一种砂纹金属粉末涂料的制备方法与流程
本发明涉及粉末涂料的制备领域,具体而言,涉及一种砂纹金属粉末涂料的制备方法。
背景技术:
1、随着人们对日常生活用品的质量及花色多样性的需求越来越高,铁质、铝质门窗出现了模拟自然界的花纹色彩(如木纹、大理石纹等各种图案)的热转印技术,它丰富了我们的生活色彩,同时具备防火效果,但同时也存在一定的问题,主要为:(1)目前生产工艺主要为先将产品(门窗等)加工成型,再涂装粉末涂料之后,需要人工在产品上涂覆胶水粘转印纸加热转印,生产效率低,需耗费大量的人力、物力、财力,而且胶水含有机高分子挥发物,污染环境。(2)少量采用真空热转印技术工艺,转印图案更清晰,但是,真空热转印工艺由于设备的限制,大多只能采取先转印再加工产品的工艺,再加工由于涉及冲压、折弯的高强度的操作,这样就对涂层提出了更高的要求。美术型涂料也是涂料研发方向之一,使用珠光、金属等效应颜料制成的涂料以良好的外观装饰效果日益受到人们的喜爱,如砂纹金属粉末涂料。砂纹金属粉末涂料,在实际的生产中,经常遇见涂膜金属效果不均匀,更换不同的喷涂工艺,涂膜金属效果变化很大,无法很好的判断产品的质量,也无法有效的控制产品的质量;同时,砂纹金属粉末涂料在喷涂厂上线喷涂作业,其金属效果的波动性很大,喷涂厂喷涂烘烤后的砂纹金属效果与粉末生产厂提供的随货样品差异性较大。
2、综上所述,经过申请人的海量检索,本领域至少存在砂纹金属粉末涂料的金属效果稳定性差、色差大的问题。
技术实现思路
1、基于此,为了解决砂纹金属粉末涂料的金属效果稳定性差、色差大的问题,本发明提供了一种砂纹金属粉末涂料的制备方法,具体技术方案如下:
2、一种砂纹金属粉末涂料的制备方法,所述制备方法包括制备透明粉末涂料,将金属颜料经过透明粉末涂料包覆处理,再和球磨处理的砂纹粉末、邦定助剂、气相二氧化硅以及金属排列助剂通过第一冷热循环邦定工艺和第二冷热循环邦定工艺进行处理,再过200目~240目筛网,保留过筛物料,得到砂纹金属粉末涂料。
3、进一步地,所述透明粉末涂料按如下步骤制备:
4、按重量份,将90份~95份羧基聚酯树脂a、6.8份~7.2份tgic、0.1份~1份流平剂混料缸预混合,混料缸的转速为250r/min~350r/min,混料时间为8min~15min,然后使用双螺杆挤出机挤出并压成片料,且双螺杆挤出机的转速为150r/min~200r/min,挤出温度为100℃~110℃,破碎,微细粉碎后过200目~240目筛,得到透明粉末涂料。
5、进一步地,所述羧基聚酯树脂a的酸值为30mgkoh/g~35mgkoh/g,玻璃化转变温度为61℃~65℃,软化点103℃~113℃,200℃下的粘度为4000mpa.s~6000mpa.s;所述邦定助剂为白色粉末,为复合酰胺蜡;所述气相二氧化硅的中位粒径为10nm~20nm;所述金属排列助剂为改性eva蜡。
6、进一步地,所述透明粉末涂料的粒径分布为d50=5~15μm,d10≥4μm,d90≤18μm。
