一种TPO防水卷材的制作方法
一种tpo防水卷材
技术领域
[0001]
本发明是一种tpo防水卷材,属于tpo防水卷材的生产加工技术领域。
背景技术:
[0002]
目前,tpo防水卷材主要是用于建筑墙体、屋面、以及隧道、公路、垃圾填埋场等处,起到抵御外界雨水、地下水渗漏的一种可卷曲成卷状的柔性建材产品,作为工程基础与建筑物之间无渗漏连接,是整个工程防水的第一道屏障,对整个工程起着至关重要的作用。但是现如今的tpo防水卷长时间使用后耐老化形降低,导致开裂,降低防水性能,另外长时间受到热胀冷缩的影响裂痕处容易遇冷收缩折断,现在急需一种tpo防水卷材解决上述问题。
技术实现要素:
[0003]
针对现有技术存在的不足,本发明目的是提供一种tpo防水卷材,包括防护层、耐热tpo聚酯层、加强层、表面功能层以及胶贴层,耐热tpo聚酯层设置在防护层下侧,表面功能层设置在防护层下方,加强层设置在耐热tpo聚酯层和表面功能层之间,胶贴层设置在表面加强层下侧;作为优选的,防护层为pe保护膜,pe保护膜的基材采用高密度聚乙烯。
[0004]
作为优选的,所述耐热tpo聚酯层内主要组分包括tpo粒子、炭黑颗粒、钛白粉、碳酸钙粉末和增塑剂,各组分的重量份数如下:tpo粒子:20-30份炭黑颗粒:50-70份钛白粉:5-10份碳酸钙粉末:5-12份增塑剂:3-5份所述耐热tpo聚酯层的加工工艺包括以下步骤:步骤一,混合,tpo粒子20-30份、炭黑颗粒50-70份、钛白粉5-10份、碳酸钙粉末5-12份、增塑剂3-5份用外界搅拌机进行搅拌后,然后输入干燥机中采用热风干燥,干燥时间为10-15min,干燥温度为55-75℃之间;步骤二,成型,干燥后的物料传输至研磨机内进行初步挤压,充分混合以及缓冲,然后将缓冲后的物料传输至螺杆挤出机进行基挤出成型;步骤三,牵引入库,物料放至牵引带设备上,并保持恒温牵引,恒温温度为50℃,牵引成型后放置冷却,最后切割修整后进行收卷。
[0005]
作为优选的,加强层内部为网格状的玻璃纤维,玻璃纤维内部还包含有涤纶纤维和尼龙纤维,玻璃纤维、涤纶纤维、尼龙纤维并按照重量组分比例1:0.2:0.4编织混合,加强层的上下面各涂抹有一层橡胶沥青。
[0006]
作为优选的,表面功能层为特质沥青橡胶,沥青橡胶内部原料包含基质沥青、炭黑粉、橡胶颗粒、丁基胶粉、碳酸钙粉;
沥青橡胶内部组分原料按重量份数为:基质沥青:85-105份炭黑粉:10-15份橡胶颗粒:25-30份丁基胶粉:15-25份碳酸钙粉:0.5-2份表面功能层的加工方法包括以下步骤:步骤一,按照重量份配备原料:基质沥青85-105份、炭黑粉10-15份、橡胶颗粒25-30份、丁基胶粉15-25份、碳酸钙粉0.5-2份;步骤二,将步骤一中的90#基质沥青在150-210℃的条件下均匀搅拌,然后加入炭黑粉、橡胶颗粒、丁基胶粉,在200
°
c的条件下送入外界双螺杆挤料机中研磨2小时;步骤三,将步骤二中的混合料放置搅拌器中,搅拌器内恒温加热搅拌180℃,然后加入碳酸钙粉,搅拌两个小时;步骤四,将步骤三中的混合料放入至成型的模具中冷却成型,然后修整后通过卷材机进行收卷;作为优选的,基质沥青为90#石油沥青。
[0007]
作为优选的,胶贴层包含热塑性硫化橡胶的基材层和粘附在基材层表面上的薄膜层,薄膜层包括热塑料烯烃。
[0008]
作为优选的,基材层由聚乙烯热塑性塑料与少部分交联乙烯共聚物混合,基材层还包含聚丙烯聚合物。
[0009]
作为优选的,胶贴层表面具有一些极性成分构造成可粘附水的表面,极性成分包括醋酸乙烯酯(va)和马来酸酐(mah),极性成分含有voc的粘合剂。
[0010]
有益效果:本发明的一种tpo防水卷材具有以下效果:1、本发明的耐热tpo聚酯层内主要组分包含有tpo粒子、炭黑颗粒,炭黑颗粒的加入能够提高防水卷材的导热性,防止热量集聚;2、本发明的表面功能层为特质沥青橡胶,沥青橡胶内炭黑粉的加入增强表面功能层的导热性,以及增强耐腐蚀效果,沥青橡胶内橡胶颗粒的加入可以提高表面功能层的柔性;3、本发明的防护层为pe保护膜,pe保护膜的基材采用高密度聚乙烯,利用高密度聚乙烯有效提高防水卷材的抗化学污染和抗暴效果;4、本发明的加强层内部为网格状的玻璃纤维,玻璃纤维内部还包含有涤纶纤维和尼龙纤维,涤纶纤维和尼龙纤维提高防水卷材的整体强度,玻璃纤维提高轻量化和抗撕裂效果;5、本发明的胶贴层包含热塑性硫化橡胶的基材层和粘附在基材层表面上的薄膜层,具有良好的弹性和耐压缩变形性。
