OCA光学胶三明治结构的制作方法及其OCA光学胶三明治结构与流程
本申请涉及oca光学胶,特别是涉及oca光学胶三明治结构的制作方法及其oca光学胶三明治结构。
背景技术:
1、现有oca光学胶结构受到轻离型膜层的外形影响,即轻离型膜层和oca光学胶层的尺寸一样大,导致oca光学胶在使用时撕除轻离型膜层过程中,因为轻离型膜层的厚度较薄,例如有些轻离型膜层只有0.05mm的厚度,再加上轻离型膜层的尺寸和形状与oca光学胶层一样,导致oca光学胶应用于自动贴附设备时容易引起撕膜带胶问题,撕膜带胶问题直接限制了oca光学胶结构在自动化设备上的使用,需要增加手动撕开轻离型膜层这一工人作业,且撕除的过程中需要极为小心,导致撕膜效率低,产品质量不良率高。因此随着oca光学胶技术的发展,出现了三明治式结构的oca光学胶外形结构,即重离型膜层和轻离型膜层的尺寸大于oca光学胶层的尺寸,可以有效避免oca光学胶应用于自动贴附设备时容易引起的撕膜带胶问题,然而相关技术中oca光学胶的制作方法中制作出的oca光学胶结构为轻离型膜与oca光学胶层的尺寸相同,使得现有技术的oca光学胶的制作方法制作出的oca光学胶结构难以适应自动化设备,容易引起撕膜带胶问题。
技术实现思路
1、基于此,有必要针对三明治式结构的oca光学胶的制作方法问题,提供一种oca光学胶三明治结构的制作方法及其oca光学胶三明治结构。
2、一种oca光学胶三明治结构的制作方法,所述oca光学胶三明治结构包括依次设置的重离型膜层、oca光学胶层以及轻离型膜层,所述oca光学胶三明治结构的制作方法包括:
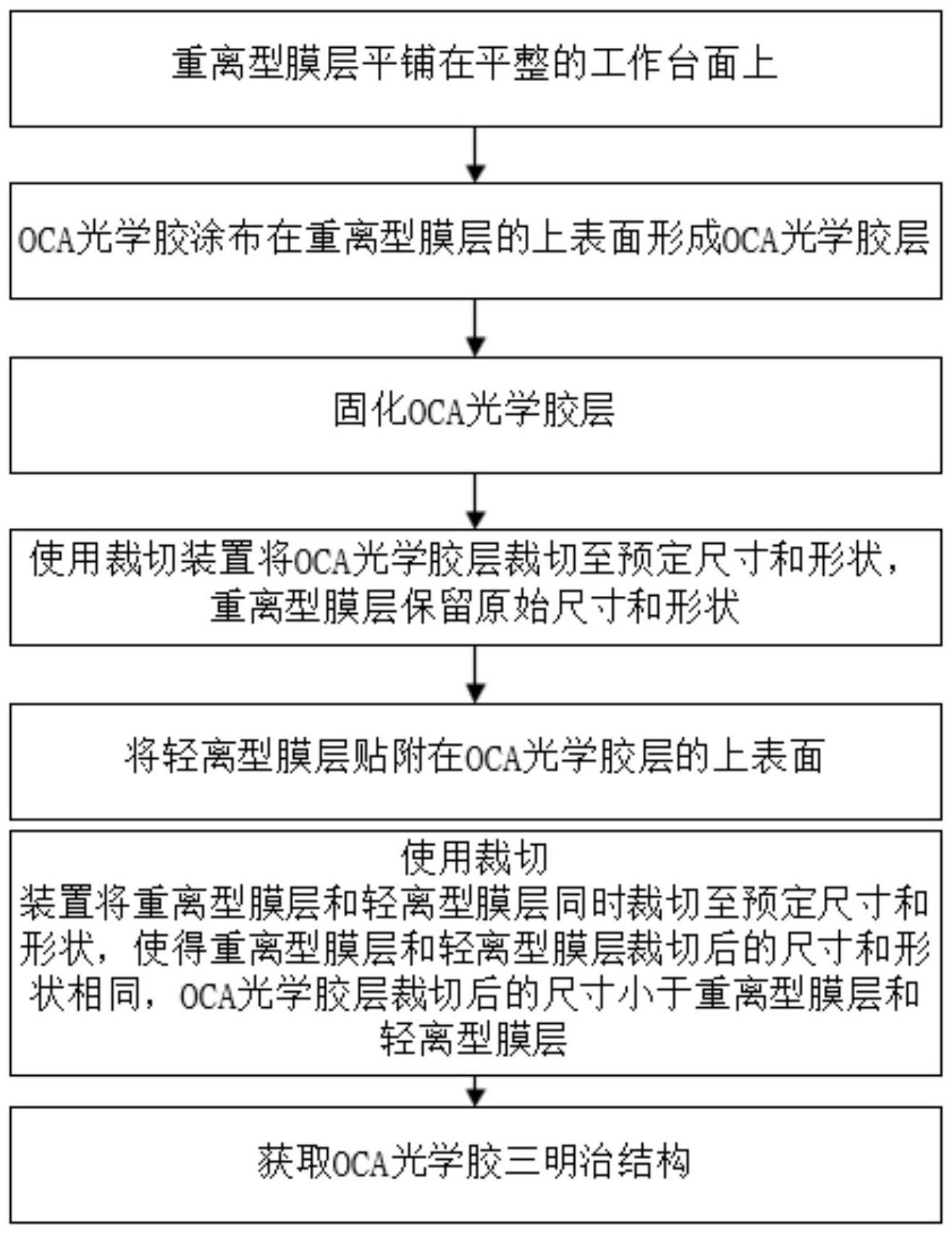
3、所述重离型膜层平铺在平整的工作台面上,使得所述重离型膜层的下表面贴合于所述工作台面;
4、将所述oca光学胶涂布在所述重离型膜层的上表面形成oca光学胶层;
5、使用固化装置固化所述oca光学胶层;
6、使用裁切装置将所述oca光学胶层裁切至预定尺寸和形状,所述重离型膜层保留原始尺寸和形状;
7、将所述轻离型膜层贴附在所述oca光学胶层的上表面;
8、使用所述裁切装置将所述重离型膜层和所述轻离型膜层同时裁切至预定尺寸和形状,使得所述重离型膜层和所述轻离型膜层裁切后的尺寸和形状相同,所述oca光学胶层裁切后的尺寸小于所述重离型膜层和所述轻离型膜层裁切后的尺寸,以获取所述oca光学胶三明治结构。
9、在其中一个实施例中,在所述工作台面上开设多个吸附孔,所述oca光学胶三明治结构的制作方法还包括:
10、使用吸附法将所述重离型膜层固定在所述工作台面上,所述吸附法包括:
11、使得所述吸附孔与气泵连通,使用气泵打开时所述吸附孔产生的负压作用将所述重离型膜层吸附在所述工作台面上。
