印刷板的制作方法
1.本技术要求基于2020年8月14日提交的韩国专利申请第10-2020-0102746号的优先权,其公开内容通过引用整体并入本文。
2.本技术涉及印刷板、丝网印刷墨和丝网印刷法。
背景技术:
3.丝网印刷为将墨施加至丝网掩模(印刷板)并用刮板推动墨,从而将印刷图案转印至待印刷的基材的印刷方法。
4.在丝网印刷过程中,可以在将墨转印至待印刷的基材之后进行干燥和/或固化过程。在被转印至待印刷的基材之后,在完成干燥和/或固化过程之前,墨处于具有一定程度的流动性的状态,使得可能出现墨的扩散现象。这样的墨扩散可能使印刷图案的厚度均匀性和直线性劣化,并且可能导致边缘顶部缺陷。
5.在此,厚度均匀性指示在从侧面观察印刷图案时厚度形成的均匀程度,以及直线性指示在从顶部观察印刷图案时边缘形成的直线程度。
6.此外,边缘顶部缺陷是指在从侧面观察印刷图案时,图案的边缘以肩部形状突出的缺陷。认为这样的边缘顶部缺陷因以下而出现:当将转印的墨干燥和/或固化时,在转印图案的边缘和中心处出现溶剂蒸发速率的差异,因此,墨的固体内容物向其中溶剂蒸发速率快的区域移动,并引起表面张力的偏差。
7.为了稳定的丝网印刷,需要解决这样的问题。
8.当丝网印刷特别地用于形成具有相对窄的宽度和相对低的高度的印刷图案例如边框图案时,需要以较高的水平精确地控制这样的缺陷。
9.此外,当在使用期间暴露于重复折叠的待印刷的板(例如,可折叠移动电话的覆盖基板等)上形成丝网印刷图案例如边框图案时,要求印刷图案即使在重复折叠下也稳定地保持而不被损坏。
技术实现要素:
10.技术问题
11.本技术提供了印刷板、丝网印刷墨和丝网印刷法。本技术可以提供包含印刷图案的印刷板以及能够形成印刷图案的墨和印刷方法,所述印刷图案具有优异的厚度均匀性和直线性,没有边缘顶部缺陷,并且即使在其形成在待暴露于重复折叠的重复折叠板上时也不被损坏。
12.此外,即使当印刷图案形成为具有相对窄的宽度和/或高度时,本技术也可以表现出以上优点。
13.技术方案
14.在一个实例中,本技术涉及印刷板。
15.印刷板可以包括例如基板;和形成在基板上的印刷图案。
16.在本技术中,印刷图案和基板的具体类型没有特别限制。根据本技术,印刷图案可以形成为没有边缘顶部缺陷,同时具有优异的厚度均匀性和直线性。此外,保持优异的厚度均匀性和直线性,并且即使当印刷图案暴露于重复折叠时和/或当印刷图案形成为具有相对窄的宽度和/或相对低的高度时也不出现边缘顶部缺陷。
17.因此,印刷图案和基板可以为要求以上特性的所有类型的印刷图案和基板。
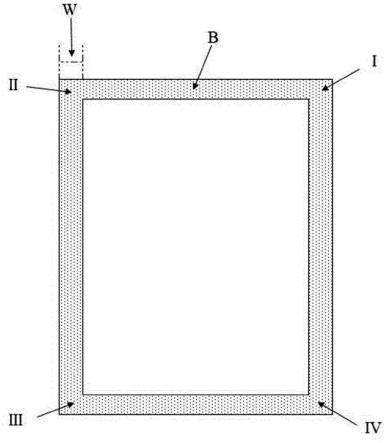
18.在一个实例中,印刷图案还可以为边框图案。图1为根据本技术的一个实例的边框图案(b)的形式。
19.印刷板中的基板的类型没有特别限制,其可以根据目的来选择。例如,在一个实例中,印刷板可以为用于触摸面板的覆盖层合体,并且在这种情况下,可以将应用于制造触摸面板用覆盖层合体的一般基板用作基板。
20.此外,当印刷板为用于触摸面板的覆盖层合体时,印刷板还可以包括设置在印刷图案上的压敏粘合剂层或粘合剂层以及通过压敏粘合剂层或粘合剂层附接的覆盖基板。
21.作为这样的结构的实例,图2示出了包括基板400、印刷图案(例如,边框图案)300、压敏粘合剂层或粘合剂层200和覆盖基板100的情况。
22.在层合体中,基板、压敏粘合剂层、粘合剂层和/或覆盖基板的类型没有特别限制,并且可以应用已知的材料。
23.印刷图案可以包括一条或更多条印刷线。印刷线为构成印刷图案的单位印刷层。
24.例如,图1的印刷图案(边框图案b)包括从大概点i至大概点ii的印刷线、从大概点ii至大概点iii的印刷线、从大概点iii至大概点iv的印刷线、以及从大概点iv至大概点i的印刷线。
25.这样的印刷线可以具有近似直线形状。此时,直线形状也可以为完美直线形状或者也可以为近似直线形状。例如,在本技术中,当印刷线具有以下描述的直线度时,即使其不是完美直线形状,其也可以被称为呈直线形状的印刷线。
26.印刷线和/或印刷图案可以具有优异的厚度均匀性。
27.例如,印刷线和/或印刷图案的厚度均匀度可以为0.6μm或更小。厚度均匀度为以以下描述的实施例中描述的方式测量的印刷线和/或印刷图案的中心厚度区域的最大厚度与最小厚度之差。在另一个实例中,厚度均匀度可以大概为0.59μm或更小、0.58μm或更小、0.57μm或更小、0.56μm或更小、0.55μm或更小、0.54μm或更小、0.53μm或更小、0.52μm或更小、0.51μm或更小、0.5μm或更小、0.49μm或更小、0.48μm或更小、0.47μm或更小、0.46μm或更小、0.45μm或更小、0.44μm或更小、或者0.43μm或更小。厚度均匀度的下限没有特别限制,因为其意味着数值越低,印刷线和印刷图案的厚度均匀性越好。例如,在另一个实例中,厚度均匀度也可以大概为约0μm或更大、0.1μm或更大、0.2μm或更大、0.3μm或更大、或者0.4μm或更大。
28.印刷线和/或印刷图案可以不包括边缘顶部缺陷。
