一种超清柔性玻璃保护膜及其制备方法和应用与流程
1.本发明涉及屏幕保护膜制备技术领域,具体涉及一种超清高硬度柔性屏幕保护膜及其制备方法和应用。
背景技术:
2.手机贴膜通常用来美化手机,同时对手机的液晶显示屏幕起到保护作用。众所周知,智能手机已经成为人们生活中不可或缺的工具,智能手机屏幕为玻璃制成,其易碎不耐刮蹭,影响手机的使用寿命。因此,屏幕贴膜成为了一种必需品。
3.钢化玻璃膜是目前深受广大消费者喜欢的一种屏幕保护膜,具有祼机触感,高硬度、高透光率。这种钢化玻璃膜产品由钢化玻璃和ab胶组成,ab胶的亚克力胶面与钢化玻璃贴合,ab胶的有机硅胶面与屏幕贴合。
4.然而,现今的智能手机采用大屏幕的触摸屏,钢化玻璃的厚度通常低于0.4mm,在其裁切、钢化、抛光、热弯等工序加工过程中不良率居高不下,总体不良率超过50%;同时热弯后的玻璃贴合ab胶过程中也产生较高的报废率。所以,整个钢化玻璃保护膜加工成品不良率超过50%,造成严重的浪费和损失。
5.另外,钢化玻璃原材料为玻璃,硬度高,不能弯折,贴合过程也容易产品雪花和气泡等不良现象。这导致现有的钢化玻璃保护膜较难满足智能手机大屏出现的新需求。
技术实现要素:
6.本发明技术要解决的问题是基于上述钢化玻璃屏幕保护膜的不足,提供一种可弯折、高硬度和强度、高透光率的柔性保护膜产品。
7.本发明的另一目的在于提供一种超清柔性玻璃保护膜的制备方法。
8.本发明的再一目的在于提供这种超清柔性玻璃保护膜在屏幕保护膜中的应用。
9.为实现以上发明目的,本发明采用如下的技术方案:一种超清柔性玻璃保护膜,所述超清柔性玻璃保护膜包括从上至下依次贴合的第一pet层、第一压敏胶层、增透纳米涂层、第一聚氨酯丙烯酸涂层、第二pet层、第二聚氨酯丙烯酸涂层、第二压敏胶层、离型剂涂层、第三pet层。
10.在一个具体的实施方案中,所述第一压敏胶层、第二压敏胶层的压敏胶为有机硅压敏胶,优选地,所述有机硅压敏胶包括有机硅胶粘剂、交联剂、锚固剂、催化剂、乙酸乙酯、甲苯、二甲苯,各组分的质量比为20~40:0.2~1:0.1~1:0.2~1:10~30:20~40:更优选地,所述第一压敏胶层、第二压敏胶层的厚度为5~50μm,其中,第一压敏胶层优选为5~15μm,第二压敏胶层优选为10~30μm。
11.在一个具体的实施方案中,所述第一聚氨酯丙烯酸涂层包括聚氨酯改性丙烯酸树脂、环氧改性丙烯酸树脂、氟改性聚氨酯树脂、光引发剂、乙酸乙酯、丙酮、丁酮、甲苯,各组分的质量比为25~30:5~10:1.5~2:0.5~0.6: 10~20:10~15:3~10:5~20;优选地,所述第一聚氨酯丙烯酸涂层的厚度2~50μm,优选为5~30μm。
12.在一个具体的实施方案中,所述第二聚氨酯丙烯酸涂层包括聚氨酯改性丙烯酸树脂、光引发剂、乙酸乙酯、丙酮、丁酮,各组分的质量比为35:0.5:15:10:10;优选地,所述第二聚氨酯丙烯酸涂层的厚度2~50μm,优选为5~30μm。
