一种散热效果好的高导热胶带及其制备方法与流程
1.本发明涉及胶带领域,尤其涉及一种散热效果好的高导热胶带及其制备方法。
背景技术:
2.导热胶带又称导热双面胶带,具有高导热、高粘度、低热阻抗的特性,可以有效替代热粘贴和机械固定的特性。用于填补热源与金属制品之间不均匀的缝隙,带走电子产品等产生的热量,从而达到降温散热的效果。
3.目前,导热胶带容易老化,导致长时间使用粘度下降;一些文献公开了采用光固化导热胶带,虽然其具有良好的自动化点胶能力,具有回弹性,但是其加速导热胶带的老化性能。
技术实现要素:
4.(一)要解决的技术问题鉴于现有技术的上述缺点、不足,本发明提供一种通过片状石墨烯粉、金属纳米管与树脂类组分的组合制得抗老化散热效果好的高导热胶带及其制备方法。
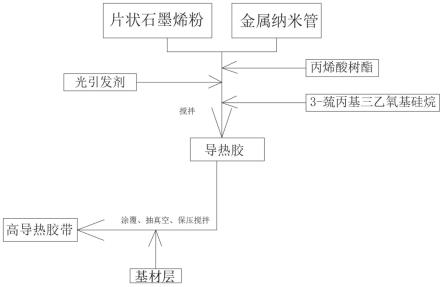
5.(二)技术方案为了达到上述目的,本发明采用的主要技术方案包括:第一方面,本发明提供一种散热效果好的高导热胶带,其包括基材层和设置在基材层上、下表面的导热胶粘层;所述导热胶粘层主要为片状石墨烯粉、金属纳米管、光固化树脂、光引发剂、丙烯酸酯和3-巯丙基三乙氧基硅烷制备而成。
6.本发明通过片状石墨烯粉、金属纳米管、丙烯酸酯和3-巯丙基三乙氧基硅烷的组合可以使导热胶粘层形成均匀的物理隔绝作用,防止了光热等作用长时间对粘度的影响。其中,金属纳米管可以是银、铜。
7.可选地,所述导热胶粘层中各原料按重量份分别为:片状石墨烯粉12~15份、金属纳米管25~32份、光固化树脂5~8份、光引发剂1~2份、丙烯酸树酯2~4份和3-巯丙基三乙氧基硅烷10~15份。
8.片状石墨烯粉、金属纳米管的物理隔绝作用对光固化树脂的光固化效果产生影响,但是在上述重量份的比例之下,片状石墨烯粉、金属纳米管对光固化效果的影响甚微,甚至于一定程度上可以促进光固化的实现,并且其可以显著的增强其抗老化效果。
9.可选地,所述光固化树脂为三甘醇二乙烯基醚、三丙二醇二丙烯酸酯、环氧环己基甲基-3,4-环氧环己基甲酸酯制备而成。
10.本发明所制得的光固化树脂,其可以进一步促进抗老化粘度下降的作用。
11.第二方面,本发明提供一种散热效果好的高导热胶带的制备方法,其包括以下依次进行的步骤:s1将片状石墨烯粉、金属纳米管加入至光固化树脂中超声波处理20~30min;
s2依次加入丙烯酸树酯和3-巯丙基三乙氧基硅烷搅拌0.5h~1.5h;加入光引发剂,搅拌混合1h~1.5h制得粘度为12000cps以上导热胶;s3在基层的上下表面分别均匀分布导热胶,抽真空-0.1mpa,保压搅拌1-2h;通过真空消泡、出料,得到所述高导热胶带。
12.可选地,所述光固化树脂的制备包括以下步骤:将三甘醇二乙烯基醚、三丙二醇二丙烯酸酯、环氧环己基甲基-3,4-环氧环己基甲酸酯依次混合,每次混合均加热至45~55℃,搅拌30~35min制得所述光固化树脂。
13.可选地,在获得散热效果好的高导热胶带带后采用胶带收卷辅助装置收卷胶带,所述胶带收卷辅助装置包括收卷筒、可拆卸套设在收卷筒外的收卷纸圈、胶带卷收卷厚度测量机构以及胶带平整排气机构;所述胶带平整排气机构包括贴附板、驱动贴附板移动的多个第一高精度液压缸、导引胶带收卷的导引辊以及驱动导引辊移动的第二高精度液压缸;所述贴附板可跟随胶带卷厚度增加变化形状使其可始终贴附胶带卷表面;所述第一高精度液压缸伸缩杆端铰接在贴附板上,缸体端铰接在固定座上;所述第二高精度液压缸伸缩杆端分别与导引辊两端转动连接,缸体端固定在固定座上。