附图说明
[0011]
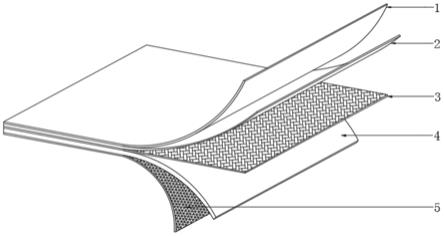
通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:图1为本发明一种tpo防水卷材的生产加工装置的结构示意图;图中:1-防护层、2-耐热tpo聚酯层、3-加强层、4-表面功能层、5-胶贴层。
具体实施方式
[0012]
为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
[0013]
请参阅图1,本发明提供一种tpo防水卷材,包括防护层1、耐热tpo聚酯层2、加强层3、表面功能层4以及胶贴层5,耐热tpo聚酯层2设置在防护层1下侧,表面功能层4设置在防护层1下方,加强层3设置在耐热tpo聚酯层2和表面功能层4之间,胶贴层5设置在表面加强层3下侧;本发明的防护层1为pe保护膜,pe保护膜的基材采用高密度聚乙烯,利用高密度聚乙烯有效提高防水卷材的抗化学污染和抗暴效果。
[0014]
本发明的耐热tpo聚酯层2内主要组分包括tpo粒子、炭黑颗粒、钛白粉、碳酸钙粉末和增塑剂,各组分的重量份数如下:tpo粒子:20-30份炭黑颗粒:50-70份钛白粉:5-10份碳酸钙粉末:5-12份增塑剂:3-5份耐热tpo聚酯层2的加工工艺包括以下步骤:步骤一,混合,tpo粒子20-30份、炭黑颗粒50-70份、钛白粉5-10份、碳酸钙粉末5-12份、增塑剂3-5份用外界搅拌机进行搅拌后,然后输入干燥机中采用热风干燥,干燥时间为10-15min,干燥温度为55-75℃之间;步骤二,成型,干燥后的物料传输至研磨机内进行初步挤压,充分混合以及缓冲,然后将缓冲后的物料传输至螺杆挤出机进行基挤出成型;步骤三,牵引入库,物料放至牵引带设备上,并保持恒温牵引,恒温温度为50℃,牵引成型后放置冷却,最后切割修整后进行收卷。
[0015]
下面以具体实施例来说明耐热tpo聚酯层的制备过程及性能:实施例1步骤一,混合,tpo粒子20份、炭黑颗粒50份、钛白粉5份、碳酸钙粉末5份、增塑剂3份用外界搅拌机进行搅拌后,然后输入干燥机中采用热风干燥,干燥时间为10min,干燥温度为55℃;步骤二,成型,干燥后的物料传输至研磨机内进行初步挤压,充分混合以及缓冲,然后将缓冲后的物料传输至螺杆挤出机进行基挤出成型;步骤三,牵引入库,物料放至牵引带设备上,并保持恒温牵引,恒温温度为50℃,牵引成型后放置冷却,最后切割修整后进行收卷。
[0016]
实施例2步骤同实施例1,不同在于:tpo粒子:25份,炭黑颗粒:60份,钛白粉:8份,碳酸钙粉末:9份,增塑剂:4份,干燥时间为12min,干燥时间为60℃。
[0017]
实施例3步骤同实施例1,不同在于:tpo粒子:30份,炭黑颗粒:70份,钛白粉:10份,碳酸钙粉末:12份,增塑剂:5份,干燥时间为15min,干燥时间为75℃。
[0018]
本发明对实施例1-实施例3制备出的耐热tpo聚酯层进行了耐热检测,结果如表1所示。
[0019]
表1实施例1-实施例3的耐热tpo聚酯层耐热变形温度实施例1实施例2实施例3耐热变形温度125℃耐热变形温度135℃耐热变形温度120℃从表1可以看出,本发明的耐热tpo聚酯层具有良好导热性,具备优良的耐热效果。
[0020]
本发明的加强层3内部为网格状的玻璃纤维,玻璃纤维内部还包含有涤纶纤维和尼龙纤维,玻璃纤维、涤纶纤维、尼龙纤维并按照重量组分比例1:0.2:0.4编织混合,涤纶纤维和尼龙纤维提高防水卷材的整体强度,玻璃纤维提高轻量化和抗撕裂效果,加强层3的上下面各涂抹有一层橡胶沥青,有效保护加强层3不受污染,另外有效与耐热tpo聚酯层2和表面功能层4贴附。
[0021]