7、进一步地,所述金属颜料进行包覆处理,其中包覆处理工艺是通过球石研磨法,将所述透明粉末涂料分布在金属颜料颗粒外表面,使各种组分相互渗入和扩散,形成包覆,所述金属颜料与所述透明粉末涂料的质量比为1:9~11。
8、进一步地,所述球磨处理的砂纹粉末按如下步骤制备:
9、按重量份,将50份~60份羧基聚酯树脂a、3.8份~4.5份tgic、30份~40份颜填料、0.5份~1份砂纹剂加入混料缸进行预混合混料缸的转速为250r/min~350r/min,混料时间为8min~15min,然后使用双螺杆挤出机挤出并压成片料,且双螺杆挤出机的转速为150r/min~200r/min,挤出温度为100℃~110℃,破碎,微细粉碎,过200目~240目筛得到砂纹粉末涂料,再经过球磨处理,得到球磨处理的砂纹粉末涂料。
10、进一步地,所述金属颜料包括铝粉、铜粉、锌粉、铅粉、钛粉以及不锈钢粉中的一种或多种。
11、进一步地,所述第一冷热循环邦定工艺以及所述第二冷热循环邦定工艺均包括冷热循环邦定阶段和排料阶段。
12、进一步地,所述冷热循环邦定阶段分为冷邦定阶段和热邦定阶段,其中,所述冷邦定阶段的邦定温度为15℃~20℃,搅拌桨转速为1000r/min~1500r/min,所述冷邦定阶段的时间为3min~5min;所述热邦定阶段的邦定温度为羧基聚酯树脂a的玻璃化温度提高8℃~12℃,搅拌桨转速为300r/min~500r/min,所述热邦定阶段的时间为3min~5min;并按上述所述循环5次。
13、进一步地,所述透明粉末涂料包覆金属颜料与所述砂纹粉末涂料的质量比为100:200~500;所述透明粉末涂料包覆金属颜料与所述金属排列助剂的质量比为100:1~5;所述透明粉末涂料包覆金属颜料与所述气相二氧化硅的质量比为100:0.1~0.2;所述透明粉末涂料包覆金属颜料与所述邦定助剂的质量比为100:1~2。
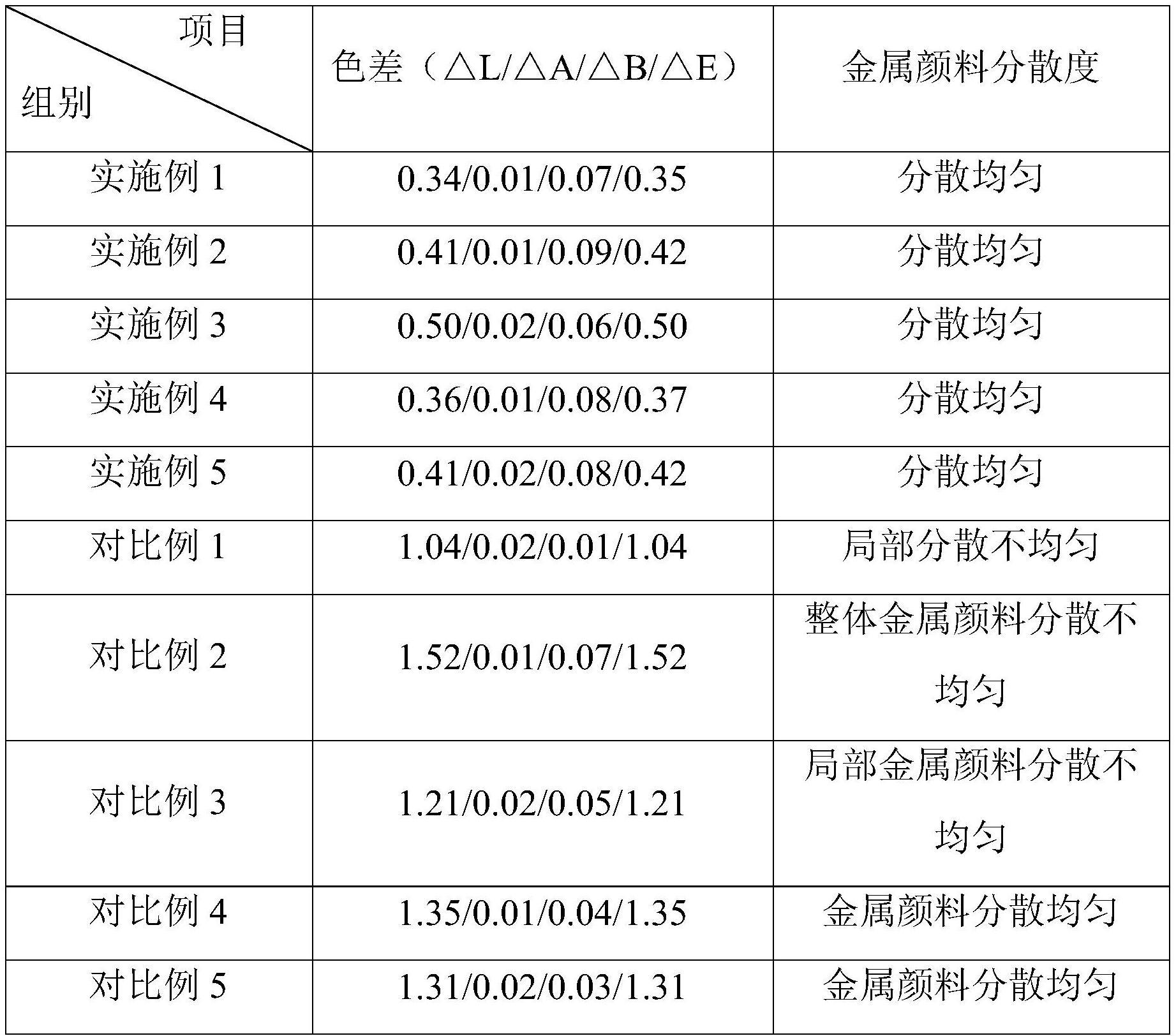
14、本发明提供的砂纹金属粉末涂料的制备方法,所述制备方法包括制备透明粉末涂料,将金属颜料经过透明粉末涂料包覆处理,再和球磨处理的砂纹粉末、气相二氧化硅、金属排列助剂通过第一冷热循环邦定工艺和第二冷热循环邦定工艺进行处理,再过200目~240目筛网,保留过筛物料得到砂纹金属粉末涂料。另外,限制了透明粉末涂料的粒径分布d50=5μm~15μm和羧基聚酯酸值、玻璃化转变温度、软化点的范围,结合工艺,进一步促进砂纹金属粉末涂料的稳定性,降低色差。
技术特征:
1.一种砂纹金属粉末涂料的制备方法,其特征在于:所述制备方法包括制备透明粉末涂料,将金属颜料经过透明粉末涂料包覆处理,再和球磨处理的砂纹粉末、邦定助剂、气相二氧化硅以及金属排列助剂通过第一冷热循环邦定工艺和第二冷热循环邦定工艺进行处理,再过200目~240目筛网,保留过筛物料,得到砂纹金属粉末涂料。
2.根据权利要求1所述的制备方法,其特征在于,所述透明粉末涂料按如下步骤制备:
3.根据权利要求2所述的制备方法,其特征在于,所述羧基聚酯树脂a的酸值为30mgkoh/g~35mgkoh/g,玻璃化转变温度为61℃~65℃,软化点103℃~113℃,200℃下的粘度为4000mpa.s~6000mpa.s;所述邦定助剂为复合酰胺蜡;所述气相二氧化硅的中位粒径为10nm~20nm;所述金属排列助剂为改性eva蜡。
4.根据权利要求2所述的制备方法,其特征在于,所述透明粉末涂料的粒径分布为d50=5~15μm,d10≥4μm,d90≤18μm。
5.根据权利要求1所述的制备方法,其特征在于,所述金属颜料进行包覆处理,其中包覆处理工艺是通过球石研磨法,将所述透明粉末涂料分布在金属颜料颗粒外表面,使各种组分相互渗入和扩散,形成包覆,所述金属颜料与所述透明粉末涂料的质量比为1:9~11。
6.根据权利要求1所述的制备方法,其特征在于,所述球磨处理的砂纹粉末按如下步骤制备:
7.根据权利要求1所述的制备方法,其特征在于,所述金属颜料包括铝粉、铜粉、锌粉、铅粉、钛粉以及不锈钢粉中的一种或多种。
8.根据权利要求1所述的制备方法,其特征在于,所述第一冷热循环邦定工艺以及所述第二冷热循环邦定工艺均包括冷热循环邦定阶段和排料阶段。
9.根据权利要求8所述的制备方法,其特征在于,所述冷热循环邦定阶段分为冷邦定阶段和热邦定阶段,其中,所述冷邦定阶段的邦定温度为15℃~20℃,搅拌桨转速为1000r/min~1500r/min,所述冷邦定阶段的时间为3min~5min;所述热邦定阶段的邦定温度为羧基聚酯树脂a的玻璃化温度提高8℃~12℃,搅拌桨转速为300r/min~500r/min,所述热邦定阶段的时间为3min~5min;并按上述所述循环5次。
10.根据权利要求1所述的制备方法,其特征在于,所述透明粉末涂料包覆金属颜料与所述砂纹粉末涂料的质量比为100:200~500;所述透明粉末涂料包覆金属颜料与所述金属排列助剂的质量比为100:1~5;所述透明粉末涂料包覆金属颜料与所述气相二氧化硅的质量比为100:0.1~0.2;所述透明粉末涂料包覆金属颜料与所述邦定助剂的质量比为100:1~2。
技术总结
本发明公开了一种砂纹金属粉末涂料的制备方法,包括制备透明粉末涂料,将金属颜料经过透明粉末涂料包覆处理,再和球磨处理的砂纹粉末涂料、气相二氧化硅、金属排列助剂通过第一冷热循环邦定工艺和第二冷热循环邦定工艺进行处理,过筛后保留过筛物料得到砂纹金属粉末涂料。本申请砂纹金属粉末涂料通过金属颜料经过透明粉末涂料包覆后,增大了金属颜料和砂纹粉末粘结力。后在透明粉末涂料包覆的金属颜料和球磨的砂纹粉末涂料的协同作用下,使得金属颜料在邦定过程中均匀粘结在砂纹粉末涂料的表面以及防止结块的现象,气相二氧化硅在协同作用,能保证了砂纹金属粉末涂料的邦定稳定性,整体上制备砂纹金属粉末涂料,稳定性优异,色差小。
技术研发人员:易小均,张海锋,蔡胜鹏,莫剑辉,蔡劲树
受保护的技术使用者:广东华江粉末科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!