一种弹性复合磨料和砂布及其制备方法与流程
本发明属于磨削领域,具体涉及一种弹性复合磨料和砂布及其制备方法。
背景技术:
1、复合磨料:又叫堆积磨料,指用粘结剂将无数小颗粒磨料粘接而成的大颗粒团,与普通磨料相比,复合磨料所制备的磨具在磨削时具备使用寿命长、加工一致性好等优点。
2、砂布:指使用粘结剂将磨料粘接在可挠曲基材上所制备的磨具,又称为柔性磨具。
3、复合磨料是由无数小颗粒磨料通过粘结剂粘合而成的大颗粒团,与普通磨料相比,复合磨料所制备的砂布具有磨削寿命长、加工一致性好等优点,广泛应用于金属、非金属材料的磨削抛光。现有技术中复合磨料主要是以陶瓷或热固性树脂为结合剂制备的,磨料自身弹性较差,制成的砂布在镜面抛光领域存在与工件贴服性差、加工精度不足、表面易划伤等问题。
4、专利名称:一种有机结合剂堆积磨料及采用堆积磨料制造砂布的方法;专利号:cn102729158b。
5、此专利公开了一种有机结合剂堆积磨料的制备方法,以热固性酚醛树脂为结合剂制备堆积磨料,磨料自身弹性较差。
6、专利名称:一种无机结合剂堆积磨料及采用堆积磨料制造砂布的方法;专利号:cn102732215b。
7、此专利公开了一种无机结合剂堆积磨料的制备方法,以陶瓷为结合剂制备堆积磨料,磨料自身弹性较差。
8、专利名称:一种涂附磨具用多层磨料及其制备方法和涂附磨具;专利号:cn108972382b。
9、此专利公开了一种涂附磨具用多层磨料的制备方法,以陶瓷为结合剂制备堆积磨料,磨料自身弹性较差。
10、现有技术中复合磨料主要是以陶瓷或热固性树脂为结合剂制备的,磨料自身弹性较差,制成的砂布在镜面抛光领域存在与工件贴服性差、加工精度不足、表面易划伤等问题。
技术实现思路
1、本发明的目的在于提供一种弹性复合磨料和砂布及其制备方法。主要应用在汽车、生物、医疗、能源等领域。包括金属材料的打磨和抛光、装饰材料的镜面抛光、不锈钢材料的表面拉丝等。
2、基于上述目的,本发明采取如下技术方案:
3、一种弹性复合磨料,按质量百分比计,组成为:磨料:40~55%,弹性单元:15~30%,酚醛树脂:5~20%,活性散热填料:1~20%,惰性助磨填料:1~30%,润滑材料:1~8%,增塑剂:1~3%,偶联剂:1~2%,颜料:1~2%。
4、所述磨料种类为刚玉类磨料和碳化硅类磨料;所述磨料粒度为80~1200目。
5、所述弹性单元为具备弹性的颗粒状物质,包括但不限于橡胶颗粒或软木颗粒;所述橡胶颗粒或软木颗粒的粒度为80~240目;所述橡胶颗粒为丁苯橡胶、丁腈橡胶、硅橡胶中的一种或两种以上任意比例的混合物;所述软木颗粒为橡木颗粒。
6、所述酚醛树脂为甲阶水溶性酚醛树脂;所述活性散热填料为冰晶石、氟硼酸钾、氟硼酸钠中的一种或两种以上任意比例的混合物;所述惰性助磨填料为碳酸钙、硅灰石中的一种或两种任意比例的混合物;所述润滑材料为滑石粉、石墨、硬脂酸锌、硬脂酸钙中的一种或两种以上任意比例的混合物;所述增塑剂为木质素磺酸盐或萘磺酸盐;所述偶联剂为硅烷偶联剂kh550、kh570中的一种或两种任意比例的混合物;所述颜料为氧化铁黑、氧化铁红或炭黑。
7、弹性复合磨料的制备方法:包括混料和造粒两个步骤,
8、混料:将磨料、弹性单元、活性散热填料、惰性助磨填料、润滑材料、增塑剂、偶联剂、颜料依次加入混料机中进行搅拌,待粉料搅拌均匀后,在搅拌下向粉料中加入酚醛树脂,待酚醛树脂混合均匀后,加入原料总质量1~20%的水,搅拌均匀,提高混合料的流动性和可塑性。
9、造粒:将混好的料,使用造粒机进行造粒,得到复合磨料,将复合磨料在烘箱中70~110℃干燥5~8h,将干燥后的复合磨料进行破碎和筛分,即可得到弹性复合磨料。
10、弹性复合磨料砂布的制备方法:
11、包括在基材上涂底胶、植砂、预干燥、砂面平整、涂复胶、主干燥、卷绕、固化、揉曲9道工序。
12、所述基材为已处理聚酯布、纯棉布、涤棉混纺布中的一种;所述基材单重为200~800 g/m2;
13、所述涂底胶工序,底胶粘度为1000~3500 mpa·s,涂量为200~500 g/m2;