14.可选地,所述贴附板包括形变组件以及包覆在形变组件外的弹性保护层;所述形变组件包括由接近胶带卷一面向外依次设置的第一压电陶瓷阵列、弹性树脂板以及第二压电陶瓷阵列;所述第一压电陶瓷阵列和第二压电陶瓷阵列分别由一电路控制沿收卷方向伸长或缩短且所述第一压电陶瓷阵列和第二压电陶瓷阵列的长度变化方向相反。
15.可选地,所述贴附板贴附胶带卷的一面粘附有海绵薄层;所述海绵薄层的密度由胶带来向向后逐渐增大以使胶带收卷时受到的挤压力由胶带来向向后逐渐增大。
16.可选地,在未收卷时,所述第一高精度液压缸分别垂直于贴附板。
17.可选地,所述贴附板贴附胶带卷的一面后部嵌设有一个或若干个微型压力感应片。
18.可选地,所述胶带卷收卷厚度测量机构包括固定设置在收卷纸圈一侧的激光发射器或红外线发射器;所述激光发射器或红外线发射器倾斜向胶带卷表面发射激光或红外线;激光或红外线反射范围内沿光路依次设置有一接收透镜和一ccd检测器;ccd检测器检测光点位置以计算胶带卷厚度变化。
19.可选地,所述贴附板朝向胶带来向的端部设置一斜面以配合导引辊使胶带具有合适的收卷角度。
20.其中,所述胶带收卷辅助装置的辅助方法包括以下步骤:
①
开始收卷前,将收卷纸圈套在收卷筒外,先将胶带端部粘附在收卷纸圈收卷位置上;控制器控制第一高精度液压缸按预设角度抬升贴附板,使贴附板贴附收卷纸圈外表面,当微型压力感应片监测的压力超过设定阈值时,停止第一高精度液压缸;控制器控制第二高精度液压缸带动导引辊抬升至预设高度;控制器通过胶带卷收卷厚度测量机构测量并记录此时厚度,将该厚度设为零;
②
开始收卷时,由收卷筒带动收卷纸圈旋转收卷胶带,在这一过程中,胶带经导引辊导引后在贴附板与收卷纸圈之间贴附收卷;由于胶带收卷时受到的挤压力由胶带来向向后逐渐增大,因此产生了由胶带收卷后方向胶带来向逐渐抹平的动作效果,该动作效果不仅有利于胶带的均匀平整,还能向外逐渐挤出空气,避免空气被压入胶带内形成气泡;
③
随着胶带收卷的进行,胶带卷的厚度逐渐增大,这一过程通过胶带卷收卷厚度测量机构实时检测,控制器根据胶带卷厚度变化根据预设的不同胶带卷厚度下对应的控制参数通过第一高精度液压缸控制贴附板的高度位置和整体形状;通过第二高精度液压缸控制导引辊的高度以获得合适的导引角度;通过控制第一压电陶瓷阵列和第二压电陶瓷阵列使其一者伸长一者缩短来弯曲弹性树脂板以调整贴附板的曲率以使其实时贴附胶带卷表面;同时控制器根据微型压力感应片实时传递的压力值信号与设定值比对,在超过阈值时对参数作出对应微调。
21.(三)有益效果本发明的有益效果是:1、本发明通过片状石墨烯粉、金属纳米管、光固化树脂、光引发剂、丙烯酸酯和3-巯丙基三乙氧基硅烷的组合可以使导热胶粘层形成均匀的物理隔绝作用,防止了克服长时间粘度下降的问题。
22.2、本发明的胶带收卷辅助装置利用贴附板贴附胶带卷表面,并使胶带收卷时受到的贴附板贴附挤压力由胶带来向向后逐渐增大,因此产生了由胶带收卷后方向胶带来向逐渐抹平的动作效果,该动作效果相比现有技术中直接利用压辊对胶带卷产生线接触不同,其为具有抹平动作的面接触,因此不仅有利于胶带的均匀平整,还能向外逐渐挤出空气,避免空气被压入胶带内形成气泡;该收卷辅助装置结构简单、运行稳定、能够显著提高胶带收卷质量,且自动化程度高。