29.例如,印刷线和/或印刷图案的边缘顶部偏差可以为0.55μm或更小。边缘顶部偏差为以以下描述的实施例中描述的方式测量的印刷线或印刷图案的平均厚度与具有该平均厚度的印刷线或印刷图案的边缘部分的厚度之差的绝对值。在另一个实例中,边缘顶部偏差也可以大概为0.54μm或更小、0.53μm或更小、0.52μm或更小、0.51μm或更小、0.50μm或更小、0.49μm或更小、0.48μm或更小、0.47μm或更小、0.46μm或更小、0.45μm或更小、0.44μm或
更小、0.43μm或更小、0.42μm或更小、0.41μm或更小、0.40μm或更小、0.39μm或更小、或者0.38μm或更小。边缘顶部偏差的下限没有特别限制,因为其意味着数值越低,在印刷线和印刷图案中不存在边缘顶部缺陷。例如,在另一个实例中,边缘顶部偏差也可以大概为约0μm或更大、0.1μm或更大、0.2μm或更大、或者0.3μm或更大。
30.当印刷线和/或印刷图案具有直线形状时,相关的印刷线和/或印刷图案可以具有优异的直线性。例如,印刷线和/或印刷图案的直线度可以为50μm或更小。直线度可以通过以下来获得:分析用光学显微镜测量的图像,从而取基于指定的中心线与印刷区域外部相距最远的印刷区域(黑色)的距离为(+),以及取基于该中心线与印刷区域内部相距最远的未印刷区域(白色)的距离为(-),然后使用印刷区域中边缘区域的两个外部部分和内部部分的(+)和(-)平均值,其中具体方法在实施例中描述。在另一个实例中,直线度也可以大概为48μm或更小、46μm或更小、44μm或更小、42μm或更小、40μm或更小、38μm或更小、36μm或更小、34μm或更小、32μm或更小、30μm或更小、28μm或更小、或者26μm或更小。关于直线度值,值越低,其指示直线性越好,因此下限没有特别限制。在一个实例中,直线度也可以大概为5μm或更大、10μm或更大、15μm或更大、或者20μm或更大。
31.这样的印刷图案或印刷线的宽度(例如,在边框图案的情况下,图1中的w)可以在0.1mm至10mm的范围内。在另一个实例中,可以将宽度进一步调节在0.5mm或更大、1mm或更大、或者1.5mm或更大的范围内和/或在9mm或更小、8mm或更小、7mm或更小、6mm或更小、5mm或更小、4mm或更小、或者3mm或更小的范围内。
32.这样的印刷图案或印刷线的高度(例如,边框图案的高度)可以在0.5μm至10μm的范围内。在另一个实例中,也可以将高度进一步调节在1μm或更大、1.5μm或更大、2μm或更大、或者3.5μm或更大的范围内和/或在9μm或更小、8μm或更小、7μm或更小、6μm或更小、或者5μm或更小的范围内。
33.在本技术中,即使当印刷图案或印刷线的宽度和/或高度以以上范围内的相对窄的宽度和/或相对低的高度形成时,也可以形成具有期望特性(优异的直线性和厚度均匀性,不存在边缘顶部缺陷,以及优异的粘附性和耐久性)的印刷图案和/或印刷线。
34.如上的印刷图案和/或印刷线可以通过应用以下描述的墨,以及进一步应用以下描述的印刷方法来形成。
35.例如,使用以下描述的墨形成的印刷图案和/或印刷线可以包含墨的组分的至少一部分。
36.例如,印刷图案和/或印刷线可以包含至少聚合物粘结剂和至少基于氟的表面活性剂。
37.将在以下描述的墨的说明中描述聚合物粘结剂和基于氟的表面活性剂的具体类型。
38.印刷图案和/或印刷线中的聚合物粘结剂和基于氟的表面活性剂还具有与以下描述的墨中的含量大致相似的含量。
39.例如,在印刷图案和/或印刷线中,基于氟的表面活性剂可以以相对于100重量份的聚合物粘结剂0.25重量份至2.5重量份的量包含在内,以及在另一个实例中,可以将该比率进一步调节在0.26重量份或更多、0.27重量份或更多、0.28重量份或更多、0.29重量份或更多、0.3重量份或更多、0.35重量份或更多、0.4重量份或更多、0.45重量份或更多、0.5重
量份或更多、0.55重量份或更多、0.6重量份或更多、0.65重量份或更多、0.7重量份或更多、0.75重量份或更多、0.8重量份或更多、0.85重量份或更多、0.9重量份或更多、0.95重量份或更多、1重量份或更多、1.2重量份或更多、1.4重量份或更多、1.6重量份或更多、1.8重量份或更多、或者2重量份或更多的范围内和/或在2.4重量份或更少、2.3重量份或更少、2.2重量份或更少、2.1重量份或更少、2重量份或更少、1.8重量份或更少、1.6重量份或更少、1.4重量份或更少、1.2重量份或更少、1重量份或更少、0.95重量份或更少、0.9重量份或更少、0.85重量份或更少、0.8重量份或更少、0.75重量份或更少、0.7重量份或更少、0.65重量份或更少、0.6重量份或更少、0.55重量份或更少、0.5重量份或更少、0.45重量份或更少、0.4重量份或更少、0.35重量份或更少、或者0.3重量份或更少的范围内。
40.印刷图案和/或印刷线可以同样地包含以下描述的墨的组分,并且也可以将其比率调节在墨的描述中提及的范围内。