14、所述植砂工序,复合磨料粒径为8~20目,组成复合磨料的小颗粒磨料粒径为80~1200目,植砂量为400~1000 g/m2;
15、所述预干燥工序,干燥温度曲线为:温度80~105℃,时间45~100 min;
16、所述砂面平整工序,采用一对挤压辊对砂面上多余的磨料进行挤压撵平,以保证砂面平整度;
17、所述涂复胶工序,复胶粘度为1000~3500 mpa·s,涂量为200~500 g/m2;
18、所述主干燥工序,干燥温度曲线为:温度65~115℃,时间60~120 min;
19、所述卷绕工序,卷绕方式为热卷绕,卷绕温度为105~115 ℃;
20、所述固化工序,固化温度曲线为:温度110~115℃,时间2~6 h;
21、固化后的产品,经揉曲工序后,即可形成砂布大卷。
22、本技术中的底胶和复胶采用现有已知配方即可,具体地,
23、底胶组成为:
24、按质量百分比计,酚醛树脂:35~50%,聚氨酯:10~15%,填料:32~52%,渗透剂:1~2%,硅烷偶联剂:1~2%。
25、所述酚醛树脂为甲阶水溶性酚醛树脂;所述聚氨酯为水溶性聚氨酯;所述填料为碳酸钙、硅灰石中的一种或两种任意比例的混合物;所述渗透剂为脂肪醇聚氧乙烯醚;所述硅烷偶联剂为kh550、kh570中的一种或两种任意比例的混合物。
26、底胶配制过程为:
27、将酚醛树脂、聚氨酯加入配料胶锅中,打开搅拌器,搅拌器转速为600 r/min,搅拌时间为3~5分钟,混合均匀后,加入渗透剂、硅烷偶联剂,继续搅拌3~5分钟,随后加入填料,搅拌10-15分钟,待填料完全混合均匀后,加入水,将底胶料粘度调整至工艺值。
28、复胶材料组成为:
29、按质量百分比计:酚醛树脂:35~50%,聚氨酯:5~10%,增韧剂:1~5%,填料:45~65%,流平剂:1~2%,硅烷偶联剂:1~2%,颜料:1~2%。
30、所述酚醛树脂为甲阶水溶性酚醛树脂;所述聚氨酯为水溶性聚氨酯;所述增韧剂为液体丁腈橡胶、聚乙烯醇缩丁醛、聚醚砜、聚苯醚酮中的一种或两种以上任意比例的混合物;所述填料为硅灰石、冰晶石、氟硼酸钾、氟硼酸钠中的一种或两种以上任意比例的混合物;所述流平剂为聚二甲基硅氧烷、聚甲基苯基硅氧烷、有机基改性聚硅氧烷中的一种或两种以上任意比例的混合物;所述硅烷偶联剂为kh550、kh570中的一种或两种任意比例的混合物;所述颜料为氧化铁黑或氧化铁红。
31、复胶配制过程为:
32、将酚醛树脂、聚氨酯加入配料胶锅中,打开搅拌器,搅拌器转速为600 r/min,搅拌时间为3~5分钟,混合均匀后,依次加入流平剂、硅烷偶联剂、增韧剂,继续搅拌3~5分钟,随后加入填料,搅拌10-15分钟,待填料完全混合均匀后,加入颜料,搅拌25~35min,最后加入水,将复胶料粘度调整至工艺值。
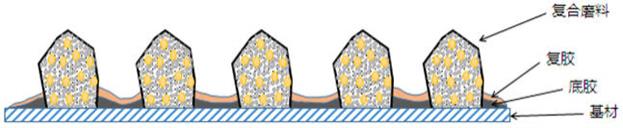
33、弹性复合磨料:在磨具中起磨削作用;
34、底胶:粘结和固定磨料;
35、复胶:涂附在磨料表面,进一步固定和把持磨料。
36、砂布在制备过程中,引入弹性复合磨料,所制备的砂布与工件贴服性好,加工精度高,不易划伤工件。
37、复合磨料是由无数小颗粒磨料通过粘结剂粘合而成的大颗粒团,与普通磨料相比,复合磨料所制备的砂布具有磨削寿命长、加工一致性好等优点,广泛应用于金属、非金属材料的磨削抛光。现有技术中复合磨料主要是以陶瓷或热固性树脂为结合剂制备的,磨料自身弹性较差,制成的砂布在镜面抛光领域存在与工件贴服性差、加工精度不足、表面易划伤等问题。
38、本发明在复合磨料制备过程中,向磨料中引入弹性单元,来解决磨料自身弹性较差等问题。弹性复合磨料制成的砂布与工件贴服性好,加工精度高,不易划伤工件。
39、在复合磨料制备过程中,向磨料中引入弹性单元,所述弹性单元为颗粒状弹性物质,包括但不限于橡胶颗粒、软木颗粒,解决磨料自身弹性较差等问题。弹性单元在复合磨料中呈海岛状分布,砂布在磨削过程中,复合磨料受到挤压时,由于弹性单元的弹性作用,可使复合磨料发生弹性形变,提高磨料与工件的贴服性,提高加工精度,不易划伤工件。
- 还没有人留言评论。精彩留言会获得点赞!