23.3、现有技术中由于在胶带收卷时,难以在胶带粘附与挤压空气、平整表面之间产生平衡,现有的挤压辊只能与胶带卷表面产生线接触,需要精确的调试,加压辊与胶带卷的挤压点过前会使胶带卷入空气形成气泡,加压点过后则会造成胶带在后方堆积形成波浪形起伏,因此需要在收卷时对胶带施加较大的拉应力,并且无需现有技术中胶带收卷需要对胶带施加较大的拉伸强度才能减少该情况的发生,但一方面由于胶带卷的厚度在收卷过程中一直变化,因此即使调试好后,收卷过程中仍然会出现上述情况,并且还使胶带承受额外的拉应力,使其保存和使用寿命降低,强度降低,并且在收卷后各层胶带之间相互承受张力,造成胶带卷绷紧,使其在使用撕开时声响过大且容易断裂;而本技术利用与现有收卷挤压方式完全不同的向外抹平动作,完全克服了以上现有技术存在的缺陷和矛盾。
24.4、本发明的胶带收卷厚度测量机构利用角度测量方式,能够放大测量结构,从而实现更加精准的厚度测量,为胶带收卷过程中贴附板的实时贴附抹平动作的调节提供了精准的调控数据。
25.5、本发明的控制器根据胶带卷厚度变化根据预设的不同胶带卷厚度下对应的控制参数通过第一高精度液压缸控制贴附板的高度位置和整体形状;通过第二高精度液压缸控制导引辊的高度以获得合适的导引角度;通过控制第一压电陶瓷阵列和第二压电陶瓷阵列使其一者伸长一者缩短来弯曲弹性树脂板以调整贴附板的曲率以使其实时贴附胶带卷表面;同时控制器根据微型压力感应片实时传递的压力值信号与设定值比对,在超过阈值时对参数作出对应微调;即可根据胶带卷厚度变化就实现完全的自动调节,同时兼顾了灵活性、准确性和标准化,能够稳定且精确的运行和调节,无需工作人员频繁的调试和监控,能够在大规模生产中显著提高和保持生产效率和产品质量;并且由于工厂的规模化、标准化生产模式,因此各种最佳调节参数利用事先的场外多次试验即可获得,一旦获得最佳参
数,即能在大规模生产过程中持续应用,无需频繁调整参数。
附图说明
26.图1为本发明实施例1-3的工艺流程图;图2为本发明的胶带收卷辅助装置刚开始收卷时的结构示意图;图3为本发明的胶带收卷辅助装置即将收卷完成时的结构示意图;图4为本发明贴附板的侧面剖视示意图;图5为本发明收卷筒的结构示意图;图6为本发明收卷筒撑开时的结构示意图;图7为本发明收卷筒装上固定套条后工作时的结构示意图;图8为本发明收卷筒预留切割凹陷的外部示意图。
27.图中:1、收卷筒;2、收卷纸圈;3、胶带卷收卷厚度测量机构;31、激光发射器或红外线发射器;32、接收透镜;33、ccd检测器;4、胶带平整排气机构;41、贴附板;411、第一压电陶瓷阵列;412、弹性树脂板;413、第二压电陶瓷阵列;414、弹性保护层;415、海绵薄层;416、微型压力感应片;42、第一高精度液压缸;43、导引辊;44、第二高精度液压缸;51、管体;52、贯通条形孔;53、滑动块;531、滚珠;54、弧面撑开板;541、第一永磁铁;542、第二永磁铁;55、阶梯旋臂套;56、旋臂;561、弧面凹槽;57、中心转轴;571、滑槽;572、滑键;58、固定套条;581、横板;582、竖板;58、固定套条;581、横板;582、竖板。
具体实施方式