41.例如,印刷图案和/或印刷线可以包含用于赋予光密度的着色剂等作为另外的组分。此时,所应用的着色剂的具体类型与以下墨部分中描述的那些相同。这样的着色剂可以以相对于100重量份的聚合物粘结剂20重量份至90重量份的比率应用,但是这可以考虑期望的光密度来调节。为了适当地确保期望的物理特性,可以将所述比率进一步调节例如在25重量份或更多、30重量份或更多、35重量份或更多、40重量份或更多、45重量份或更多、50重量份或更多、55重量份或更多、60重量份或更多、65重量份或更多、70重量份或更多、75重量份或更多、或者80重量份或更多的范围内和/或在85重量份或更少、80重量份或更少、75重量份或更少、70重量份或更少、65重量份或更少、60重量份或更少、55重量份或更少、50重量份或更少、45重量份或更少、或者40重量份或更少的范围内。
42.印刷图案和/或印刷线可以包含以下描述的墨中包含的溶剂组分作为另外的组分。这样的溶剂组分在印刷过程期间通常通过挥发等除去,但是也可以以痕量存在于印刷图案和/或印刷线中。
43.因此,印刷图案和/或印刷线可以包含以下墨部分中描述的式1的化合物。
44.印刷图案和/或印刷线通过墨而形成,但是在形成过程期间,墨中包含的溶剂组分(例如,式1的化合物)可以处于通过蒸发等被除去的状态,因此印刷图案和/或印刷线中的聚合物粘结剂的比率可以与墨中的比率不同。
45.例如,印刷图案和/或印刷线中的聚合物粘结剂的比率可以在约50重量%至95重量%的范围内。在另一个实例中,可以将所述比率进一步调节在约55重量%或更多、60重量%或更多、65重量%或更多、70重量%或更多、75重量%或更多、80重量%或更多、85重量%或更多、或者90重量%或更多的范围内和/或在90重量%或更少、85重量%或更少、80重量%或更少、75重量%或更少、70重量%或更少、65重量%或更少、60重量%或更少、或者55重量%或更少的范围内。
46.下文中,将描述应用于形成印刷图案和/或印刷线的墨。墨可以为丝网印刷墨。因此,墨可以被应用于丝网印刷过程。
47.本技术的墨包含至少聚合物粘结剂和基于氟的表面活性剂。本技术的墨可以为通过干燥而固化的墨类型(下文中,其可以被称为干燥固化型或热固型)。在此,通过干燥而固化的墨类型的类别不包括通过能量射线例如紫外线的照射而固化的类型的墨。
48.在本技术中,适用的聚合物粘结剂的类型没有特别限制。在工业中,已知可以被应
用于丝网印刷墨以表现出适当的粘度特性和适当的对待印刷的基板的粘附性和耐久性的各种聚合物粘结剂,并且所有这些已知的聚合物粘结剂均可以用于本技术。
49.这样的聚合物粘结剂可以例示为:聚酯或各种改性聚酯,例如聚酯、氨基甲酸酯改性聚酯、环氧改性聚酯和丙烯酸类改性聚酯;氯乙烯-乙酸乙烯酯共聚物树脂;丁醛树脂;聚醚氨基甲酸酯树脂;聚酯氨基甲酸酯树脂;聚碳酸酯氨基甲酸酯树脂;环氧树脂;酚树脂;丙烯酸类树脂;聚酰胺;聚酰胺酰亚胺;聚烯烃;氯化聚烯烃;氯化橡胶;三聚氰胺树脂;脲树脂;改性纤维素树脂,例如乙基纤维素树脂、硝化纤维素树脂、乙酸丁酸纤维素(cab)和乙酸丙酸纤维素(cap);松香树脂;马来酸树脂;天然树脂和/或醇酸树脂;等等。
50.在本技术中,在这些已知的粘结剂中,聚酯系列的粘结剂例如聚酯或各种改性聚酯,例如聚酯、氨基甲酸酯改性聚酯、环氧改性聚酯和丙烯酸类改性聚酯与基于氟的表面活性剂组合可以有效地实现期望的特性,但是在本技术中,适用的粘结剂不限于此。
51.聚合物粘结剂可以以约20重量%至40重量%的比率包含在墨中。在另一个实例中,所述比率可以为约21重量%或更多、约22重量%或更多、约23重量%或更多、约24重量%或更多、或者约25重量%或更多,或者也可以大概为约39重量%或更少、约38重量%或更少、约37重量%或更少、约36重量%或更少、或者约35重量%或更少。当将以下描述的基于氟的表面活性剂以适当的比率与包含这样的比率的聚合物粘结剂的墨组合时,适当地调节了墨的流动特性(粘度、触变性等),并且将墨的干燥和/或固化过程中的固体内容物移动和表面张力控制为适当的水平,由此可以形成具有优异的厚度均匀性和直线性,没有边缘顶部缺陷,并且即使在重复折叠期间也没有损坏的印刷图案和/或印刷线。
52.墨还包含基于氟的表面活性剂。当这样的基于氟的表面活性剂以适当的比率包含在内时,其适当地调节了墨的流动特性(粘度、触变性等),并且控制墨的干燥和/或固化过程中的固体内容物移动和表面张力,由此可以形成具有优异的厚度均匀性和直线性,没有边缘顶部缺陷,并且即使在重复折叠期间也没有损坏的印刷图案。
53.基于氟的表面活性剂的类型没有特别限制,并且例如,可以使用被称为氟烷基羧酸酯、氟烷基磷酸酯、氟烷基磺酸酯、氟烷基环氧乙烷衍生物、或者氟烷基铵盐的基于氟的表面活性剂。作为基于氟的表面活性剂,可以应用离子表面活性剂或非离子表面活性剂,并且可以适当地应用非离子表面活性剂。这样的表面活性剂被称为dic的f-251、f-444、f-477、f-510、f-552、f-553、f-554、f-555、f-556、f-557、f-558、f-559、f-560、f-561、f-562、f-563、f-565、f-567、f-568、f-569、f-570或者f-571等。
