一种耐高温热熔胶膜及其制备方法和覆膜板与流程
1.本发明具体涉及一种耐高温热熔胶膜及其制备方法和覆膜板。
背景技术:
2.高分子防水卷材由于质地柔软、可焊接性能好,广泛应用于轻钢单层屋面防水系统、屋面修缮工程等,将高分子防水卷材结合到金属屋面的施工方法主要有机械固定法和满粘法。满粘法是将溶剂型氯丁胶分别涂刷到金属板和高分子防水卷材的背衬面上,会在操作现场产生大量溶剂,造成环境污染,也影响施工人员的身体健康,特别地,人工刷胶难以控制施胶量,会造成高分子防水卷材和金属板结合强度的波动。采用热熔胶膜可将高分子防水卷材和金属板热压复合在一起制成高分子防水卷材/金属覆膜板,可以节省轻钢单层屋面防水系统和屋面修缮工程的施工成本,还可以提高施工质量和施工效率,可广泛应用于新建工业厂房单层金属屋面系统。
3.当前,光伏建筑一体化在分布式光伏项目中得到大规模的应用,其中,柔性光伏组件同常规的双玻光伏组件相比,重量轻、薄柔可弯曲,可应用于工商业彩钢瓦屋顶、平屋顶、居民瓦房等分布式光伏屋面场景。
4.热塑性聚烯烃tpo防水卷材可满足户外使用25年,将柔性光伏组件直接固定于覆膜板的tpo防水卷材上既操作使用方便,又能满足光伏组件的全生命周期要求。
5.然而,发明人在实践中偶然发现,由于柔性光伏组件是直接贴服在tpo等高分子防水卷材上,夏天时,光伏组件工作时产生的热量会使tpo防水卷材温度快速上升至80℃以上,采用现有的热熔胶膜粘接的tpo防水卷材/镀锌金属覆膜板(又称tpo覆膜板或tmp融合瓦)在高温工作环境下层间粘接强度会大幅降低,难以保证在高于80℃的环境下对tpo防水卷材和金属之间的有效粘接,使得tpo防水卷材/镀锌覆膜板等具有优异外露耐候性能的非金属/金属建材复合材料与柔性光伏组件在分布式光伏屋面的应用带来较高的风险。
技术实现要素:
6.本发明要解决的技术问题是针对现有的热熔胶膜难以保证在高于80℃的环境下对tpo防水卷材和金属之间的形成有效粘接的问题,提供一种耐高温热熔胶膜及其制备方法,将该热熔胶膜用于覆膜板上使得覆膜板上贴服柔性光伏组件应用于分布式光伏屋面时能够满足长期使用的要求。
7.本发明的第二目的是提供一种用于分布式光伏屋面时能够满足长期使用的覆膜板。
8.为达到上述目的,本发明采取的技术方案为:一种热熔胶膜,用于金属层和非金属层之间的粘接,所述热熔胶膜包括用于与所述金属层粘接的第一胶层、用于与所述非金属层粘接的第二胶层及设置在所述第一胶层和第二胶层之间的过渡层,所述第一胶层为环氧树脂胶层,所述过渡层的原料包括苯氧树脂、乙烯-醋酸乙烯共聚物和马来酸酐接枝聚烯烃树脂,所述苯氧树脂、乙烯-醋酸乙烯共聚物
和马来酸酐接枝聚烯烃树脂的质量比为1:0.1~3:0.3~4.5。
9.进一步地,所述苯氧树脂的重均分子量为40000以上,优选地,所述苯氧树脂重均分子量40000~65000。进一步优选地,所述苯氧树脂的重均分子量为50000~65000。
10.具体如,所述苯氧树脂包括但不限于美国亨斯迈公司的pkfe、pkhh、pkhc中的一种或多种的组合。
11.进一步地,所述马来酸酐接枝聚烯烃树脂中的聚烯烃可以是聚乙烯,所述聚乙烯选自ldpe(低密度聚乙烯)、lldpe(线性低密度聚乙烯)、hdpe(高密度聚乙烯)、mdpe(中密度聚乙烯)、vldpe(极低密度聚乙烯)和mlldpe(茂金属线性低密度聚乙烯)中的任一种或多种,具体如中国上海佳易容的fine-blend的fb19e5。
12.进一步地,所述过渡层的原料还包括助剂,所述过渡层中的所述助剂包括抗氧剂、紫外线吸收剂的中一种或多种的组合。
