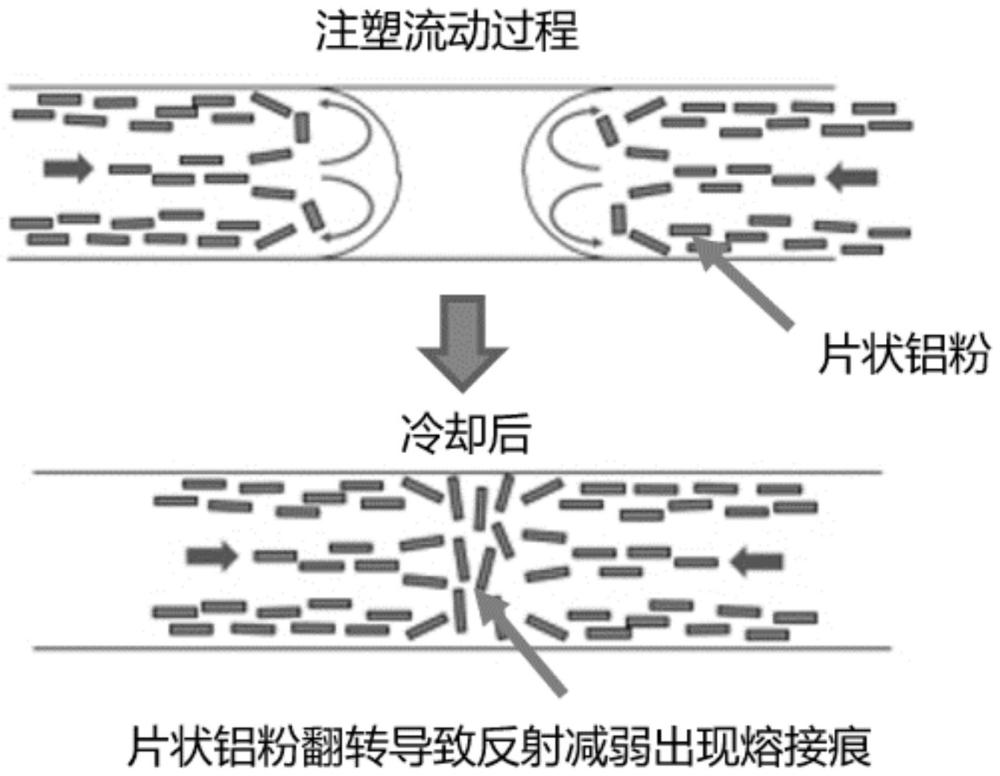
1、金属色免喷涂工艺虽然成本低,但可能会因采用片状铝颜料而导致外观缺陷。本公开解决了金属色的注塑易造成流痕和熔接痕外观缺陷,本公开提供的方案不会产生熔接痕和流痕问题。
2、本公开实施方案中提供了一种金属质感免喷涂材料的制备方法,所述制备方法包括如下步骤:
3、将金属色材料、高分子材料1和水混合后喷雾造粒,制得金属色材料表面包裹高分子材料的复合金属色材料;
4、将所述复合金属色材料与高分子材料2混合后熔融挤出造粒,制得复合抽粒料;
5、对所述复合抽粒料采用模具进行注塑,所述模具的内表面设置有拉丝纹结构;
6、所述复合金属色材料的粒径大于所述拉丝纹结构的宽度与间距之和。
7、在本公开提供的一些实施方案中,所述金属色材料选自粒径500nm至5μm的片状氮化硼、粒径500nm至5μm的片状铝粉、粒径50nm至1μm的镍粉、粒径50nm至1μm的银粉、粒径50nm至1μm的锆粉、粒径50nm至1μm的铬粉和粒径50nm至1μm的钛粉中的任意一种或更多种。
8、在本公开提供的一些实施方案中,所述高分子材料2选自abs、pc、pvc、pp、pa、pmma和ps任意一种或更多种。
9、在本公开提供的一些实施方案中,所述高分子材料1选自聚乙烯醇和聚乙二醇中的任意一种或两种;优选地,所述聚乙烯醇的低聚度分子量为25000至35000,所述聚乙烯醇的中聚度分子量为120000至150000;优选地,所述聚乙二醇的分子量为8000至20000。
10、在本公开提供的一些实施方案中,所述喷雾造粒方法包括:将所述高分子材料1溶于热水中,搅拌均匀后加入金属色材料搅拌均匀后喷雾造粒;
11、所述高分子材料1、所述金属色材料和所述热水的重量比为5至20:100:333至2000。
12、在本公开提供的一些实施方案中,所述热水的温度为60℃至90℃。
13、在本公开提供的一些实施方案中,所述高分子材料1与热水混合搅拌10min至30min。
14、在本公开提供的一些实施方案中,所述高分子材料1、热水和金属色材料混合搅拌1h至3h。
15、在本公开提供的一些实施方案中,所述喷雾干燥温度为150℃至250℃,所述喷雾干燥进料量为100ml/h至2l/h。
16、在本公开提供的一些实施方案中,所述复合金属色材料的粒径为20μm至100μm。
17、在本公开提供的一些实施方案中,所述复合金属色材料与高分子材料2的重量比为(1至8):100。
18、在本公开提供的一些实施方案中,所述复合金属色材料与高分子材料2混合的时间为30min至45min。
19、在本公开提供的一些实施方案中,所述熔融挤出造粒的螺杆转速为230r/min至280r/min,出料量300kg/h至450kg/h。
20、在本公开提供的一些实施方案中,所述挤出机的温区为至少9个,由挤出机出口远端至挤出机出口方向的至少9个所述温区的温度至少包括40℃至90℃,90℃至140℃,140℃至170℃,170℃至200℃,200℃至270℃,200℃至270℃,200℃至270℃,200℃至270℃以及200℃至270℃。
21、在本公开提供的一些实施方案中,所述拉丝纹结构的宽度为0.5至2μm。