54.这样的基于氟的表面活性剂可以以相对于100重量份的聚合物粘结剂0.25重量份至2.5重量份的量包含在墨中。在这样的比率下,适当地调节了墨的流动特性(粘度、触变性等),并且将墨的干燥和/或固化过程中的固体内容物移动和表面张力控制为适当的水平,由此可以形成具有优异的厚度均匀性和直线性,没有边缘顶部缺陷,并且即使在重复折叠期间也没有损坏的印刷图案和/或印刷线。
55.在另一个实例中,表面活性剂的比率可以为0.26重量份或更多、0.27重量份或更多、0.28重量份或更多、0.29重量份或更多、0.3重量份或更多、0.35重量份或更多、0.4重量份或更多、0.45重量份或更多、0.5重量份或更多、0.55重量份或更多、0.6重量份或更多、0.65重量份或更多、0.7重量份或更多、0.75重量份或更多、0.8重量份或更多、0.85重量份或更多、0.9重量份或更多、0.95重量份或更多、1重量份或更多、1.2重量份或更多、1.4重量
份或更多、1.6重量份或更多、1.8重量份或更多、或者2重量份或更多,或者也可以大概为2.4重量份或更少、2.3重量份或更少、2.2重量份或更少、2.1重量份或更少、2重量份或更少、1.8重量份或更少、1.6重量份或更少、1.4重量份或更少、1.2重量份或更少、1重量份或更少、0.95重量份或更少、0.9重量份或更少、0.85重量份或更少、0.8重量份或更少、0.75重量份或更少、0.7重量份或更少、0.65重量份或更少、0.6重量份或更少、0.55重量份或更少、0.5重量份或更少、0.45重量份或更少、0.4重量份或更少、0.35重量份或更少、或者0.3重量份或更少。
56.本技术的墨可以包含除了以上组分之外的其他组分。例如,墨可以包含用于使聚合物粘结剂或表面活性剂分散的溶剂组分等。
57.作为溶剂组分,可以没有任何特别限制地使用应用于墨的已知溶剂组分。
58.在一个实例中,可以应用下式1的化合物作为溶剂组分,使得在本技术中,可以确保合适的流动特性(粘度、触变性等),可以将墨的干燥和/或固化过程中的蒸发速率控制为适当的水平,并且可以将固体内容物移动和表面张力控制为适当的水平。
59.[式1]
[0060][0061]
在式1中,r1为氢原子、烷基或烷基羰基,l1为亚烷基,r2为烷基或氢原子,以及n为1至10范围内的数。
[0062]
在另一个实例中,式1中的r1可以为氢原子;具有1至20个碳原子、1至16个碳原子、1至12个碳原子、1至8个碳原子、或者1至4个碳原子的烷基;或者包含具有1至20个碳原子、1至16个碳原子、1至12个碳原子、1至8个碳原子、或者1至4个碳原子的烷基的烷基羰基。在此,烷基可以为线性的、支化的或者环状的,其也可以任选地被一个或更多个取代基取代。
[0063]
在另一个实例中,式1中的l1可以为具有1至20个碳原子、1至16个碳原子、1至12个碳原子、1至8个碳原子、或者1至4个碳原子的亚烷基。亚烷基可以为线性的、支化的或者环状的,其也可以任选地被一个或更多个取代基取代。
[0064]
在另一个实例中,式1中的r2可以为氢原子;或者具有1至20个碳原子、1至16个碳原子、1至12个碳原子、1至8个碳原子、或者1至4个碳原子的烷基。烷基可以为线性的、支化的或者环状的,其也可以任选地被一个或更多个取代基取代。
[0065]
在另一个实例中,式1中的n可以为9或更小、8或更小、7或更小、6或更小、5或更小、4或更小、3或更小、或者2或更小。
[0066]
可以将具有这样的结构的化合物与聚合物和基于氟的表面活性剂组合以更有效地确保墨的期望特性。
[0067]
如上的式1的化合物可以以相对于100重量份的聚合物粘结剂100重量份至300重量份的比率包含在墨中。在另一个实例中,所述比率可以为110重量份或更多、120重量份或更多、130重量份或更多、140重量份或更多、150重量份或更多、160重量份或更多、170重量份或更多、180重量份或更多、190重量份或更多、200重量份或更多、210重量份或更多、220重量份或更多、230重量份或更多、或者240重量份或更多,或者也可以大概为290重量份或更少、280重量份或更少、270重量份或更少、260重量份或更少、250重量份或更少、240重量
份或更少、230重量份或更少、220重量份或更少、210重量份或更少、200重量份或更少、190重量份或更少、180重量份或更少、170重量份或更少、160重量份或更少、150重量份或更少、140重量份或更少、130重量份或更少、120重量份或更少、或者110重量份或更少。
[0068]
为了确保适当的物理特性,可以将墨中的式1的化合物的比率调节至小于70重量%。在另一个实例中,该比率可以为69重量%或更少、68重量%或更少、67重量%或更少、66重量%或更少、65重量%或更少、64重量%或更少、63重量%或更少、62重量%或更少、61重量%或更少、或者60重量%或更少,或者也可以大概为30重量%或更多、31重量%或更多、32重量%或更多、33重量%或更多、34重量%或更多、35重量%或更多、36重量%或更多、37重量%或更多、38重量%或更多、39重量%或更多、40重量%或更多、41重量%或更多、42重量%或更多、43重量%或更多、44重量%或更多、45重量%或更多、46重量%或更多、47重量%或更多、48重量%或更多、49重量%或更多、或者50重量%或更多。