13.在一些优选且具体实施方式中,按重量份计,所述过渡层的原料包括苯氧树脂10~50份、乙烯-醋酸乙烯共聚物(eva)5~30份、马来酸酐接枝聚烯烃树脂15~45份和助剂0.2~2份。
14.优选地,所述过渡层的原料包括苯氧树脂20~50份、乙烯-醋酸乙烯共聚物(eva)10~30份、马来酸酐接枝聚烯烃树脂25~45份和助剂0.2~2份。
15.根据本发明的一些实施方式,所述环氧树脂胶层的原料包括环氧树脂、环氧树脂活性稀释剂、环氧树脂潜伏性固化剂和环氧树脂固化促进剂,其中,所述环氧树脂、环氧树脂活性稀释剂、环氧树脂潜伏性固化剂和环氧树脂固化促进剂的质量比为10:0.6~2.5:0.5~1.3:0.1~0.9。
16.进一步地,所述环氧树脂为多酚型环氧树脂。
17.进一步地,所述环氧树脂稀释剂为苯基缩水甘油醚。
18.进一步地,所述环氧树脂潜伏性固化剂为双氰胺衍生物,优选为3,5二取代苯胺改性的双氰胺衍生物,具体如瑞士ciba geigy公司的ht 2844。
19.所述环氧树脂固化促进剂为有机脲促进剂,如德国阿兹肯公司的ur500。
20.进一步地,所述第一胶层还包括硅烷偶联剂,所述环氧树脂与硅烷偶联剂的质量比为10:0.06~0.5。
21.在一些优选且具体实施方式中,按重量份计,所述环氧树脂胶层的原料包括环氧树脂60~80份、环氧树脂活性稀释剂5~15份、环氧树脂潜伏性固化剂2~8份、环氧树脂固化促进剂1~5份和硅烷偶联剂0.5~2.5份。
22.进一步地,所述第二胶层的原料包括基体树脂,所述基体树脂为hdpe、ldpe、lldpe、sebs、poe中的至少一种。
23.所述sebs是苯乙烯-乙烯-丁烯-苯乙烯嵌段共聚物,如选用美国科腾的sebs,具体如kraton g1657、kraton g1726。
24.本发明中,所述poe是指采用茂金属催化剂的乙烯与高碳α-烯烃(1-丁烯、1-己烯、1-辛烯等)实现原位聚合的无规共聚物弹性体。优选地,所述poe为乙烯-辛烯共聚物。具体地,所述poe如选用美国陶氏的engage系列产品,具体如engage 8440、engage 6002。
25.更进一步地,所述第二胶层的原料还包括增粘树脂和助剂,所述增粘树脂包括氢化石油树脂、松香树脂、氢化松香树脂、萜烯酚醛树脂、萜烯树脂中的一种或多种的组合,所
述第二胶层中的所述助剂包括抗氧剂、紫外线吸收剂中的一种或几种的组合。
26.进一步地,按重量份计,所述第二胶层的原料配方包括基体树脂15~55份、增粘树脂0~30份和0.1~2份助剂。
27.所述第二胶层中的基体树脂可以根据所要粘接的非金属层进行适当选择,如当所述非金属层为tpo类高分子防水卷材时,所述基体树脂选自ldpe、lldpe、poe中的至少一种;当所述非金属层为pvc类高分子防水卷材时,所述基体树脂选自lldpe、sebs、poe中的至少一种。
28.在一些优选且具体实施方式中,按重量份计,所述第二胶层的原料包括lldpe 15~25份、poe 20~30份、sebs 15~35份、10~20份氢化石油树脂和0.1~2份助剂。所述助剂如0.1~1份抗氧剂和0.1~1份紫外线吸收剂。
29.进一步地,所述抗氧剂为抗氧剂1010、抗氧剂1076、抗氧剂168、抗氧剂264中的一种或任意组合。
30.进一步地,所述紫外线吸收剂为uv327、uv531、uv770和uv944中的一种或任意组合。
31.进一步地,所述第一胶层的厚度、第二胶层的厚度、过渡层的厚度分别选自0.01~0.05mm。