13.在一个具体的实施方案中,所述增透纳米涂层由氧化物、氟化物、硫化物、金属单质和环氧丙烯酸酯混合而成,各组分的质量比为10~50:1~10:10~30:5~20:10~50;优选地,所述的氧化物为氧化硅、氧化钛、氧化锆、氧化铪、氧化铈、氧化铝、氧化铋、氧化铬、氧化镍、氧化铁、氧化锌、氧化铝、氧化镁中的至少任一种;所述的氟化物为氟化镁、氟化钙、氟化钕、氟化钡、氟化钾、氟化锶中的至少任一种;所述的硫化物为硫化锌、硫化钼、硫化钙、硫化锑、硫化铁中的至少任一种;所述的金属单质为铝、锡、钴、镍、银、金中的至少任一种;更优选地,所述增透纳米涂层的厚度为0.1~1μm,优选厚度为0.2~1μm。
14.在一个具体的实施方案中,所述第一pet层、第二pet层、第三pet层的厚度为25~250μm;优选地,所述第一pet层的厚度为25~75μm,第二pet层的厚度为38~188μm,第三pet层的厚度为50~75μm。
15.另一方面,前述的超清柔性玻璃保护膜的制备方法,包括以下步骤:步骤s1:将第一聚氨酯丙烯酸涂层的涂液涂布于第二pet层a面,进入高温烘箱,烘箱温度分区设置,溶剂完全挥发,然后进入uv固化装置,固化为第一聚氨酯丙烯酸涂层,收卷制得半成品a1;优选地,高温烘箱温度分区设置依次为40~50℃、40~70℃、80~100℃、100~120℃、80~100℃;步骤s2:在步骤s1制得的半成品a1的第二pet层b面涂布第二聚氨酸丙烯酸涂层的涂液,进入高温烘箱,溶剂完全挥发后进入uv固化装置,收卷,制得半成品a2;步骤s3:在步骤s2制得的半成品a2涂布好的第一聚氨酯丙烯酸涂层面,通过真空镀膜工艺电镀一层增透纳米涂层,收卷制得半成品a3;步骤s4:在步骤s3制得的半成品a3的第二聚氨酯丙烯酸涂层面,通过直接涂布或转移涂布工艺将第二压敏胶层与第二聚氨酸丙酸涂层面牢固结合;或将第二压敏胶通过涂布头均匀涂覆于半成品a3的第二聚氨酯丙烯酸层面或第三pet离型面,进入高温烘箱溶剂挥发并发生热固化反应,出烘箱后a3半成品与第三pet膜紧密贴合,收卷制得半成品b1;优选地,所述高温烘箱的温度分区设置依次为40~60℃、70~100℃、120~140℃、130~160℃、90~120℃;步骤s5:在第一pet层的一面涂布第一压敏胶,进入高温烘箱溶剂挥发干燥固化,出烘箱后第一压敏胶层与步骤s4中的半成品b1中增透纳米涂层面贴合,收卷得到超清柔性玻璃保护膜卷材原料。
16.在一个优选的实施方案中,还包括步骤s6:将步骤s5制得的卷材原料通过裁切工艺得到与手机屏幕对应尺寸片材,裁切好的片材经cnc倒边成型,覆膜除尘,贴合ab胶和底板,真空除泡,得到可包装出货的超清柔性玻璃保护膜成品。
17.在一个具体的实施方案中,cnc采用单晶钻石刀高速切割,利用钻石刀的硬度和锋利程度,配合cnc高精雕机的超高转速,将高硬度柔性玻璃的边缘做成高光、爽滑弧度;优选地,cnc倒边弧宽0.1~0.5mm,优选为0.2~0.4mm;底板材质为pc、pmma、pp、pe中的任一种;真空除泡工艺条件为:真空压力大于0.6mpa,真空时间10~60min,温度30~50℃。
18.再一方面,前述的超清柔性玻璃保护膜或前述方法制备的超清柔性玻璃保护膜在
屏幕保护膜中的应用。
19.与现有技术相比,本发明具有以下有益效果:1)本发明制得的超清柔性玻璃保护膜产品铅笔硬度达到9h,与钢化玻璃硬度指标相当,材料强度更高,防爆抗冲击能力优于钢化玻璃保护膜。
20.2)本发明制得的超清柔性玻璃保护膜产品可弯折,具有柔韧性的特点使贴合更容易,有效地解决贴合气泡和雪花的问题。