[0069]
墨可以包含着色剂等作为另外的组分。
[0070]
使用着色剂以为墨赋予期望的光密度,例如,着色剂可以以相对于100重量份的聚合物粘结剂20重量份至90重量份的比率施加,但是这可以考虑期望的光密度来调节。为了适当地确保期望的物理特性,可以将所述比率进一步调节例如在25重量份或更多、30重量份或更多、35重量份或更多、40重量份或更多、45重量份或更多、50重量份或更多、55重量份或更多、60重量份或更多、65重量份或更多、70重量份或更多、75重量份或更多、或者80重量份或更多的范围内和/或在85重量份或更少、80重量份或更少、75重量份或更少、70重量份或更少、65重量份或更少、60重量份或更少、55重量份或更少、50重量份或更少、45重量份或更少、或者40重量份或更少的范围内。
[0071]
作为着色剂,可以使用一种或更多种类型的颜料、染料、或其混合物,并且只要可以表现出需要的颜色,则类型没有特别限制。
[0072]
在一个实例中,可以使用黑色颜料和/或染料作为着色剂,并且例如,可以使用炭黑、石墨、金属氧化物和/或有机黑色颜料等。
[0073]
炭黑的实例可以例示为cysto 5hiisaf-hs、cysto kh、cysto3hhaf-hs、cysto nh、cysto 3m、cysto 300hafls、cysto116hmmaf-hs、cysto 116maf、cysto fmfef-hs、cysto sofef、cysto vgpf、cysto svhsrf-hs和cysto ssrf(donghae carbon co.,ltd.);diagram black ii、diagram black n339、diagram black sh、diagram black h、diagram lh、diagram ha、diagram sf、diagram n550m、diagram m、diagram e、diagram g、diagram r、diagram n760m、diagram lr、#2700、#2600、#2400、#2350、#2300、#2200、#1000、#980、#900、mcf88、#52、#50、#47、#45、#45l、#25、#cf9、#95、#3030、#3050、ma7、ma77、ma8、ma11、ma100、ma40、oil7b、oil9b、oil11b、oil30b和oil31b(mitsubishi chemical corporation);printex-u、printex-v、printex140u、printex-140v、printex-95、printex-85、printex-75、printex-55、printex-45、printex-300、printex35、printex-25、printex-200、printex-40、printex-30、printex-3、printex-a、special black-550、special black-350、special black-250、special black-100和lamp black-101(degussa);raven-1100ultra、raven1080ultra、raven-1060ultra、raven-1040、raven-1035、raven-1020、raven-1000、raven-890h、raven-890、raven-880ultra、raven-860ultra、raven-850、raven-820、raven-790ultra、raven-780ultra、raven-760ultra、raven-520、raven-500、
raven-460、raven-450、raven-430ultra、raven-420、raven-410、raven-2500ultra、raven-2000、raven-1500、raven-1255、raven-1250、raven-1200、raven-1190ultra和raven-1170(colombia carbon co.,ltd.)、或其混合物等,并且有机黑色颜料可以例示为苯胺黑、内酰胺黑或苝黑系列等,而不限于此。
[0074]
除了上述组分之外,墨还可以以在不损害所期望的物理特性的范围内的适当的量包含应用于墨的已知添加剂,例如消泡剂或稀释剂。
[0075]
本技术还涉及使用墨的印刷方法,并且所述印刷方法可以为丝网印刷法。
[0076]
如果将本技术的墨应用于丝网印刷法,则具体的进行方法没有特别限制,并且可以应用已知的丝网印刷法。
[0077]
丝网印刷法通常通过以下方法来进行:在其上形成有以网形式制造的印刷图案的印刷板上施加墨,将印刷板放置在待印刷的基板上,然后用刮板等推动墨。