32.进一步地,所述金属层为镀锌钢板,所述非金属层为tpo类高分子防水卷材、pvc类高分子防水卷材或聚乙烯类高分子防水卷材。
33.本发明中,所述tpo是聚烯烃热塑性弹性体。所述pvc是聚氯乙烯。
34.根据本发明的一些具体实施方式,所述热熔胶膜采用包括以下步骤的制备方法制备得到:步骤s1,将所述第一胶层的所有原料进行混合,得到第一胶层料液;步骤s2,将所述过渡层的所有原料加入双螺杆挤出机中,进行挤出造粒,得到过渡层料粒;步骤s3,将所述第二胶层的所有原料加入双螺杆挤出机中,进行挤出造粒,得到第二胶层料粒;步骤s4,将步骤s1的所述第一胶层料液、步骤s2的所述过渡层料粒、步骤s3的所述第二胶层料粒分别加入共挤设备中,共挤复合,得到所述热熔胶膜。
35.本发明采取的第二技术方案是:一种上述所述的热熔胶膜的制备方法,所述热熔胶膜的制备方法包括以下步骤:步骤s1,将所述第一胶层的所有原料进行混合,得到第一胶层料液;步骤s2,将所述过渡层的所有原料加入双螺杆挤出机中,进行挤出造粒,得到过渡层料粒;步骤s3,将所述第二胶层的所有原料加入双螺杆挤出机中,进行挤出造粒,得到第二胶层料粒;步骤s4,将步骤s1的所述第一胶层料液、步骤s2的所述过渡层料粒、步骤s3的所述第二胶层料粒分别加入共挤设备中,共挤复合,得到所述热熔胶膜。
36.进一步地,步骤s1中,所述第一胶层的所有原料在温度50~80℃下进行混合,时间为40~80min。
37.进一步地,步骤s4中,所述第一胶层料液进入所述共挤设备中的进料螺杆的工作温度为80~120℃,所述过渡层料粒进入所述共挤设备中的进料螺杆的工作温度为120~160℃,所述第二胶层料粒进入所述共挤设备中的进料螺杆的工作温度为150~190℃。
38.所述第一胶层料液进入所述共挤设备中的进料螺杆的工作温度较低,这样可以控制环氧树脂与环氧树脂潜伏性固化剂体系发生第一阶段反应,获得适宜的交联度,赋予第一胶层一定的强度以成型;过渡层料粒进入所述共挤设备中的进料螺杆的工作温度略高,第二胶层料粒进入所述共挤设备中的进料螺杆的工作温度最高。这样的进料螺杆温度梯度设计可以使相邻胶层在共挤复合时温差不超过50℃,各层胶层复合时相互之间的扰动较小,可以确保各胶层厚度的稳定和可控。
39.本发明采取的第三技术方案为:一种覆膜板,包括金属板及与所述金属板通过热熔胶膜热压粘结在一起的高分子防水卷材,所述热熔胶膜采用上述所述的热熔胶膜或上述所述的热熔胶膜的制备方法制备的热熔胶膜。
40.进一步地,所述金属板为镀锌钢板,所述高分子防水卷材为tpo类高分子防水卷材。
41.进一步地,所述热压粘结在温度180~220℃、压力0.3~0.8mpa条件下进行。
42.所述金属板和高分子防水卷材在热压粘接过程中,第一胶层中的环氧树脂和环氧树脂潜伏性固化剂在高温和高压下发生第二阶段反应,交联度进一步提升,提高了对金属板材的粘接强度特别是高温下对金属板的粘接强度。
43.由于上述技术方案运用,本发明与现有技术相比具有下列优点:本发明的热熔胶膜采用环氧树脂胶层作为与金属层粘接的第一胶层,大大提高对金属层的粘接强度,尤其是高温下对金属层的粘接强度,同时对过渡层的配方进行重新设计,使得第一胶层和第二胶层之间可以牢固的粘接在一起,进而使得采用该热熔胶膜制备的覆膜板,能够用于贴服柔性光伏组件而用于分布式光伏屋面时能够满足长期使用的要求。
具体实施方式
44.如背景技术所述,现有的热熔胶膜难以保证在高于80℃的环境下对tpo等高分子防水卷材和金属之间的有效粘接,使得tpo防水卷材/镀锌覆膜板等具有优异外露耐候性能的非金属/金属建材复合材料与柔性光伏组件在分布式光伏屋面的应用带来较高的风险。