21.3)本发明技术制得的超清柔性玻璃保护膜,具有超清,高硬度,防指纹油污功能,表面铅笔硬度6h~9h可控可调,全光透过率大于93%,无论是使用体验感,还是作为保护膜的关键指标对比,完全可替代钢化玻璃保护膜。
22.4)本发明技术制得的超清柔性玻璃保护膜是通过多次涂布层与pet基膜叠加多层结构,其比钢化玻璃保护膜生产工艺更简单,生产良品率更高,从而减少了资源浪费,提高了生产效率,体现了技术创新对社会的贡献。
附图说明
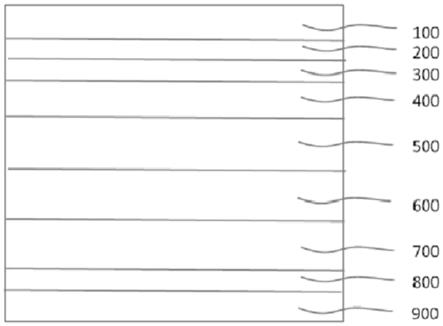
23.图1为本发明的超清柔性玻璃保护膜的结构示意图。
24.其中,第一pet层为100、第一压敏胶层200、增透纳米涂层300、第一聚氨酯丙烯酸涂层400、第二pet层500、第二聚氨酯丙烯酸涂层600、第二压敏胶层700、离型剂层800、第三pet层900。
具体实施方式
25.为了更好的理解本发明的技术方案,下面的实施例将对本发明所提供的方法予以进一步的说明,但本发明不限于所列出的实施例,还应包括在本发明的权利要求范围内其他任何公知的改变。
26.如图1所示,一种超清高硬度柔性保护膜的结构从上至下依次为:第一pet层100、第一压敏胶层200、增透纳米涂层300、第一聚氨酯丙烯酸涂层400、第二pet层500、第二聚氨酯丙烯酸涂层600、第二压敏胶层700、离型剂涂层800、第三pet层900。
27.本发明中所述的“上”、“下”等空间方位的描述只是为了更加清楚地描述本发明的技术方案,实际上可以不非要存在上下关系,本领域技术人员可以理解的是,把上下颠倒同样得到的也是本发明的保护膜产品。同时,本发明的“层”可以有明显的界限,也可以没有明显的界限,例如两层通过胶贴合在一起,很难有十分均匀规则的分界线,但因为两种贴合界面的组分成份差异,在本发明中也称作“层”。
28.其中,所述的第一压敏胶层和第二压敏胶层的厚度各自独立地为5~50μm,例如包括但不限于5μm、10μm、15μm、20μm、25μm、30μm、35μm、40μm、45μm、50μm,其中,第一压敏胶层优选为 5~15μm,第二压敏胶层优选为10~30μm。
29.其中,第一聚氨酯丙烯酸涂层、第二聚氨酯丙烯酸涂层的厚度各自独立地选自2~50μm,例如包括但不限于2μm、5μm、10μm、15μm、20μm、25μm、30μm、35μm、40μm、45μm、50μm,优选的厚度为5~30μm,两者可以相同也可以不同。
30.其中,第一pet层、第二pet层、第三pet层的厚度各自独立地选自25~250μm,例如包括但不限于25μm、50μm、75μm、100μm、125μm、150μm、175μm、200μm、225μm、250μm,其中,第一
pet层的厚度优选为25~75μm,第二pet层的厚度优选为38~188μm,第三pet层的厚度优选为50~75μm。
31.其中,增透纳米涂层的厚度为0.1~1μm,优选厚度为0.2~1μm。
32.本发明的另一方面,一种超清高硬度柔性玻璃保护膜的制备工艺,包括以下步骤:步骤s1:在所述的第一聚氨酯丙烯酸涂液涂布于第二pet层a面,进入高温烘箱,烘箱温度分区设置,溶剂完全挥发,然后进入uv固化装置,固化为第一聚氨酯丙烯酸涂层,收卷制得半成品a1。