28.为了更好的解释本发明,以便于理解,下面通过具体实施方式,对本发明作详细描述。
29.参见图1,实施例1本实施例提供一种散热效果好的高导热胶带,其包括基材层和设置在基材层上、下表面的导热胶粘层;所述导热胶粘层主要为片状石墨烯粉12份、金属纳米管32份、光固化树脂5份、光引发剂2份、丙烯酸树酯2份和3-巯丙基三乙氧基硅烷15份制备而成,以上份指的是重量份;制备方法,为以下依次进行的步骤:s1光固化树脂的制备:将三甘醇二乙烯基醚、三丙二醇二丙烯酸酯、环氧环己基甲基-3,4-环氧环己基甲酸酯按重量比为1∶2∶1.5∶3依次混合,每次混合均加热至45℃,搅拌35min制得所述光固化树脂;s2将按以上重量份的片状石墨烯粉、金属纳米管加入至光固化树脂中超声波处理20min;s3依次加入丙烯酸树酯和3-巯丙基三乙氧基硅烷搅拌1.5h;加入光引发剂,搅拌混合1hh制得粘度为12000cps以上导热胶;s4在基层的上下表面分别均匀分布导热胶,抽真空-0.1mpa,保压搅拌1-2h;通过真空消泡、出料,得到所述高导热胶带。
30.应用本实施例的高导热胶带,采用紫外线波长为350nm光固化处理使其固化在目的物体上。
31.实施例2本实施例提供一种散热效果好的高导热胶带,其包括基材层和设置在基材层上、下表面的导热胶粘层;所述导热胶粘层主要为片状石墨烯粉14份、金属纳米管29份、光固化树脂6份、光引发剂1.5份、丙烯酸树酯3份和3-巯丙基三乙氧基硅烷13份制备而成,以上份指的是重量份;制备方法,为以下依次进行的步骤:s1光固化树脂的制备:将三甘醇二乙烯基醚、三丙二醇二丙烯酸酯、环氧环己基甲基-3,4-环氧环己基甲酸酯按重量比为2∶1∶2∶1依次混合,每次混合均加热至50℃,搅拌33min制得所述光固化树脂;s2将按以上重量份的片状石墨烯粉、金属纳米管加入至光固化树脂中超声波处理25min;s3依次加入丙烯酸树酯和3-巯丙基三乙氧基硅烷搅拌1h;加入光引发剂,搅拌混合1.2h制得粘度为12000cps以上导热胶;s4在基层的上下表面分别均匀分布导热胶,抽真空-0.1mpa,保压搅拌1-2h;通过真空消泡、出料,得到所述高导热胶带。
32.应用本实施例的高导热胶带,采用紫外线波长为350nm光固化处理使其固化在目的物体上。
33.实施例3本实施例提供一种散热效果好的高导热胶带,其包括基材层和设置在基材层上、下表面的导热胶粘层;所述导热胶粘层主要为片状石墨烯粉15份、金属纳米管25份、光固化树脂8份、光引发剂1份、丙烯酸树酯4份和3-巯丙基三乙氧基硅烷10份制备而成,以上份指的是重量份;制备方法,为以下依次进行的步骤:s1光固化树脂的制备:将三甘醇二乙烯基醚、三丙二醇二丙烯酸酯、环氧环己基甲基-3,4-环氧环己基甲酸酯按重量比为1.5∶1∶1.2∶2依次混合,每次混合均加热至55℃,搅拌30min制得所述光固化树脂;s2将按以上重量份的片状石墨烯粉、金属纳米管加入至光固化树脂中超声波处理30min;s3依次加入丙烯酸树酯和3-巯丙基三乙氧基硅烷搅拌0.5h;加入光引发剂,搅拌混合1.5h制得粘度为12000cps以上导热胶;s4在基层的上下表面分别均匀分布导热胶,抽真空-0.1mpa,保压搅拌1-2h;通过真空消泡、出料,得到所述高导热胶带。
34.应用本实施例的高导热胶带,采用紫外线波长为350nm光固化处理使其固化在目的物体上。