[0078]
因此,在一个实例中,丝网印刷法可以包括通过丝网印刷板将丝网印刷墨转印至待印刷的基板的步骤。
[0079]
在以上过程中,转印可以通过使用刮板在印刷板上推动墨的方法来进行。
[0080]
该过程中的具体条件没有特别限制。
[0081]
在一个实例中,为了适当地印刷,在以上过程中,例如,efmaus,将丝网印刷墨转印至膜上。
[0082]
在该过程中,可以将刮板角度控制在约50度至180度的范围内。在另一个实例中,可以将角度调节在约55度或更大、60度或更大、65度或更大、70度或更大、75度或更大、或者80度或更大的范围内和/或在175度或更小、170度或更小、165度或更小、160度或更小、155度或更小、150度或更小、145度或更小、140度或更小、135度或更小、130度或更小、125度或更小、120度或更小、115度或更小、110度或更小、105度或更小、100度或更小、95度或更小、90度或更小、85度或更小、或者80度或更小的范围内。
[0083]
此外,在丝网印刷中,可以将印刷速度控制在约20mm/秒至200mm/秒的范围内。在另一个实例中,可以将速度进一步调节在约30mm/秒或更大、40mm/秒或更大、50mm/秒或更大、60mm/秒或更大、70mm/秒或更大、80mm/秒或更大、90mm/秒或更大、或者100mm/秒或更大的范围内和/或在190mm/秒或更小、180mm/秒或更小、170mm/秒或更小、160mm/秒或更小、150mm/秒或更小、140mm/秒或更小、130mm/秒或更小、120mm/秒或更小、110mm/秒或更小、100mm/秒或更小、90mm/秒或更小、80mm/秒或更小、70mm/秒或更小、60mm/秒或更小、50mm/秒或更小、或者40mm/秒或更小的范围内。
[0084]
为了形成期望的印刷图案,可以根据墨中的表面活性剂的量来控制印刷速度。例如,随着墨中的表面活性剂的量增加,印刷速度也可以控制为较低。
[0085]
例如,可以将印刷速度控制为使得以下等式1的s值(单位:重量份
·
mm/秒)在25至110的范围内。
[0086]
[等式1]
[0087]
s=r
×w[0088]
在等式1中,r为印刷速度(单位:mm/秒),以及w为相对于墨中的100重量份的聚合物粘结剂的表面活性剂的重量份。
[0089]
在另一个实例中,也可以将s值进一步控制在26或更大、27或更大、28或更大、或者
29或更大的范围内和/或在109或更小、108或更小、107或更小、106或更小、105或更小、104或更小、103或更小、102或更小、101或更小、100或更小、99或更小、98或更小、97或更小、96或更小、95或更小、94或更小、93或更小、92或更小、91或更小、90或更小、89或更小、88或更小、87或更小、86或更小、85或更小、84或更小、83或更小、82或更小、81或更小、或者80或更小的范围内。
[0090]
在所述印刷方法中,可以进一步进行在转印过程之后将转印的墨干燥的过程,并且在该过程中,墨可以被固化。
[0091]
这样的干燥条件没有特别限制,其可以通过所使用的墨的组成来控制。例如,干燥可以在60℃至200℃的范围内的温度下进行约5分钟至2小时的范围内的时间。
[0092]
当丝网印刷以两种或更多种颜色进行时,干燥可以在印刷之后在进行另外的印刷之前进行,也可以在最终的印刷之后再一次进行,以及也可以在以两种或更多种颜色印刷之后在最终的步骤中一次进行。
[0093]
丝网印刷可以作为单色印刷来进行,或者也可以以两种或更多种颜色的多个阶段进行。在本技术中,即使在通过进行如上所述的以两种或更多种颜色印刷而形成的图案的情况下,也可以形成没有边缘顶部缺陷并且具有优异的厚度均匀性和直线性的印刷图案。此外,通过以上过程形成的印刷图案表现出优异的对基板的粘附性和耐久性,并且即使在应用于重复折叠的基板上也可以表现出以上特性。
[0094]
在一个实例中,丝网印刷法也可以为边框成型法,并且在这种情况下,可以通过转印形成边框图案。即使在这种情况下,边框成型法的具体步骤和条件也与丝网印刷法中相同。
[0095]
有益效果
[0096]
本技术可以提供包含印刷图案和/或印刷线的印刷板,并且可以提供能够形成所述印刷图案和/或印刷线的墨和使用所述墨的印刷方法,所述印刷图案和/或印刷线具有优异的厚度均匀性和直线性,没有边缘顶部缺陷,并且即使在暴露于重复折叠时也没有损坏。
附图说明
[0097]
图1为示出了示例性边框图案的图。
[0098]
图2为示出了根据一个实例的印刷板的层合结构的图。
[0099]
图3为测量印刷图案的厚度的方法的示意图。
[0100]
图4为示出了厚度分布的实例的视图。
[0101]
图5为示出了折叠测试中的折叠部分的图。
[0102]
图6为折叠测试之后的印刷图案的光学显微镜图像。
[0103]
[附图标记说明]
[0104]
100:覆盖基板
[0105]
200:压敏粘合剂层或粘合剂层
[0106]
300:印刷图案
[0107]
400:基板
具体实施方式
[0108]