33.其中,所述的第一聚氨酯丙烯酸涂层的配方为聚氨酯改性丙烯酸树脂、环氧改性丙烯酸树脂、氟改性聚氨酯树脂、光引发剂、乙酸乙酯、丙酮、丁酮、甲苯,各组分的质量比为25~30:5~10:1.5~2;0.5~0.6:10~20:10~15;3~10:5~20;进一步地,高温烘箱温度分区设置,依次为40~50℃、40~70℃、80~100℃、100~120℃、80~100℃。
34.步骤s2:在步骤s1制得的半成品a1的第二pet层b面涂布第二聚氨酸丙烯酸涂液,进入高温烘箱,溶剂完全挥发后进入uv固化装置,收卷,制得半成品a2。
35.其中,所述的第二聚氨酯丙烯酸涂层涂液包括:聚氨酯改性丙烯酸树脂、光引发剂、乙酸乙酯、丙酮、丁酮,各组分的质量比为20~50:0.3~1:5~20:5~20:5~20。
36.进一步地,所述的高温烘箱温度分区设置,依次为40~50℃、40~70℃、80~100℃、100~120℃、80~100℃。
37.步骤s3:在步骤s2制得的半成品a2涂布好的第一聚氨酯丙烯酸涂层面,通过真空镀膜工艺电镀一层增透纳米涂层,收卷制得半成品a3。
38.其中,增透纳米涂层为氧化物、氟化物、硫化物、金属单质、环氧丙烯酸酯的混合物,其配比10~50:1~10:10~30:5~20:10~50。
39.具体地,所述的氧化物为氧化硅、氧化钛、氧化锆、氧化铪、氧化铈、氧化铝、氧化铋、氧化铬、氧化镍、氧化铁、氧化锌、氧化铝、氧化镁中的一种;所述的氟化物为氟化镁、氟化钙、氟化钕、氟化钡、氟化钾、氟化锶等中的一种;所述的硫化物为硫化锌、硫化钼、硫化钙、硫化锑、硫化铁等中的一种;所述的金属单体为铝、锡、钴、镍、银、金等中的一种。
40.步骤s4:在步骤s3制得的半成品a3的第二聚氨酯丙烯酸层面,通过直接涂布或转移涂布工艺将第二压敏胶层与第二聚氨酸丙酸层面牢固结合;再将第二压敏胶层表面与第三pet层的离型膜层紧密贴合,收卷制得半成品b1。
41.或者,因第二压敏胶为液体胶粘剂,通过涂布头将其均匀涂覆于半成品a3的第二聚氨酯丙烯酸层面或第三pet离型面,进入高温烘箱溶剂挥发并发生热固化反应,出烘箱后a3半成品与第三pet膜紧密贴合,收卷制得半成品b1。
42.其中,所述的高温烘箱温度分区设置,温度依次为60℃、90℃、130℃、150℃、120℃。
43.进一步地,所述的第二压敏胶为有机硅压敏胶,其中有机硅胶粘剂、交联剂、锚固剂、催化剂、乙酸乙酯、甲苯、二甲苯按质量配比为:20~40:0.2~1:0.1~1:0.2~1:10~30:20~40:10~30。
44.步骤s5:在第一pet层一面涂布第一压敏胶,进入高温烘箱溶剂挥发干燥固化,出烘箱后与步骤s4中的半成品b1贴合,第一压敏胶层与b1中高清增透纳米涂层面贴合,收卷
得到超清柔性玻璃保护膜卷材原料。
45.步骤s6:步骤s5制得的卷料通过裁切工艺得到与手机屏幕对应尺寸片材,裁切好的片材经cnc倒边成型,覆膜除尘,贴合ab胶和底板,真空除泡,包装出货。
46.其中,cnc采用单晶钻石刀高速切割,利用钻石刀的硬度和锋利程度,配合cnc高精雕机的超高转速,将高硬度柔性玻璃的边缘做成高光、爽滑弧度;其中,cnc倒边弧宽0.1~0.5mm,例如包括但不限于0.1mm、0.2 mm、0.3 mm、0.4 mm、0.5 mm,其中优选倒边弧宽0.2~0.4mm。