本发明的表面功能层4为沥青橡胶,沥青橡胶内部原料包含基质沥青、炭黑粉、橡胶颗粒、丁基胶粉、碳酸钙粉,炭黑粉的加入增强表面功能层4的导热性,以及增强耐腐蚀效果,橡胶颗粒的加入可以提高表面功能层4的柔性;沥青橡胶内部组分原料按重量份数为:基质沥青:85-105份炭黑粉:10-15份橡胶颗粒:25-30份丁基胶粉:15-25份碳酸钙粉:0.5-2份本发明的表面功能层4提供一种加工方法,包括以下步骤:步骤一,按照重量份配备原料:基质沥青85-105份、炭黑粉10-15份、橡胶颗粒25-30份、丁基胶粉15-25份、碳酸钙粉0.5-2份;步骤二,将步骤一中的90#基质沥青在150-210℃的条件下均匀搅拌,然后加入炭黑粉、橡胶颗粒、丁基胶粉,在200℃的条件下送入外界双螺杆挤料机中研磨2小时;步骤三,将步骤二中的混合料放置搅拌器中,搅拌器内恒温加热搅拌180℃,然后加入碳酸钙粉,搅拌两个小时;步骤四,将步骤三中的混合料放入至成型的模具中冷却成型,然后修整后通过卷材机进行收卷;基质沥青为90#石油沥青,采用较低软化点的90#石油沥青,有效御寒。
[0022]
下面以具体实施例来说明表面功能层的制备过程及性能:实施例4步骤一,按照重量份配备原料:基质沥青85份、炭黑粉10份、橡胶颗粒25份、丁基胶粉15份、碳酸钙粉0.5份;步骤二,将步骤一中的90#基质沥青在150℃的条件下均匀搅拌,然后加入炭黑粉、橡胶颗粒、丁基胶粉,在200℃的条件下送入外界双螺杆挤料机中研磨2小时;步骤三,将步骤二中的混合料放置搅拌器中,搅拌器内恒温加热搅拌180℃,然后加入碳酸钙粉,搅拌两个小时;步骤四,将步骤三中的混合料放入至成型的模具中冷却成型,然后修整后通过卷材机进行收卷;基质沥青为90#石油沥青,采用较低软化点的90#石油沥青,有效御寒。
[0023]
实施例5步骤一,按照重量份配备原料:基质沥青95份、炭黑粉12份、橡胶颗粒28份、丁基胶粉20份、碳酸钙粉1份;步骤二,将步骤一中的90#基质沥青在180℃的条件下均匀搅拌,然后加入炭黑粉、橡胶颗粒、丁基胶粉,在200℃的条件下送入外界双螺杆挤料机中研磨2小时;步骤三,将步骤二中的混合料放置搅拌器中,搅拌器内恒温加热搅拌180℃,然后加入碳酸钙粉,搅拌两个小时;步骤四,将步骤三中的混合料放入至成型的模具中冷却成型,然后修整后通过卷材机进行收卷;基质沥青为90#石油沥青,采用较低软化点的90#石油沥青,有效御寒。
[0024]
实施例6步骤一,按照重量份配备原料:基质沥青105份、炭黑粉15份、橡胶颗粒30份、丁基胶粉25份、碳酸钙粉2份;步骤二,将步骤一中的90#基质沥青在210℃的条件下均匀搅拌,然后加入炭黑粉、橡胶颗粒、丁基胶粉,在200℃的条件下送入外界双螺杆挤料机中研磨2小时;步骤三,将步骤二中的混合料放置搅拌器中,搅拌器内恒温加热搅拌180℃,然后加入碳酸钙粉,搅拌两个小时;步骤四,将步骤三中的混合料放入至成型的模具中冷却成型,然后修整后通过卷材机进行收卷;基质沥青为90#石油沥青,采用较低软化点的90#石油沥青,有效御寒。
[0025]
将实施例4-6制备出的表面功能层分别在ph=2的强酸溶液和ph=10的强碱溶液中浸泡一周,获得腐蚀结果如表2;另外,还对实施例4-6进行了延展性测试,结果如表3所示。
[0026]
表2 实施例4-6腐蚀检测结果实施例4实施例5实施例6未发生腐蚀未发生腐蚀未发生腐蚀 表3实施例4-6延展性检测结果组1组2组3延伸率:3000%延伸率:2700%延伸率:2800%表3说明本发明的表面功能层具有良好抗撕裂和抗形变效果。
[0027]
本发明的胶贴层5包含热塑性硫化橡胶的基材层和粘附在基材层表面上的薄膜层,薄膜层包括热塑料烯烃,含有热塑料烯烃的耐高温耐腐蚀性提高防渗水性;基材层由聚乙烯热塑性塑料与少部分交联乙烯共聚物混合,基材层还包含聚丙烯聚合物,具有良好的弹性和耐压缩变形性。
[0028]
本发明的胶贴层5表面具有一些极性成分构造成可粘附水的表面,极性成分包括醋酸乙烯酯(va)和马来酸酐(mah),提高疏水性,防止水渗入,保证持久的粘和力,极性成分含有voc的粘合剂,提高持久粘和效果,voc的粘合剂能够防止有效防止老化、耐水、耐介质性好。
[0029]
以上已以较佳实施例公布了本发明,然其并非用以限制本发明,凡采取等同替换或等效变换的方案所获得的技术方案,均落在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1