下文中,将通过实施例详细地描述本技术,但本技术的范围不受以下实施例的限制。
[0109]
1.测量印刷厚度和边缘顶部的方法
[0110]
使用alphastep轮廓仪(kla tencor d-300)评估丝网印刷的印刷图案的厚度(条件:接触力5μg,扫描速度:100μm/秒)。如图3中所示,使用oca 20将包含丝网印刷图案300的聚合物膜400层合在玻璃10上使得不发生印刷图案厚度的变形,然后在印刷图案的纵向方向上评估厚度。
[0111]
当以以上方式测量印刷图案的厚度时,可以获得如图4中所示的厚度数据(在图4中,x轴为厚度的测量位置,以及y轴为厚度)。在该数据中,将不包括左侧和右侧的中心厚度区域2000的平均值指定为印刷厚度,以及通过中心厚度区域2000中的最大值与最小值之差确定厚度均匀度(最大厚度与最小厚度之差)。
[0112]
此外,通过确定厚度形状数据中左侧和右侧高度中的较高高度(图4中1000的高度)与作为印刷厚度的平均值之差的绝对值(边缘顶部偏差)来评估边缘顶部缺陷的出现。
[0113]
分别评估四条印刷线(图1中,从i至ii的印刷线、从ii至iii的印刷线、从iii至iv的印刷线、以及从iv至i的印刷线)的中心厚度区域2000的平均值、厚度均匀度和边缘顶部偏差。结果,将中心厚度区域2000的平均值描述为四条印刷线的结果的平均值,以及在实施例的情况下将厚度均匀度和边缘顶部偏差描述为四条印刷线的结果中最差的结果,以及在比较例的情况下将其描述为最好的结果。
[0114]
2.直线性评估
[0115]
通过分析用光学显微镜测量的图像来将印刷图案的直线性量化。首先,通过将印刷图案区域设定为黑色,将其他区域(背景区域)设定为白色来将图像二值图像化,并将具有1:1的黑色:白色的水平线指定为中心线。随后,取基于中心线与印刷区域外部相距最远的印刷区域(黑色)的距离为(+),取基于中心线与印刷区域内部相距最远的未印刷区域(白色)的距离为(-),然后将印刷区域中边缘区域的两个外部部分和内部部分的(+)和(-)平均值记录为直线度。
[0116]
分别评估四条印刷线(图1中,从i至ii的印刷线、从ii至iii的印刷线、从iii至iv的印刷线、以及从iv至i的印刷线)的直线度,并且在实施例的情况下将其描述为四条印刷线的结果中最差的结果,以及在比较例的情况下将其描述为最好的结果。
[0117]
3.光密度的评估
[0118]
使用已知的光密度计(由x-rite制造的341c)评估光密度。
[0119]
4.折叠特性
[0120]
通过在将其上印刷有如图5中的边框印刷图案的聚合物膜折叠200,000次使得由图5中的f指示的区域被折叠之后,用肉眼和光学显微镜确定裂纹的出现来评估折叠特性。折叠以1hz(每秒一次)的速率和2.5r的曲率进行折叠。
[0121]
实施例1.
[0122]
通过将作为包含聚酯树脂粘结剂的墨的fr260c-1(由asahi chemical制造)和作为基于氟的表面活性剂的f-571(由dic制造)混合来制备丝网印刷墨。
[0123]
fr260c-1墨为包含25重量%至35重量%的聚酯粘结剂,包含50重量%至60重量%
的二乙二醇单乙醚乙酸酯,包含10重量%至20重量%的碳粉末(cas号1333-86-4)、2重量%或更少的消泡剂,并且包含2重量%或更少的其他添加剂的墨,以及f-571为基于氟的非离子表面活性剂。
[0124]
所述墨通过将fr260c-1(由asahi chemical制造)墨和基于氟的表面活性剂(f-571(由dic制造))以100:0.5(fr260c-1:f-571)的重量比混合来制备。由于fr260c-1包含25重量%至35重量%的聚酯粘结剂,因此表面活性剂相对于100重量份的粘结剂的重量比大概为约1.43重量份至2重量份。
[0125]
使用所制备的墨通过丝网印刷在作为聚合物膜的f-pet膜(新聚酯膜,由mcc(mitsubishi chemical)制造,厚度:50μm)上印刷边框。印刷如图1中所示的边框印刷图案。
[0126]
作为丝网印刷板,使用poly catex 460目的丝网印刷板。在丝网印刷板上形成图案使得如图1中所示的边框图案可以被转印至作为待印刷的膜的聚合物膜,其中边框的印刷宽度(图1中的w)为约2mm左右。将印刷板放置在待印刷的聚合物膜上,将制备的墨施加在印刷板上,然后通过向墨施加压力将其转印在聚合物膜上。在该过程中,将刮板角度调整为约80度,刮板接触的印刷板与作为基材的聚合物膜之间的间隔为约3mm左右,并将印刷速度控制为约40mm/秒。在以上印刷之后,将印刷图案在100℃下保持约14分钟并干燥(单色印刷)。此后,在经干燥的印刷图案上进行相同的另外的印刷,并且将其再次在100℃下保持14分钟(两色印刷)。在两色印刷之后,将印刷厚度设定为约3.7μm左右。此后,使用厚度为25μm左右的已知的oca(optical clear adhesive,光学透明粘合剂)层合覆盖窗(厚度:约70μm)以制造如图2中所示的层合体,所述层合体包括覆盖窗100、oca200、边框印刷图案300和聚合物膜400。
[0127]
实施例2.