47.其中,底板材质为pc、pmma、pp、pe中的一种,优选为pc底板。
48.其中,真空除泡工艺条件为:真空压力大于0.6mpa,真空时间10~60min,温度30~50℃。
49.下面通过更具体的实施例进一步解释说明本发明,但不构成任何的限制。
50.实施例1:一种超清高硬度柔性玻璃保护膜由如下步骤制成:步骤s1:将聚氨酯改性丙烯酸树脂、环氧改性丙烯酸树脂、氟改性聚氨酯树脂、光引发剂、乙酸乙酯、丙酮、丁酮、甲苯按质量配比:25:10:2:0.5:15:10:5:10,搅拌混合均匀,涂布于第二pet层a面,进入高温烘箱,烘箱温度分区设置,温度依次为:40℃、60℃、90℃、120℃、100℃,出烘箱进入uv固化装置,固化为第一聚氨酯丙烯酸涂层,收卷制得半成品a1。第二pet层厚度为125μm,第一聚氨酯丙烯酸涂层厚度为35μm,半成品a1厚度为160μm。
51.步骤s2:将聚氨酯改性丙烯酸树脂、光引发剂、乙酸乙酯、丙酮、丁酮、按质量配比:35:0.5:15:10:10,搅拌混合均,涂布于步骤s1半成品a1中的第二pet层b面,进入高温烘箱,烘箱温度分区设置,温度依次为:40℃、60℃、90℃、120℃、100℃,出烘箱进入uv固化装置,固化为第二聚氨酯丙烯酸涂层,收卷制得半成品a2。第二聚氨酯丙烯酸涂层厚度15μm,a2半成品厚度为175μm。
52.步骤s3:在步骤s2制得的半成品a2涂布好的第一聚氨酯丙烯酸涂层面,通过真空镀膜工艺电镀一层增透纳米涂层,收卷制得半成品a3,纳米涂层厚度为0.5μm,a3半成品厚度176μm。
53.纳米涂层原料是由氧化钛、氧化铋、氟化锶、硫化锑、银粉、环氧丙烯酸酯的混合物,其配比按质量比20:5:20 :10:15:30混合均匀。
54.步骤s4:所述的第二压敏胶为有机硅压敏胶,按顺序依次加入搅拌容器中有机硅胶粘剂、交联剂、锚固剂、催化剂、乙酸乙酯、甲苯,具体质量配比为:30:1:0.5:0.5:20:30,搅拌混合均匀,经过滤涂布工艺,压敏胶涂布于步骤s3半成品的第二聚氨酯丙烯酸层面,通过分区设置温度的烘箱,温度依次为60℃、90℃、130℃、150℃、120℃,脱溶固化,出烘箱后贴合第三pet层,第二压敏胶面与第三pet层中的离型面贴合,收卷制得半成品a4。第二压敏胶干胶厚度为45μm,使用离型膜厚度50μm,a4半成品厚度为271μm。
55.步骤s5:所述的第一压敏胶为有机硅压敏胶,按顺序依次加入搅拌容器中有机硅胶粘剂、交联剂、锚固剂、催化剂、乙酸乙酯、甲苯,具体质量配比为:25:0.8:0.5:1:20:30,搅拌混合均匀,经过滤涂布工艺,压敏胶涂布于步骤第一pet层面,通过分区设置温度的烘箱,温度依次为60℃、90℃、130℃、150℃、120℃,脱溶固化,出烘箱后与步骤s4半成品a4贴合,第一压敏胶面与半成品a4的纳米涂层面贴合,收卷得到超清高硬度柔性玻璃保护膜卷
材原料a5。第一pet层膜厚度为50μm,涂布第一压敏胶厚度为10μm,制得超清高硬度柔性玻璃保护膜a5总厚度为331μm。