35.对比例1一种散热效果好的高导热胶带的制备方法,同实施例1,不同点在于:未加入金属
纳米管。
36.对比例2 一种散热效果好的高导热胶带的制备方法,同实施例1,不同点在于:未加入片状石墨烯粉。
37.对比例3一种散热效果好的高导热胶带的制备方法,同实施例1,不同点在于:光固化树脂中未加入三甘醇二乙烯基醚。
38.经过耐老化试验结果表明:实施例1的高导热胶带在500次老化处理后,其粘度下降率为13.6%;对比例1的高导热胶带在500次老化处理后,其粘度下降率为25.8%;对比例2的高导热胶带在500次老化处理后,其粘度下降率为32.2%;对比例3的高导热胶带在500次老化处理后,其粘度下降率为33.6%;从上述可知,本发明在加入金属纳米管、片状石墨烯粉以及三甘醇二乙烯基醚的加入都对胶带的耐老化效果产生显著的影响。
39.进一步的,参见图2-4,在获得散热效果好的高导热胶带带后采用胶带收卷辅助装置收卷胶带,所述胶带收卷辅助包括收卷筒1、可拆卸套设在收卷筒1外的收卷纸圈2、胶带卷收卷厚度测量机构3以及胶带平整排气机构4;胶带平整排气机构4包括贴附板41、驱动贴附板41移动的多个第一高精度液压缸42、导引胶带收卷的导引辊43以及驱动导引辊43移动的第二高精度液压缸44;贴附板41可跟随胶带卷厚度增加变化形状使其可始终贴附胶带卷表面;第一高精度液压缸42伸缩杆端铰接在贴附板41上,缸体端铰接在固定座上;第二高精度液压缸44伸缩杆端分别与导引辊43两端转动连接,缸体端固定在固定座上。
40.进一步的,贴附板41包括形变组件以及包覆在形变组件外的弹性保护层414;形变组件包括由接近胶带卷一面向外依次设置的第一压电陶瓷阵列411、弹性树脂板412以及第二压电陶瓷阵列413;第一压电陶瓷阵列411和第二压电陶瓷阵列413分别由一电路控制沿收卷方向伸长或缩短且第一压电陶瓷阵列411和第二压电陶瓷阵列413的长度变化方向相反。
41.进一步的,贴附板41贴附胶带卷的一面粘附有海绵薄层415;海绵薄层415的密度由胶带来向向后逐渐增大以使胶带收卷时受到的挤压力由胶带来向向后逐渐增大。
42.进一步的,在未收卷时,第一高精度液压缸44分别垂直于贴附板41。
43.进一步的,贴附板41贴附胶带卷的一面后部嵌设有一个或若干个微型压力感应片416。
44.进一步的,胶带卷收卷厚度测量机构3包括固定设置在收卷纸圈2一侧的激光发射器或红外线发射器31;激光发射器或红外线发射器31倾斜向胶带卷表面发射激光或红外线;激光或红外线反射范围内沿光路依次设置有一接收透镜32和一ccd检测器33;ccd检测器33检测光点位置以计算胶带卷厚度变化。
45.进一步的,贴附板41朝向胶带来向的端部设置一斜面以配合导引辊43使胶带具有合适的收卷角度。
46.进一步的,胶带收卷辅助装置的辅助方法包括以下步骤:
①
开始收卷前,将收卷纸圈2套在收卷筒1外,先将胶带端部粘附在收卷纸圈1收卷位置上;控制器控制第一高精度液压缸42按预设角度抬升贴附板41,使贴附板41贴附收卷
纸圈2外表面,当微型压力感应片416监测的压力超过设定阈值时,停止第一高精度液压缸42;控制器控制第二高精度液压缸44带动导引辊43抬升至预设高度;控制器通过胶带卷收卷厚度测量机构3测量并记录此时厚度,将该厚度设为零;
②