[0128]
在制备丝网印刷墨时,通过将fr260c-1(由asahi chemical制造)墨与基于氟的表面活性剂(f-571)的重量比设定为100:0.1(fr260c-1:f-571)来制备所述墨。由于fr260c-1包含25重量%至35重量%的聚酯粘结剂,因此表面活性剂相对于100重量份的粘结剂的重量比大概为约0.29重量份至0.4重量份。
[0129]
此后,以与实施例1中相同的方式进行丝网印刷,并且制备如图2中所示的结构,但是此时,将印刷速度调节至约100mm/秒左右,并将印刷厚度设定在约4.7μm的水平。
[0130]
比较例1.
[0131]
仅使用fr260c-1(由asahi chemical制造)墨而不混合基于氟的表面活性剂,以与实施例1中相同的方式进行丝网印刷,并且制备如图2中的结构。
[0132]
比较例2.
[0133]
以与实施例1中相同的方式进行丝网印刷,不同之处在于使用通过将fr260c-1(由asahi chemical制造)墨和基于氟的表面活性剂(f-571)以100:0.01(fr260c-1:f-571)的重量比混合而制备的墨,并且制备图2的结构。由于fr260c-1包含25重量%至35重量%的聚酯粘结剂,因此表面活性剂相对于100重量份的粘结剂的重量比大概为约0.029重量份至0.04重量份。
[0134]
比较例3.
[0135]
以与实施例1中相同的方式进行丝网印刷,不同之处在于使用通过将fr260c-1(由asahi chemical制造)墨和基于氟的表面活性剂(f-571)以100:0.05(fr260c-1:f-571)的
重量比混合而制备的墨,并且制备图2的结构。由于fr260c-1包含25重量%至35重量%的聚酯粘结剂,因此表面活性剂相对于100重量份的粘结剂的重量比大概为约0.14重量份至0.2重量份。
[0136]
比较例4.
[0137]
以与实施例1中相同的方式进行丝网印刷,不同之处在于使用通过将fr260c-1(由asahi chemical制造)墨和基于氟的表面活性剂(f-571)以100:1(fr260c-1:f-571)的重量比混合而制备的墨,并且制备图2的结构。由于fr260c-1包含25重量%至35重量%的聚酯粘结剂,因此表面活性剂相对于100重量份的粘结剂的重量比大概为约2.9重量份至4重量份。
[0138]
比较例5.
[0139]
仅使用fr260c-1(由asahi chemical制造)墨而不混合基于氟的表面活性剂,以与实施例2中相同的方式进行丝网印刷,并且制备如图2中的结构。
[0140]
比较例6.
[0141]
以与实施例2中相同的方式进行丝网印刷,不同之处在于使用通过将fr260c-1(由asahi chemical制造)墨和基于氟的表面活性剂(f-571)以100:0.01(fr260c-1:f-571)的重量比混合而制备的墨,并且制备图2的结构。由于fr260c-1包含25重量%至35重量%的聚酯粘结剂,因此表面活性剂相对于100重量份的粘结剂的重量比为约0.029重量份至0.04重量份左右。
[0142]
比较例7.
[0143]
以与实施例2中相同的方式进行丝网印刷,不同之处在于使用通过将fr260c-1(由asahi chemical制造)墨和基于氟的表面活性剂(f-571)以100:0.05(fr260c-1:f-571)的重量比混合而制备的墨,并且制备图2的结构。由于fr260c-1包含25重量%至35重量%的聚酯粘结剂,因此表面活性剂相对于100重量份的粘结剂的重量比大概为约0.14重量份至0.2重量份。
[0144]
比较例8.
[0145]
以与实施例2中相同的方式进行丝网印刷,不同之处在于使用通过将fr260c-1(由asahi chemical制造)墨和基于氟的表面活性剂(f-571)以100:1(fr260c-1:f-571)的重量比混合而制备的墨,并且制备图2的结构。由于fr260c-1包含25重量%至35重量%的聚酯粘结剂,因此表面活性剂相对于100重量份的粘结剂的重量比大概为约2.9重量份至4重量份。
[0146]
在以下表1和表2中汇总并描述了实施例和比较例的结果。
[0147]
[表1]
[0148][0149]
[表2]
[0150][0151]
[表3]
[0152][0153]
如表1至表3中所汇总的,在实施例的情况下,边框图案稳定地印刷为没有边缘顶部缺陷并且具有优异的直线性,同时具有厚度均匀性,但是在比较例的情况下,厚度均匀性、边缘顶部特性和直线性全部都无法确保,或者其中的至少一者是差的。
[0154]
测试例1.折叠耐久性的评估
[0155]
将具有根据实施例1丝网印刷的边框印刷图案的聚合物膜应用于折叠测试。图6为折叠测试之后的印刷图案的光学显微照片图像,并且可以由其确定即使在折叠之后,印刷图案也稳定地保持而没有损坏。在图6中,附图标记3000为其中存在印刷图案的印刷区域,以及附图标记4000为其中不存在印刷图案的未印刷区域。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1