一种皮革自动化压制、冲裁一体化装置的制作方法
本发明主要涉及皮革制品冲裁领域,具体是一种皮革自动化压制、冲裁一体化装置。
背景技术:
1、皮革制品在进行缝制前,需要根据工艺要求和尺寸规格对整张的皮料进行开料,目前常用的皮革开料方式为冲裁与切割,其中冲裁的方式不仅可以完成皮料的快速裁剪,还可以利用模具完成镂空装饰纹路的快速构建。整张的皮革尺寸是相对固定的,完成开料后,剩余的皮料大概率会浪费掉,因而对皮料进行良好的布局可以有效的节省皮料,减少皮料的浪费从而节省成本。而对于较大的开料而言,最终很可能会依然具有较大的空白皮料被剩下而造成浪费,若是能够将较小的开料穿插在大型开料之间,则能够有效的节省成本。
2、但是目前而言,利用皮料节省成本与提高效率之间是互相矛盾的,因为更换刀模的过程浪费了加工时间,而不更换刀模又无法完成不同开料的穿插冲裁,因而目前这种不同开料交替冲裁的方式,通常只有手动开料才会使用。
技术实现思路
1、为解决现有技术的不足,本发明提供了一种皮革自动化压制、冲裁一体化装置,它能够自动化的完成刀模的更换,从而使得一张皮料内可以穿插完成多种规格的开料,充分的利用整张皮料,在不损失加工效率的前提下,减少皮料的浪费。
2、本发明为实现上述目的,通过以下技术方案实现:
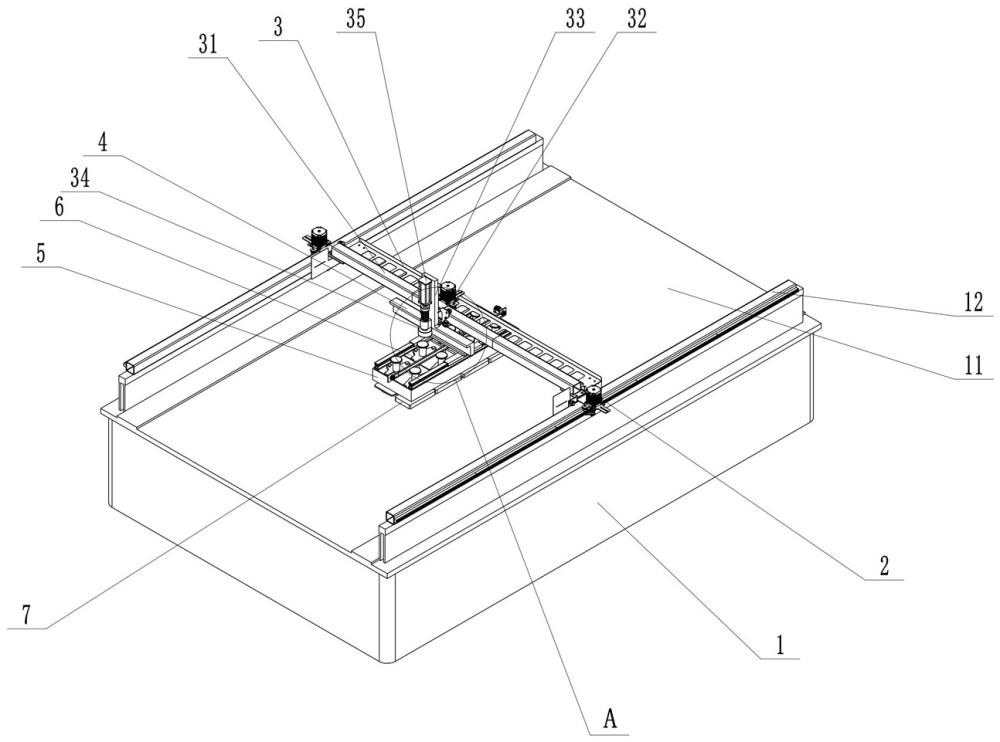
3、一种皮革自动化压制、冲裁一体化装置,包括底座,所述底座顶部为工作台面,所述工作台面的两侧设置横移滑轨以及横移伺服驱动装置,两个所述横移滑轨之间滑动设置冲裁架,所述冲裁架上设置冲裁滑轨以及冲裁伺服驱动装置,所述冲裁滑轨与横移滑轨垂直,所述冲裁滑轨上滑动设置冲压架,所述冲压架内滑动设置冲压头,所述冲压头与冲压架之间具有缓冲弹簧,所述冲压架上方设置冲压元件,所述冲压架底部连接有调位架,所述调位架底部设置与冲裁滑轨平行的调位滑轨,所述调位滑轨上滑动设置调位座,所述调位滑轨后侧设置用于驱动调位座的调位驱动装置,所述调位座底部设置一对滑动副,所述滑动副上滑动设置模具架,所述模具架包括至少两列的模具腔,所述模具架顶部设置模具伺服驱动装置,所述模具伺服驱动装置用于驱动模具架平行于横移滑轨沿模具腔往复运动,用于实现与冲压头配合的模具腔的更换;所述模具腔内均匀的竖直设置若干直线导轨,所述直线导轨上滑动设置模具头,所述直线导轨上套设与模具头相配合的复位弹簧,所述模具头底部为用于皮革切割的刃口或者压制用的模板,所述模具头顶部中心具有压动头。
4、所述横移伺服驱动装置包括与横移滑轨平行的齿条以及安装在冲裁架侧面的伺服电机,伺服电机的电机轴上设置驱动齿轮箱,驱动齿轮箱的输出齿轮与齿条相啮合。
5、所述冲压架上竖直设置滑动套筒,所述冲压头与滑动套筒滑动配合,所述冲压头顶部具有与冲压元件相接触的上接触头,所述缓冲弹簧即设置在上接触头与滑动套筒之间,所述冲压头底部具有与压动头相配合的下接触头。