45.本发明的主要构思在于将用于与金属层粘接的第一胶层设置为环氧树脂胶层,环氧树脂胶层中的环氧树脂潜伏性固化剂在热熔胶膜用于高分子防水卷材等非金属层与金属层之间进行热压粘结时发生交联固化反应,大大提高对金属层的粘接强度,尤其是高温下对金属板的粘接强度。
46.本发明的进一步构思在于重新设计第一胶层和第二胶层之间的过渡层的配方,使得第一胶层和第二胶层之间可以牢固的粘接在一起,形成完整的三层复合热熔胶膜结构。在一些优选且具体方案中,该过渡层的原料包括苯氧树脂、乙烯-醋酸乙烯共聚物和马来酸酐接枝聚烯烃树脂,一方面,利用苯氧树脂、乙烯-醋酸乙烯共聚物和马来酸酐接枝聚烯烃共聚物三者的极性依次降低,通过调整三者配比,获得极性适中的粘接过渡层,牢固的将第一胶层和第二胶层粘接在一起。另一方面,过渡层中添加的苯氧树脂在非金属层和金属层
热压复合成型过程中,苯氧树脂中大量的羟基官能团在热压复合时可与第一胶层中环氧树脂潜伏性固化剂发生反应,提高过渡层与第一胶层之间的粘接强度及过渡层的耐高温性能;此外,苯氧树脂中存在的较多羟基官能团可与马来酸酐接枝聚烯烃树脂中的马来酸酐官能团发生交联反应,提高过渡层对以聚烯烃材料为主的第二胶层的粘接强度和过渡层的耐高温性以及过渡层中不同极性组分之间的相容性。
47.下面结合具体实施例详细说明本发明的技术方案,以便本领域技术人员更好理解和实施本发明的技术方案,但并不因此将本发明限制在所述的实例范围之中。
48.以下实施例中采用的原料来源如下:环氧树脂选用多酚型环氧树脂(具体为中国江苏三木集团的f-51);环氧树脂活性剂稀释剂选用苯基缩水甘油醚;环氧树脂潜伏性固化剂选用瑞士ciba geigy公司的ht 2844;环氧树脂固化促进剂选用德国阿兹肯公司的ur500;硅烷偶联剂为kh-560;马来酸酐接枝聚烯烃树脂选用中国上海佳易容的fine-blend的fb19e5;poe选用美国陶氏engage 8440;sebs选用美国科腾kraton g1657;氢化石油树脂选用美国埃克森的5600;lldpe选用中国吉林石化7042。
49.实施例1本实施例提供的热熔胶膜,用于金属层和非金属层之间的粘接,非金属层采用tpo类高分子防水卷材,金属层采用镀锌钢板,该热熔胶膜包括用于与金属层粘接的第一胶层、用于与非金属层粘接的第二胶层及设置在第一胶层和第二胶层之间的过渡层。
50.本例中,第一胶层的原料配方如下:环氧树脂70份、环氧树脂活性稀释剂10份、环氧树脂潜伏性固化剂5份、环氧树脂固化促进剂3份和硅烷偶联剂1.5份。
51.过渡层的原料配方如下:苯氧树脂30份、eva 15份、马来酸酐接枝聚乙烯30份、抗氧剂1010 0.5份和紫外吸收剂0.5份。其中,苯氧树脂选用美国亨斯迈公司的pkfe,其重均分子量为60000。
52.第二胶层的原料配方如下:20份lldpe、25份poe、30份sebs、15份氢化石油树脂、0.5份抗氧剂和0.5份紫外线吸收剂。
53.本例中,热熔胶膜通过以下方法制备得到:步骤s1,将第一胶层的所有原料在温度70℃左右进行混合60min,得到第一胶层料液;步骤s2,将过渡层的所有原料加入双螺杆挤出机中,进行挤出造粒,得到过渡层料粒,其中,挤出温度为150~160℃;步骤s3,将第二胶层的所有原料加入双螺杆挤出机中,进行挤出造粒,得到第二胶层料粒,其中,挤出温度为160~170℃;步骤s4,将第一胶层料液、过渡层料粒、第二胶层料粒分别加入三层压延共挤设备中,进行三层共挤复合得到三层结构的热熔胶膜,其中,第一胶层的胶料的进料螺杆的工作温度控制为90~100℃,过渡层的料粒的进料螺杆的工作温度控制为130~140℃,第二胶料的料粒的进料螺杆的工作温度控制为170~180℃,共挤模头的温度控制为170~180℃,第一胶层的厚度为0.02mm,过渡层的厚度为0.02mm,第二胶层的厚度为0.02mm。
