一种无气泡环保胶带及其制备方法与流程
1.本发明涉及胶带领域,具体涉及一种无气泡环保胶带及其制备方法。
背景技术:
2.胶带是由基材和胶黏剂两部分组成,通过粘接使两个或多个不相连的物体连接在一起。其表面上涂有一层粘着剂,胶带可分为单面胶带和双面胶带,单面胶带可用于物件的包装或临时固定,无需任何工具便可轻松撕开,撕离后被粘表面无胶体残留,双面胶带的两面都可进行粘贴,绝缘胶带专指电工使用的用于防止漏电,起绝缘作用的胶带。又称绝缘胶布,胶布带,由基带和压敏胶层组成。基带一般采用棉布、合成纤维织物和塑料薄膜等,胶层由橡胶加增黏树脂等配合剂制成,黏性好,绝缘性能优良。绝缘胶带具有良好的绝缘耐压、阻燃、耐候等特性,适用于电线接驳、电气绝缘防护等特点。
3.现有技术存在以下不足:绝缘单面胶带胶带生产工艺对胶带不进行去泡处理,这样胶带本体内可能会带有气泡,影响胶带的质量。
4.因此,发明一种无气泡环保胶带及其制备方法很有必要。
技术实现要素:
5.为此,本发明提供一种无气泡环保胶带及其制备方法,通过对基材、内胶层、外胶层和稳定薄膜层之间设置聚合物层,以及进行横向压合与纵向压合,在聚合物层上设置凸条,从而使胶带连接紧密的同时,又会把胶带内的空气和气泡完全挤压出去,通过对基材采用环保无有机气体挥发的材料,增加胶带的节能环保性能,以解决绝缘单面胶带胶带生产工艺对胶带不进行去泡处理,这样胶带本体内可能会带有气泡,影响胶带的质量的问题。
6.为了实现上述目的,本发明提供如下技术方案:一种无气泡环保胶带及其制备方法,包括基材,制备步骤为:
7.s1,选取基材送入混炼机内进行混炼,基材混炼后挤出到磨具内成型,基材上下侧均设置有凹槽,先采用等离子表面处理机对基材上下侧的凹槽进行等离子处理,依靠等离子体中活性颗粒的激活来去除物体表面的污渍;
8.s2,在基材下侧的凹槽内涂覆内胶层,并先和基材挤压成一体,内胶层的下侧涂覆聚合物层一,聚合物层一的下侧向内挤压,形成凸条;
9.s3,在聚合物层一的下侧设置外胶层,使外胶层、聚合物层一、内胶层和基材通过挤压机再次挤压成一体,向进行横向挤压,使外胶层、聚合物层一、内胶层和基材之间的空气和气泡挤压出,再对外胶层、聚合物层一、内胶层和基材纵向挤压,使连接更加紧密稳定;
10.s4,在基材上侧的凹槽内吻合设置聚合物层二,对聚合物层二和基材进行挤压成一体,在聚合物层二的上侧设置稳定薄膜层,对稳定薄膜层和聚合物层二挤压成一体,使稳定薄膜层和聚合物层二之间的空气和气泡挤出,使在稳定薄膜层的上侧设置离型纸。
11.优选的,所述基材包括聚丙烯膜、聚丙烯酰胺、磷酸二甲酯、甲基磷酸二甲酯、丙二醇和丁二醇,对聚丙烯膜、聚丙烯酰胺、磷酸二甲酯、甲基磷酸二甲酯、丙二醇和丁二醇进行
混合。
12.优选的,原基材按照质量份:聚丙烯膜3.5~4.8份、聚丙烯酰胺3.2~3.9份、磷酸二甲酯1.2~1.8份、甲基磷酸二甲酯1.5~2.5份、丙二醇和丁二醇2.4~2.9份。
13.优选的,所述内胶层和外胶层均包括固化剂、增韧剂、稀释剂、填料,对固化剂、增韧剂、稀释剂和填料均匀混合。
14.优选的,原胶层按照质量份:固化剂2.6~4.2份、增韧剂4.3~4.8份、稀释剂3.2~4.5份、填料3.3~3.9份。
15.优选的,所述聚合物层一由底涂剂和偶联剂混合制成。
16.优选的,原聚合物层按照质量份:底涂剂20~30份和偶联剂5~9份。
17.优选的,所述混炼机控制温度为120-180℃,混炼机混炼时间45-80分钟。
18.一种无气泡环保胶带,根据所述的制备方法制得。
19.本发明的有益效果是:
20.通过对基材、内胶层、外胶层和稳定薄膜层之间设置聚合物层,以及进行横向压合与纵向压合,在聚合物层上设置凸条,从而使胶带连接紧密的同时,又会把胶带内的空气和气泡完全挤压出去,通过对基材采用环保无有机气体挥发的材料,增加胶带的节能环保性能。
附图说明
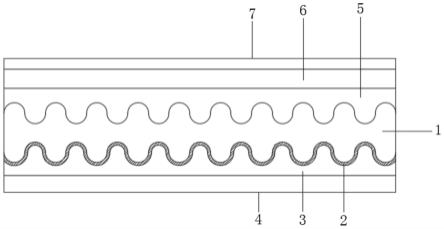
21.图1为本发明提供的一种无气泡环保胶带结构图一;
22.图2为本发明提供的一种无气泡环保胶带结构图二;
23.图3为本发明提供的一种无气泡环保胶带中基材的示意图;
24.图4为本发明提供的一种无气泡环保胶带中基材的截面图。
25.图中:基材1、内胶层2、聚合物层一3、外胶层4、聚合物层二5、稳定薄膜层6、离型纸7、凸条8、凹槽9。
具体实施方式
26.以下结合附图对本发明的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
27.参照附图1-图4,本发明提供的一种无气泡环保胶带及其制备方法,包括基材1;
28.制备步骤为:s1,选取基材1送入混炼机内进行混炼,基材1混炼后挤出到磨具内成型,基材1上下侧均设置有凹槽9,先采用等离子表面处理机对基材1上下侧的凹槽9进行等离子处理,依靠等离子体中活性颗粒的激活来去除物体表面的污渍,引入多种含氧基团,增强表面极性和亲水性,有利于提升胶层与基材1表面的黏合力;
29.s2,在基材1下侧的凹槽9内涂覆内胶层2,并先和基材1挤压成一体,内胶层2的下侧涂覆聚合物层一3,聚合物层一3的下侧向内挤压,形成凸条8;
30.s3,在聚合物层一3的下侧设置外胶层4,使外胶层4、聚合物层一3、内胶层2和基材1通过挤压机再次挤压成一体,向进行横向挤压,使外胶层4、聚合物层一3、内胶层2和基材1之间的空气和气泡挤压出,再对外胶层4、聚合物层一3、内胶层2和基材1纵向挤压,使连接更加紧密稳定,使胶带内部的气泡向两侧挤压出,使胶带内部形成无空气,无气泡,通过对
基材、内胶层、外胶层和稳定薄膜层之间设置聚合物层,以及进行横向压合与纵向压合,在聚合物层上设置凸条,从而使胶带连接紧密的同时,又会把胶带内的空气和气泡完全挤压出去;
31.s4,在基材1上侧的凹槽9内吻合设置聚合物层二5,对聚合物层二5和基材1进行挤压成一体,在聚合物层二5的上侧设置稳定薄膜层6,对稳定薄膜层6和聚合物层二5挤压成一体,使稳定薄膜层6和聚合物层二5之间的空气和气泡挤出,使在稳定薄膜层6的上侧设置离型纸7,通过对基材、内胶层、外胶层和稳定薄膜层之间设置聚合物层,以及进行横向压合与纵向压合,在聚合物层上设置凸条,从而使胶带连接紧密的同时,又会把胶带内的空气和气泡完全挤压出去,通过对基材采用环保无有机气体挥发的材料,增加胶带的节能环保性能。
32.基材1包括聚丙烯膜、聚丙烯酰胺、磷酸二甲酯、甲基磷酸二甲酯、丙二醇和丁二醇,对聚丙烯膜、聚丙烯酰胺、磷酸二甲酯、甲基磷酸二甲酯、丙二醇和丁二醇进行混合,原基材按照质量份:聚丙烯膜3.5~4.8份、聚丙烯酰胺3.2~3.9份、磷酸二甲酯1.2~1.8份、甲基磷酸二甲酯1.5~2.5份、丙二醇和丁二醇2.4~2.9份,聚丙烯酰胺是高分子聚合物,具有良好的絮凝性,由于结构规整度高且相对分子质量较大,因此其絮凝沉降速度快,可以降低液体之间的摩擦阻力,具有用量少、效率高、成本低等特点,能有效地吸附水中的悬浮物及有机物等杂质,磷酸二甲酯由磷酸三甲酯与氢氧化钡反应而得,甲基磷酸二甲酯具有稳定性好、含磷量高、阻燃性能优良,能与水和多种有机溶剂混溶、低粘性等特殊优点,添