56.步骤s6:步骤s5制得的卷材原料a5通过裁切工艺得到与手机屏幕对应尺寸片材,裁切好的片材经cnc倒边成型,覆膜除尘,贴合ab胶和pc底板,真空除泡工艺:真空压力0.8mpa、35℃、真空时间20min,包装出货。
57.实施例2:步骤s1:将聚氨酯改性丙烯酸树脂、环氧改性丙烯酸树脂、氟改性聚氨酯树脂、光引发剂、乙酸乙酯、丙酮、丁酮、甲苯按质量配比:30:10:2:0.5:15:15:5:10,搅拌混合均匀,涂布于第二pet层a面,进入高温烘箱,烘箱温度分区设置,温度依次为:40℃、60℃、90℃、120℃、100℃,出烘箱进入uv固化装置,固化为第一聚氨酯丙烯酸涂层,收卷制得半成品a1。第二pet层厚度为75μm,第一聚氨酯丙烯酸涂层厚度为45μm,半成品a1厚度为120μm。
58.步骤s2:将聚氨酯改性丙烯酸树脂、光引发剂、乙酸乙酯、丙酮、丁酮、按质量配比:35:0.5:15:10:10,搅拌混合均,涂布于步骤s1半成品a1中的第二pet层b面,进入高温烘箱,烘箱温度分区设置,温度依次为:40℃、60℃、90℃、120℃、100℃,出烘箱进入uv固化装置,固化为第二聚氨酯丙烯酸涂层,收卷制得半成品a2。第二聚氨酯丙烯酸涂层厚度25μm,a2半成品厚度为145μm。
59.步骤s3:在步骤s2制得的半成品a2涂布好的第一聚氨酯丙烯酸涂层面,通过真空镀膜工艺电镀一层增透纳米涂层,收卷制得半成品a3,纳米涂层厚度为0.8μm,a3半成品厚度146μm。
60.纳米涂层原料是由氧化钛、氧化铋、氟化锶、硫化锑、银粉、环氧丙烯酯酯的混合物,其配比按质量比20:5:20 :10:10:30混合均匀。
61.步骤s4:所述的第二压敏胶为有机硅压敏胶,按顺序依次加入搅拌容器中有机硅胶粘剂、交联剂、锚固剂、催化剂、乙酸乙酯、甲苯,具体质量配比为:30:1:0.5:0.5:20:30,搅拌混合均匀,经过滤涂布工艺,压敏胶涂布于步骤s3半成品的第二聚氨酯丙烯酸层面,通过分区设置温度的烘箱,温度依次为60℃、90℃、130℃、150℃、120℃,脱溶固化,出烘箱后贴合第三pet层,第二压敏胶面与第三pet层中的离型面贴合,收卷制得半成品a4。第二压敏胶干胶厚度为40μm,使用离型膜厚度50μm,a4半成品厚度为236μm。
62.步骤s5:所述的第一压敏胶为有机硅压敏胶,按顺序依次加入搅拌容器中有机硅胶粘剂、交联剂、锚固剂、催化剂、乙酸乙酯、甲苯,具体质量配比为:25:0.8:0.5:1:20:30,搅拌混合均匀,经过滤涂布工艺,压敏胶涂布于步骤第一pet层面,通过分区设置温度的烘箱,温度依次为60℃、90℃、130℃、150℃、120℃,脱溶固化,出烘箱后与步骤s4半成品a4贴合,第一压敏胶面与半成品a4的纳米涂层面贴合,收卷得到超清高硬度柔性玻璃保护膜卷材原料a5。第一pet层膜厚度为50μm,涂布第一压敏胶厚度为10μm,制得超清高硬度柔性玻璃保护膜a5总厚度为296μm。
63.步骤s6:步骤s5制得的卷材原料a5通过裁切工艺得到与手机屏幕对应尺寸片材,裁切好的片材经cnc倒边成型,覆膜除尘,贴合ab胶和pc底板,真空除泡工艺:真空压力0.8mpa、40℃、真空时间15min,包装出货。
64.实施例3:步骤s1:将聚氨酯改性丙烯酸树脂、环氧改性丙烯酸树脂、氟改性聚氨酯树脂、光