54.实施例2本实施例提供的热熔胶膜,其制备方法及粘接对象同实施例1,与实施例1的不同
之处在于:第一胶层的配方不同,本例中,第一胶层的原料配方如下:环氧树脂80份、环氧树脂活性稀释剂10份、环氧树脂潜伏性固化剂8份、环氧树脂固化促进剂3份和硅烷偶联剂1.5份。
55.实施例3本实施例提供的热熔胶膜,其制备方法及粘接对象同实施例1,与实施例1的不同之处在于:第一胶层的配方不同,本例中,第一胶层的原料配方如下:环氧树脂60份、环氧树脂活性稀释剂8份、环氧树脂潜伏性固化剂4份、环氧树脂固化促进剂3份和硅烷偶联剂1.5份。
56.实施例4本实施例提供的热熔胶膜,其制备方法及粘接对象同实施例1,与实施例1的不同之处在于:过渡层的配方不同,本例中,过渡层的配方如下:苯氧树脂10份、eva 15份、马来酸酐接枝聚乙烯30份、抗氧剂1010 0.5份和紫外吸收剂0.5份。
57.实施例5本实施例提供的热熔胶膜,其制备方法及粘接对象同实施例1,与实施例1的不同之处在于:过渡层的配方不同,本例中,过渡层的配方如下:苯氧树脂50份、eva 30份、马来酸酐接枝聚乙烯30份、抗氧剂1010 0.5份和紫外吸收剂0.5份。
58.实施例6本实施例提供的热熔胶膜,其制备方法及粘接对象同实施例1,与实施例1的不同之处在于:过渡层中的苯氧树脂选用美国亨斯迈公司的pkhh ,其重均分子量为52000。
59.实施例7本实施例提供的热熔胶膜,其制备方法及粘接对象同实施例1,与实施例1的不同之处在于:过渡层中的苯氧树脂选用美国亨斯迈公司的pkhc ,其重均分子量为43000。
60.对比例1本对比例提供的热熔胶膜,其制备方法及粘接对象同实施例1,与实施例1的不同之处在于:过渡层中选用日本东洋纺聚酯树脂vylon-bx7000a代替苯氧树脂。
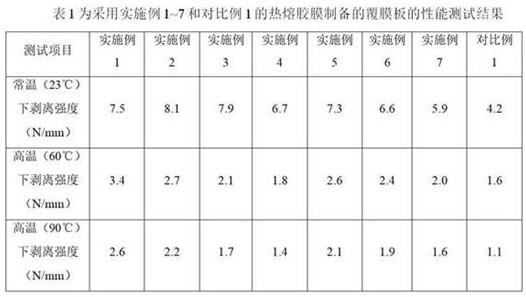
61.采用实施例1~7和对比例1的热熔胶膜粘接镀锌钢板和tpo防水卷材制成覆膜板,制作条件为:热压温度为200℃、压力为0.6mpa,热压时间20s,tpo防水卷材厚度为0.8mm,镀锌钢板的厚度为0.6mm的镀锌钢板,然后将此覆膜板进行以下性能测试,结果如表1所示:依据团标t/cbmca 017-2020《建筑用覆膜钢板》测试了覆膜板常温下的剥离强度和高温(60℃和90℃)下剥离强度。
62.由表1实验结果可见,在合理搭配第一胶层和第二胶层主体成分的基础上,过渡层选用分子量较高的苯氧树脂制得热熔胶膜具有优异的常温和高温剥离强度。
63.上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
64.在本文中所披露的范围的端点和任何值都不限于该精确的范围或值,这些范围或值应当理解为包含接近这些范围或值的值。对于数值范围来说,各个范围的端点值之间、各个范围的端点值和单独的点值之间,以及单独的点值之间可以彼此组合而得到一个或多个新的数值范围,这些数值范围应被视为在本文中具体公开。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1