6、所述冲压元件为冲压液压缸、冲压气缸或者电机驱动的凸轮机构。
7、所述调位驱动装置为同步带机构,所述调位座顶部紧固固定在同步带上,所述调位滑轨上设置上定位传感器,所述上定位传感器用于对模具腔的纵向位移进行定位。
8、所述模具伺服驱动装置为同步带机构,所述调位座底部紧固固定在同步带上,所述模具架上设置下定位传感器,所述下定位传感器用于对模具腔的横向位移进行定位。
9、所述模具腔为上下贯通的结构,所述模具腔的直径根据模具头的尺寸进行调整,多个模具腔的直径无需一致。
10、所述滑动副的长度为模具架长度的四分之一至三分之一。
11、对比现有技术,本发明的有益效果是:
12、本发明可以实现模具的自动化切换,模具的切换快速且顺畅,能够保证不同规格开料在同一张皮料上的加工,从而充分的利用整张皮料的空间,以减少原料的浪费,降低成本。
13、本发明通过双xy轴伺服驱动的结构,可以顺畅的完成冲压头和模具的配合驱动,高效的进行皮料的压制与冲裁,在提高原料利用率的前提下,保证压制与冲裁的效率。
技术特征:
1.一种皮革自动化压制、冲裁一体化装置,包括底座(1),其特征在于:所述底座(1)顶部为工作台面(11),所述工作台面(11)的两侧设置横移滑轨(12)以及横移伺服驱动装置(2),两个所述横移滑轨(12)之间滑动设置冲裁架(3),所述冲裁架(3)上设置冲裁滑轨(31)以及冲裁伺服驱动装置(32),所述冲裁滑轨(31)与横移滑轨(12)垂直,所述冲裁滑轨(31)上滑动设置冲压架(33),所述冲压架(33)内滑动设置冲压头(34),所述冲压头(34)与冲压架(33)之间具有缓冲弹簧,所述冲压架(33)上方设置冲压元件(35),所述冲压架(33)底部连接有调位架(4),所述调位架(4)底部设置与冲裁滑轨(31)平行的调位滑轨(41),所述调位滑轨(41)上滑动设置调位座(42),所述调位滑轨(41)后侧设置用于驱动调位座(42)的调位驱动装置(43),所述调位座(42)底部设置一对滑动副(44),所述滑动副(44)上滑动设置模具架(5),所述模具架(5)包括至少两列的模具腔(6),所述模具架(5)顶部设置模具伺服驱动装置(51),所述模具伺服驱动装置(51)用于驱动模具架(5)平行于横移滑轨(12)沿模具腔(6)往复运动,用于实现与冲压头(34)配合的模具腔(6)的更换;所述模具腔(6)内均匀的竖直设置若干直线导轨(61),所述直线导轨(61)上滑动设置模具头(7),所述直线导轨(61)上套设与模具头(7)相配合的复位弹簧,所述模具头(7)底部为用于皮革切割的刃口或者压制用的模板,所述模具头(7)顶部中心具有压动头(71)。