引发剂、乙酸乙酯、丙酮、丁酮、甲苯按质量配比:30:5:1.5:0.6:15:15:5:10,搅拌混合均匀,涂布于第二pet层a面,进入高温烘箱,烘箱温度分区设置,温度依次为:40℃、60℃、90℃、120℃、100℃,出烘箱进入uv固化装置,固化为第一聚氨酯丙烯酸涂层,收卷制得半成品a1。第二pet层厚度为50μm,第一聚氨酯丙烯酸涂层厚度为45μm,半成品a1厚度为95μm。
65.步骤s2:将聚氨酯改性丙烯酸树脂、光引发剂、乙酸乙酯、丙酮、丁酮、按质量配比:35:0.5:15:10:10,搅拌混合均,涂布于步骤s1半成品a1中的第二pet层b面,进入高温烘箱,烘箱温度分区设置,温度依次为:40℃、60℃、90℃、120℃、100℃,出烘箱进入uv固化装置,固化为第二聚氨酯丙烯酸涂层,收卷制得半成品a2。第二聚氨酯丙烯酸涂层厚度20μm,a2半成品厚度为115μm。
66.步骤s3:在步骤s2制得的半成品a2涂布好的第一聚氨酯丙烯酸涂层面,通过真空镀膜工艺电镀一层增透纳米涂层,收卷制得半成品a3,纳米涂层厚度为1.0μm,a3半成品厚度116μm。
67.纳米涂层原料是由氧化钛、氧化铋、氟化锶、硫化锑、银粉、环氧丙烯酯酯的混合物,其配比按质量比20:5:20 :10:15:30混合均匀。
68.步骤s4:所述的第二压敏胶为有机硅压敏胶,按顺序依次加入搅拌容器中有机硅胶粘剂、交联剂、锚固剂、催化剂、乙酸乙酯、甲苯,具体质量配比为:30:1:0.5:0.5:20:30,搅拌混合均匀,经过滤涂布工艺,压敏胶涂布于步骤s3半成品的第二聚氨酯丙烯酸层面,通过分区设置温度的烘箱,温度依次为60℃、90℃、130℃、150℃、120℃,脱溶固化,出烘箱后贴合第三pet层,第二压敏胶面与第三pet层中的离型面贴合,收卷制得半成品a4。第二压敏胶干胶厚度为35μm,使用离型膜厚度50μm,a4半成品厚度为201μm。
69.步骤s5:所述的第一压敏胶为有机硅压敏胶,按顺序依次加入搅拌容器中有机硅胶粘剂、交联剂、锚固剂、催化剂、乙酸乙酯、甲苯,具体质量配比为:25:0.8:0.5:1:20:30,搅拌混合均匀,经过滤涂布工艺,压敏胶涂布于步骤第一pet层面,通过分区设置温度的烘箱,温度依次为60℃、90℃、130℃、150℃、120℃,脱溶固化,出烘箱后与步骤s4半成品a4贴合,第一压敏胶面与半成品a4的纳米涂层面贴合,收卷得到超清高硬度柔性玻璃保护膜卷材原料a5。第一pet层膜厚度为50μm,涂布第一压敏胶厚度为10μm,制得超清高硬度柔性玻璃保护膜a5总厚度为261μm。
70.步骤s6:步骤s5制得的卷材原料a5通过裁切工艺得到与手机屏幕对应尺寸片材,裁切好的片材经cnc倒边成型,覆膜除尘,贴合ab胶和pc底板,真空除泡工艺:真空压力0.8mpa、35℃、真空时间20min,包装出货。
71.实施例4:步骤s1:将聚氨酯改性丙烯酸树脂、环氧改性丙烯酸树脂、氟改性聚氨酯树脂、光引发剂、乙酸乙酯、丙酮、丁酮、甲苯按质量配比:30:5:1.5:0.6:15:15:5:10,搅拌混合均匀,涂布于第二pet层a面,进入高温烘箱,烘箱温度分区设置,温度依次为:40℃、60℃、90℃、120℃、100℃,出烘箱进入uv固化装置,固化为第一聚氨酯丙烯酸涂层,收卷制得半成品a1。第二pet层厚度为38μm,第一聚氨酯丙烯酸涂层厚度为35μm,半成品a1厚度为73μm。