12、在其中一个实施例中,所述oca光学胶涂布在所述重离型膜层上表面的方式为单层涂布;使用胶水涂布设备涂布所述oca光学胶,所述胶水涂布设备包括刮胶件,所述刮胶件与所述重离型膜层上表面之间的距离为所述oca光学胶层的厚度。
13、在其中一个实施例中,在所述工作台面设置加热装置,所述oca光学胶三明治结构的制作方法还包括:
14、所述oca光学胶层的固化方法为热固化,所述热固化方法包括:
15、控制所述加热装置加热所述工作台面并对所述oca光学胶层进行加热固化,加热固化的温度范围为20°至100°。
16、在其中一个实施例中,在使用所述裁切装置裁切所述oca光学胶层之前,将设有所述oca光学胶层形状和尺寸的数据输入所述裁切装置的控制系统;在使用所述裁切装置裁切所述重离型膜层和所述轻离型膜层之前,将设有所述重离型膜层和所述轻离型膜层形状和尺寸的数据输入所述裁切装置的控制系统。
17、在其中一个实施例中,所述轻离型膜层为卷材膜,使用滚压法将所述轻离型膜层贴附在所述oca光学胶层的上表面,所述滚压法包括:
18、将所述轻离型膜层滚动展开的同时使用贴膜装置的滚轮将所述轻离型膜层滚压在所述oca光学胶层的上表面。
19、在其中一个实施例中,所述滚轮的材质为实心钢材,所述滚轮的滚压面覆有硅胶层。
20、在其中一个实施例中,所述oca光学胶三明治结构的制作方法还包括:
21、使用高压脱泡机对所述oca光学胶三明治结构进行高压脱泡,所述高压脱泡机进行高压脱泡时的压力为0.15mpa,温度为25°,高压脱泡时长为15min。
22、在其中一个实施例中,所述重离型膜层和所述轻离型膜层均采用pet离型膜。
23、本申请还提出一种oca光学胶三明治结构,其特征在于,所述oca光学胶三明治结构是使用权利要求1-9任意一项所述的oca光学胶三明治结构的制作方法制作而成。
24、上述oca光学胶三明治结构的制作方法,先将重离型膜层平整铺放在工作台面上,随后依次铺放oca光学胶层和轻离型膜层,铺放过程中即对oca光学胶层和重离型膜层以及轻离型膜层进行裁切,通过控制裁切装置先使用切刀将oca光学胶层裁切至预定尺寸和形状,重离型膜层保留原始尺寸和形状,再使用切刀将重离型膜层和轻离型膜层同时裁切至预定尺寸和形状,使得重离型膜层和轻离型膜层裁切后的尺寸和形状相同,形成三明治式结构的oca光学胶结构,使得oca光学胶三明治结构的制作方法制作出的oca光学胶三明治结构用于自动贴附设备时,轻离型膜层的尺寸大于oca光学胶层的尺寸,可以从轻离型膜层超出oca光学胶层的部分撕起轻离型膜层,从而避免轻离型膜层撕起时损伤带动oca光学胶层。
技术特征:
1.一种oca光学胶三明治结构的制作方法,所述oca光学胶三明治结构包括依次设置的重离型膜层、oca光学胶层以及轻离型膜层,其特征在于,所述oca光学胶三明治结构的制作方法包括:
2.根据权利要求1所述的oca光学胶三明治结构的制作方法,其特征在于,在所述工作台面上开设多个吸附孔,所述oca光学胶三明治结构的制作方法还包括:
3.根据权利要求1所述的oca光学胶三明治结构的制作方法,其特征在于,所述oca光学胶涂布在所述重离型膜层上表面的方式为单层涂布;使用胶水涂布设备涂布所述oca光学胶,所述胶水涂布设备包括刮胶件,所述刮胶件与所述重离型膜层上表面之间的距离为所述oca光学胶层的厚度。
4.根据权利要求1所述的oca光学胶三明治结构的制作方法,其特征在于,在所述工作台面设置加热装置,所述oca光学胶三明治结构的制作方法还包括:
5.根据权利要求1所述的oca光学胶三明治结构的制作方法,其特征在于,在使用所述裁切装置裁切所述oca光学胶层之前,将设有所述oca光学胶层形状和尺寸的数据输入所述裁切装置的控制系统;在使用所述裁切装置裁切所述重离型膜层和所述轻离型膜层之前,将设有所述重离型膜层和所述轻离型膜层形状和尺寸的数据输入所述裁切装置的控制系统。
6.根据权利要求1所述的oca光学胶三明治结构的制作方法,其特征在于,所述轻离型膜层为卷材膜,使用滚压法将所述轻离型膜层贴附在所述oca光学胶层的上表面,所述滚压法包括:
7.根据权利要求6所述的oca光学胶三明治结构的制作方法,所述滚轮的材质为实心钢材,所述滚轮的滚压面覆有硅胶层。
8.根据权利要求1所述的oca光学胶三明治结构的制作方法,其特征在于,所述oca光学胶三明治结构的制作方法还包括:
9.根据权利要求1所述的oca光学胶三明治结构的制作方法,其特征在于,所述重离型膜层和所述轻离型膜层均采用pet离型膜。
10.一种oca光学胶三明治结构,其特征在于,所述oca光学胶三明治结构是使用权利要求1-9任意一项所述的oca光学胶三明治结构的制作方法制作而成。
技术总结
本申请涉及一种OCA光学胶三明治结构的制作方法及其OCA光学胶三明治结构,OCA光学胶三明治结构的制作方法包括:重离型膜层平铺在平整的工作台面上;将OCA光学胶涂布在重离型膜层的上表面形成OCA光学胶层;固化OCA光学胶层;使用裁切装置将OCA光学胶层裁切至预定尺寸和形状,重离型膜层保留原始尺寸和形状;将轻离型膜层贴附在OCA光学胶层的上表面;使用裁切装置将重离型膜层和轻离型膜层同时裁切至预定尺寸和形状,使得重离型膜层和轻离型膜层裁切后的尺寸和形状相同,OCA光学胶层裁切后的尺寸小于重离型膜层和轻离型膜层。通过在铺放过程中进行裁切形成三明治式结构的OCA光学胶结构,避免OCA光学胶应用于自动贴附设备时引起撕膜带胶问题。
技术研发人员:杨茂,赵泳波
受保护的技术使用者:苏州桐力光电股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!