开始收卷时,由收卷筒1带动收卷纸圈2旋转收卷胶带,在这一过程中,胶带经导引辊43导引后在贴附板41与收卷纸圈2之间贴附收卷;由于胶带收卷时受到的挤压力由胶带来向向后逐渐增大,因此产生了由胶带收卷后方向胶带来向逐渐抹平的动作效果,该动作效果不仅有利于胶带的均匀平整,还能向外逐渐挤出空气,避免空气被压入胶带内形成气泡;
③
随着胶带收卷的进行,胶带卷的厚度逐渐增大,这一过程通过胶带卷收卷厚度测量机构3实时检测,控制器根据胶带卷厚度变化根据预设的不同胶带卷厚度下对应的控制参数通过第一高精度液压缸42控制贴附板41的高度位置和整体形状;通过第二高精度液压缸44控制导引辊43的高度以获得合适的导引角度;通过控制第一压电陶瓷阵列411和第二压电陶瓷阵列413使其一者伸长一者缩短来弯曲弹性树脂板412以调整贴附板41的曲率以使其实时贴附胶带卷表面;同时控制器根据微型压力感应片416实时传递的压力值信号与设定值比对,在超过阈值时对参数作出对应微调。
47.进一步的,参见图5至8,收卷筒1包括管体51;管体51上沿径向均匀开设有多个贯通条形孔52;贯通条形孔52的长度方向平行于管体51的轴线;贯通条形孔52分别对应滑动穿设有滑动块53;滑动块53位于管体51外的外端分别固定设置有弧面撑开板54;滑动块53位于管体51内的内端沿其长度方向排列嵌设有多颗滚珠531;管体51内设置有驱动滑动块53同时向外发散滑动的驱动机构;驱动机构包括中心转轴57和可拆卸套设在中心转轴57外的阶梯旋臂套55;阶梯旋臂套55的旋臂56朝向中心转轴57收卷时的旋转方向的一面为垂直面,另一面为倾斜的阶梯面,具有多个台阶面;阶梯面的台阶面上设置有弧面凹槽561,相邻台阶面之间通过弧面圆滑衔接;在与中心转轴57收卷时旋转方向相反方向旋转阶梯旋臂套55时,滚珠531受到朝向阶梯面和径向朝下的两分力,使滚珠531沿阶梯面滚动爬升并带动滑动块53径向向外移动使弧面撑开板54向外撑开;收卷筒1还包括多个对应阶梯位的固定套条58;固定套条58径向截面为t字形,t字形固定套条58的横板581具有与管体51内壁吻合的弧度,且两端同时抵靠相邻两滑动块53的侧面;t字形固定套条58的竖板582向内抵靠在阶梯旋臂套55的外表面且一侧抵靠在阶梯旋臂套55的垂直面上以在阶梯旋臂套55调整滑动块53外移程度后锁固阶梯旋臂套55。
48.进一步的,弧面撑开板54内表面嵌设有若干第一永磁铁541;管体51外圆周面分别对应第一永磁铁541嵌设有若干第二永磁铁542;第一永磁铁541与第二永磁铁542相对面异性相吸以避免常态下弧面撑开板54脱落。
49.进一步的,中心转轴57外圆周面上沿长度方向开设有多个滑槽571;阶梯旋臂套55内圆周面上沿其长度方向对应滑槽571设置有多个滑键572;滑键572与滑槽571可沿长度方向可拆卸滑动套设以联动转动中心转轴57和阶梯旋臂套55。
50.进一步的,收卷筒1的使用方法包括以下步骤:
①
将管体51插入收卷纸圈2内,将适用的阶梯旋臂套55依次与中心转轴57插配后整体插入管体51内;插入过程中,使贯通条形孔52从相邻两旋臂56之间的凹槽穿过,从而使阶梯旋臂套55顺利插入管体51内;如果需要考虑后期切割胶带卷方便,则可根据切要切割
的胶带卷宽度在套入的相邻两个或多个阶梯旋臂套55之间套入具有一定宽度的无旋臂套筒,这样就能间隔一段距离形成未撑开的部分,在后续切割胶带卷时就能避免刀片与弧面撑开板54碰撞磨损;