72.步骤s2:将聚氨酯改性丙烯酸树脂、光引发剂、乙酸乙酯、丙酮、丁酮、按质量配比:35:0.5:15:10:10,搅拌混合均,涂布于步骤s1半成品a1中的第二pet层b面,进入高温烘箱,烘箱温度分区设置,温度依次为:40℃、60℃、90℃、120℃、100℃,出烘箱进入uv固化装置,
固化为第二聚氨酯丙烯酸涂层,收卷制得半成品a2。第二聚氨酯丙烯酸涂层厚度25μm,a2半成品厚度为98μm。
73.步骤s3:在步骤s2制得的半成品a2涂布好的第一聚氨酯丙烯酸涂层面,通过真空镀膜工艺电镀一层增透纳米涂层,收卷制得半成品a3,纳米涂层厚度为0.8μm,a3半成品厚度99μm。
74.纳米涂层原料是由氧化钛、氧化铋、氟化锶、硫化锑、银粉、环氧丙烯酯酯的混合物,其配比按质量比20:5:20 :10:15:30混合均匀。
75.步骤s4:所述的第二压敏胶为有机硅压敏胶,按顺序依次加入搅拌容器中有机硅胶粘剂、交联剂、锚固剂、催化剂、乙酸乙酯、甲苯,具体质量配比为:30:1:0.5:0.5:20、30,搅拌混合均匀,经过滤涂布工艺,压敏胶涂布于步骤s3半成品的第二聚氨酯丙烯酸层面,通过分区设置温度的烘箱,温度依次为60℃、90℃、130℃、150℃、120℃,脱溶固化,出烘箱后贴合第三pet层,第二压敏胶面与第三pet层中的离型面贴合,收卷制得半成品a4。第二压敏胶干胶厚度为30μm,使用离型膜厚度50μm,a4半成品厚度为179μm。
76.步骤s5:所述的第一压敏胶为有机硅压敏胶,按顺序依次加入搅拌容器中有机硅胶粘剂、交联剂、锚固剂、催化剂、乙酸乙酯、甲苯,具体质量配比为:25:0.8:0.5:1:20、30,搅拌混合均匀,经过滤涂布工艺,压敏胶涂布于步骤第一pet层面,通过分区设置温度的烘箱,温度依次为60℃、90℃、130℃、150℃、120℃,脱溶固化,出烘箱后与步骤s4半成品a4贴合,第一压敏胶面与半成品a4的纳米涂层面贴合,收卷得到超清高硬度柔性玻璃保护膜卷材原料a5。第一pet层膜厚度为50μm,涂布第一压敏胶厚度为10μm,制得超清高硬度柔性玻璃保护膜a5总厚度为239μm。
77.步骤s6:步骤s5制得的卷材原料a5通过裁切工艺得到与手机屏幕对应尺寸片材,裁切好的片材经cnc倒边成型,覆膜除尘,贴合ab胶和pc底板,真空除泡工艺:真空压力0.8mpa、35℃、真空时间20min,包装出货。
78.本发明实施例样品与市场采购的两款手机钢化玻璃保护膜直接对比测试,其关键指标测试数据如下本发明实施例中样品关键指标测试数据如表1表1 本发明实施例关健指标测试数据
由此可见,本发明得的超清柔性玻璃保护膜产品铅笔硬度可与钢化玻璃保护膜相当,但可弯折、透过率更好,贴合外观更好。
79.尽管本发明的内容已经通过上述优选实施例作了详细介绍,但应当认识到上述的描述不应被认为是对本发明的限制。本领域技术人员可以理解,在本说明书的教导之下,可对本发明做出一些修改或调整。这些修改或调整也应当在本发明权利要求所限定的范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1