22、在本公开提供的一些实施方案中,所述拉丝纹结构的深度为5μm至50μm。
23、在本公开提供的一些实施方案中,所述拉丝纹结构的间距为2μm至10μm。
24、在本公开提供的一些实施方案中,所述注塑工艺包括:料温250℃至270℃;所述注射速度为10%至95%(射速为100%时,具体的射速数值为99mm/s);所述注射压力为10bar至60bar;模温为170℃至250℃。
25、又一方面,本公开实施方案中提供了一种上述所述金属质感免喷涂材料的制备方法制得的金属质感免喷涂材料。
26、又一方面,本公开实施方案中提供了一种拉丝金属质感卫浴产品,所述拉丝金属质感卫浴产品包括上述的金属质感免喷涂材料。
27、有益效果:本公开提供了金属质感免喷涂材料及其制备和一种卫浴产品,该材料作为抽粒料的添加剂,在使用有拉丝纹的模具注塑时,由于复合金属色材料较树脂本体较为松散,通过拉丝纹理尖锐的峰时复合金属色材料会破裂,并沿着拉丝纹进行排布,并反射光线,并在高的模温下进一步有序排列,增强反射光,使最后的拉丝注塑产品有强烈的类金属效果。由于复合金属色材料是造粒后的类球形,而从规避了用片状颜料在两股或两股以上熔体汇合时翻转垂直于表面形成熔接痕外观缺陷的问题。
28、本公开的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本公开而了解。本公开的其他优点可通过在说明书以及附图中所描述的方案来实现和获得。
技术特征:
1.一种金属质感免喷涂材料的制备方法,其特征在于,所述制备方法包括如下步骤:
2.根据权利要求1所述的金属质感免喷涂材料的制备方法,其特征在于,
3.根据权利要求1或2所述的金属质感免喷涂材料的制备方法,其特征在于,
4.根据权利要求1或2所述的金属质感免喷涂材料的制备方法,其特征在于,
5.根据权利要求4所述的金属质感免喷涂材料的制备方法,其特征在于,所述复合金属色材料与高分子材料2混合的时间为30min至45min;
6.根据权利要求5所述的金属质感免喷涂材料的制备方法,其特征在于,
7.根据权利要求1或2所述的金属质感免喷涂材料的制备方法,其特征在于,
8.根据权利要求7所述的金属质感免喷涂材料的制备方法,其特征在于,
9.根据权利要求1至8中任一项所述金属质感免喷涂材料的制备方法制得的金属质感免喷涂材料。
10.一种拉丝金属质感卫浴产品,其特征在于,所述拉丝金属质感卫浴产品包括权利要求9所述的金属质感免喷涂材料。
技术总结
本公开提供了一种金属质感免喷涂材料及其制备和一种卫浴产品,所述金属质感免喷涂材料的制备方法包括如下步骤:将金属色材料、高分子材料1和水混合后喷雾造粒,制得金属色材料表面包裹高分子材料的复合金属色材料;将所述复合金属色材料与高分子材料2混合后熔融挤出造粒,制得复合抽粒料;对所述复合抽粒料采用模具进行注塑,所述模具的内表面设置有拉丝纹结构;所述复合金属色材料的粒径大于所述拉丝纹结构的宽度与间距之和。使用本方法制得的材料规避了用片状颜料在两股或两股以上熔体汇合时翻转垂直于表面形成熔接痕外观缺陷的问题。
技术研发人员:林孝发,林孝山,杨权,刘小龙,蔡伟平,李震林
受保护的技术使用者:九牧厨卫股份有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!