②
向阶梯旋臂套55向阶梯面一侧旋转,滚珠531受到朝向阶梯面和径向朝下的两分力,使滚珠531沿阶梯面滚动爬升并带动滑动块53径向向外移动使弧面撑开板54向外撑开;对应收卷纸圈2的内径使滚珠531爬升至适合的台阶面并嵌入其上的弧面凹槽561内;此时弧面撑开板54由内向外撑紧收卷纸圈2;
③
根据滚珠531爬升至的台阶面选择对应的固定套条58分别从相邻两旋臂56之间插入;t字形固定套条58的横板581具有与管体51内壁吻合的弧度,且两端同时抵靠相邻两滑动块53的侧面;t字形固定套条58的竖板582向内抵靠在阶梯旋臂套55的外表面且一侧抵靠在阶梯旋臂套55的垂直面上以锁固阶梯旋臂套55;
④
中心转轴57带动阶梯旋臂套55朝垂直面一侧旋转,进而通过固定套条58带动滑动块53,进而通过滑动块53带动管体51和弧面撑开板54转动,进而带动收卷纸圈2转动对胶带进行收卷;
⑤
收卷完成后,取下收卷筒1,抽出固定套条58,一手握持胶带卷表面,另一手通过中心转轴57带动阶梯旋臂套55向其垂直面一侧转动,使滚珠531沿阶梯面向下滚落,从而使滑动块53向内移动,在这一过程中,弧面撑开板54在第一永磁铁541和第二永磁铁542的吸力作用下向管体51表面移动缩回,直至重新贴附在管体51表面;此时弧面撑开板54失去对收卷纸圈2的撑紧,可以轻松取下收卷纸圈2及其上收卷的胶带卷进行后续加工。
51.对于上述收卷筒1,其具有以下优点:具有通用性,能够根据不同尺寸的收卷纸圈调整外撑直径,仅需要根据不同的撑开直径对应的台阶面选择对应的固定套条即可,中心转轴、阶梯旋臂套以及管体等均可通用,从而实现生产产品的多样化和通用化,长期来说能为企业节省较大的成本,不需要因为研发新品而频繁采用不同尺寸的收卷筒;并且本技术的收卷筒调节方便,运行稳定牢固,且能方便快速的同时实现收卷完成的胶带卷的脱离;实现了收卷纸圈收卷时的撑紧稳定和收卷完成后胶带卷的方便脱离的兼顾,能够有效提高工人的生产效率。
52.利用滑动块带动弧面撑开板进行撑开和缩回的动作,并利用阶梯旋臂套与滚珠的滚动爬坡动作驱动滑动块的外移和弧面撑开板的撑开,旋臂上设计的垂直面与固定套条配合实现了稳定的联动转动,而阶梯面既设计台阶面和弧面凹槽,又设计相邻台阶面之间通过弧面圆滑衔接,不仅兼顾了滚珠的顺利爬升,而且还能保持滚珠在台阶面上的驻留稳定;利用嵌设的第一永磁铁和第二永磁铁既能够简单方便的实现常态下弧面撑开板的稳定贴附,避免脱落,而且还能在使弧面撑开板回缩时为滑动块和滚珠提供回复的力,使滑动块和滚珠内沉顺利进行,减小操作人员的操作难度。
53.阶梯旋臂套可以采用多段式,组装时根据需要的长度旋转一定数量的阶梯旋臂套依次与中心转轴插配,如果需要考虑后期切割胶带卷方便,则可根据切要切割的胶带卷宽度在套入的相邻两个或多个阶梯旋臂套之间套入具有一定宽度的无旋臂套筒,这样就能间隔一段距离形成未撑开的部分,在后续切割胶带卷时就能避免刀片与弧面撑开板碰撞磨损;不仅提高了切割效率,而且还能将切割设备集成在收卷设备上,在收卷完成后即刻进行切割,保障了切割质量和精度,提高了设备集成度,减少人工操作工序,进一步提高生产效
率。
54.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1