2.根据权利要求1所述的一种皮革自动化压制、冲裁一体化装置,其特征在于:所述横移伺服驱动装置(2)包括与横移滑轨(12)平行的齿条以及安装在冲裁架(3)侧面的伺服电机,伺服电机的电机轴上设置驱动齿轮箱,驱动齿轮箱的输出齿轮与齿条相啮合。
3.根据权利要求1所述的一种皮革自动化压制、冲裁一体化装置,其特征在于:所述冲压架(33)上竖直设置滑动套筒(331),所述冲压头(34)与滑动套筒(331)滑动配合,所述冲压头(34)顶部具有与冲压元件(35)相接触的上接触头(341),所述缓冲弹簧即设置在上接触头(341)与滑动套筒(331)之间,所述冲压头(34)底部具有与压动头(71)相配合的下接触头(342)。
4.根据权利要求1所述的一种皮革自动化压制、冲裁一体化装置,其特征在于:所述冲压元件(35)为冲压液压缸、冲压气缸或者电机驱动的凸轮机构。
5.根据权利要求1所述的一种皮革自动化压制、冲裁一体化装置,其特征在于:所述调位驱动装置(43)为同步带机构,所述调位座(42)顶部紧固固定在同步带上,所述调位滑轨(41)上设置上定位传感器,所述上定位传感器用于对模具腔(6)的纵向位移进行定位。
6.根据权利要求1所述的一种皮革自动化压制、冲裁一体化装置,其特征在于:所述模具伺服驱动装置(51)为同步带机构,所述调位座(42)底部紧固固定在同步带上,所述模具架(5)上设置下定位传感器,所述下定位传感器用于对模具腔(6)的横向位移进行定位。
7.根据权利要求1所述的一种皮革自动化压制、冲裁一体化装置,其特征在于:所述模具腔(6)为上下贯通的结构,所述模具腔(6)的直径根据模具头的尺寸进行调整,多个模具腔(6)的直径无需一致。
8.根据权利要求1-7任一项所述的一种皮革自动化压制、冲裁一体化装置,其特征在于:所述滑动副(44)的长度为模具架(5)长度的四分之一至三分之一。
技术总结
本发明提供一种皮革自动化压制、冲裁一体化装置,主要涉及皮革制品冲裁领域。一种皮革自动化压制、冲裁一体化装置,包括底座,底座顶部为工作台面,工作台面的两侧设置横移滑轨以及横移伺服驱动装置,横移滑轨之间滑动设置冲裁架,冲裁架上设置冲裁滑轨以及冲裁伺服驱动装置,冲裁滑轨上滑动设置冲压架,冲压架内滑动设置冲压头,冲压架上方设置冲压元件,冲压架底部连接有调位架,调位滑轨上滑动设置调位座,调位座底部设置一对滑动副,滑动副上滑动设置模具架,模具架包括至少两列的模具腔。本发明的有益效果在于:本发明能够自动化的完成刀模的更换,在不损失加工效率的前提下,减少皮料的浪费。
技术研发人员:陈金涛,杨霞,胡继刚,孟秀荣,房立萍,刘娟,李学山,刘玉伟,陈鹏
受保护的技术使用者:济南鲁日钧达皮革有限公司
技术研发日:
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!