加量少、使用方便,无环境污染,是阻燃剂的环保更新换代产品,丙二醇是一种略有甜味,无色、无臭,具有黏性和引|湿性的直链脂肪醇液体,工业中丙二醇常用作湿润剂、溶解剂,也是高级防冻液的主要成分,丁二醇是一种伯醇和有机化合物,无色油状液体,可燃,能与水混溶,用作溶剂和增湿剂,用于有机合成,通过聚丙烯膜、聚丙烯酰胺、磷酸二甲酯、甲基磷酸二甲酯、丙二醇和丁二醇的设置使胶带更具有环保性,无有机气体挥发,具有节能、环保的效果,通过对基材采用环保无有机气体挥发的材料,增加胶带的节能环保性能。
33.内胶层2和外胶层4均包括固化剂、增韧剂、稀释剂、填料,对固化剂、增韧剂、稀释剂和填料均匀混合,原胶层按照质量份:固化剂2.6~4.2份、增韧剂4.3~4.8份、稀释剂3.2~4.5份、填料3.3~3.9份,固化剂、增韧剂、稀释剂、填料也分别进入混炼机内混炼胶层。
34.聚合物层一3由底涂剂和偶联剂混合制成,原聚合物层按照质量份:底涂剂20~30份和偶联剂5~9份。混炼机控制温度为120-180℃,混炼机混炼时间45-80分钟。
35.本发明的使用过程如下:选取基材1送入混炼机内进行混炼,基材1混炼后挤出到磨具内成型,基材1上下侧均设置有凹槽9,先采用等离子表面处理机对基材1上下侧的凹槽9进行等离子处理,依靠等离子体中活性颗粒的激活来去除物体表面的污渍;在基材1下侧的凹槽9内涂覆内胶层2,并先和基材1挤压成一体,内胶层2的下侧涂覆聚合物层一3,聚合物层一3的下侧向内挤压,形成凸条8;在聚合物层一3的下侧设置外胶层4,使外胶层4、聚合物层一3、内胶层2和基材1通过挤压机再次挤压成一体,向进行横向挤压,使外胶层4、聚合物层一3、内胶层2和基材1之间的空气和气泡挤压出,再对外胶层4、聚合物层一3、内胶层2和基材1纵向挤压,使连接更加紧密稳定;在基材1上侧的凹槽9内吻合设置聚合物层二5,对聚合物层二5和基材1进行挤压成一体,在聚合物层二5的上侧设置稳定薄膜层6,对稳定薄膜层6和聚合物层二5挤压成一体,使稳定薄膜层6和聚合物层二5之间的空气和气泡挤出,
使在稳定薄膜层6的上侧设置离型纸7,基材1包括聚丙烯膜、聚丙烯酰胺、磷酸二甲酯、甲基磷酸二甲酯、丙二醇和丁二醇,对聚丙烯膜、聚丙烯酰胺、磷酸二甲酯、甲基磷酸二甲酯、丙二醇和丁二醇进行混合,原基材按照质量份:聚丙烯膜3.5~4.8份、聚丙烯酰胺3.2~3.9份、磷酸二甲酯1.2~1.8份、甲基磷酸二甲酯1.5~2.5份、丙二醇和丁二醇2.4~2.9份,内胶层2和外胶层4均包括固化剂、增韧剂、稀释剂、填料,对固化剂、增韧剂、稀释剂和填料均匀混合,原胶层按照质量份:固化剂2.6~4.2份、增韧剂4.3~4.8份、稀释剂3.2~4.5份、填料3.3~3.9份,聚合物层一3由底涂剂和偶联剂混合制成,原聚合物层按照质量份:底涂剂20~30份和偶联剂5~9份,混炼机控制温度为120-180℃,混炼机混炼时间45-80分钟,通过对基材、内胶层、外胶层和稳定薄膜层之间设置聚合物层,以及进行横向压合与纵向压合,在聚合物层上设置凸条,从而使胶带连接紧密的同时,又会把胶带内的空气和气泡完全挤压出去,通过对基材采用环保无有机气体挥发的材料,增加胶带的节能环保性能。
36.以上所述,仅是本发明的较佳实施例,任何熟悉本领域的技术人员均可能利用上述阐述的技术方案对本发明加以修改或将其修改为等同的技术方案。因此,依据本发明的技术方案所进行的任何简单修改或等同置换,尽属于本发明要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1