一种重型卡车底盘管线束装配工艺方法与流程
1.本发明涉及汽车装配技术领域,具体涉及一种重型卡车底盘管线束装配工艺方法。
背景技术:
2.随着国家对重型商用车环保排放标准、abs等安全配置的强制要求,以及客户对空气悬架、环境监控、独立暖风、燃油加热、自动变速箱、缓速器等车辆安全、舒适性系统需求不断增加,车辆底盘需要布置的管路、线束数量大幅度增加,这需要底盘有更大的空间布置管路线束,但是由于配置增加底盘零部件也增多,在加上燃油箱的增大导致车辆底盘更加紧凑,可供管线布置的空间越来越小,大量的管路线束需要在车辆底盘狭小的空间内完成布置,给车辆总装过程的管线布置带来极大挑战,车辆底盘管线束装配成为制约各大重型商用车企业整车装配效率的重大瓶颈。
3.另外,商用车细分市场的个性化需求导致重型汽车种类多且变化快,导致车辆管线装配过程质量控制困难,难以保证车辆管线装配的一致性和可靠性。近年来,随着国内重卡产量的爆发式增长,市场车辆因管线引发的质量问题频发,经济损失惨重,如何保证商用车管线装配品质,近年来一直是整车制造公司的一大难题,也成为很多汽车公司重点攻关项目。
技术实现要素:
4.为了解决上述问题,本发明提出一种重型卡车底盘管线束装配工艺方法。
5.为实现以上目的,本发明采用的技术方案是:
6.一种重型卡车底盘管线束装配工艺方法,包括如下步骤:
7.步骤一:划分特定区域,所述特定区域包括驾驶室左右两侧区域、发动机周边区域、变速箱左侧区域、中后桥区域、变速箱右侧区域、发动机本体区域;
8.步骤二:对各特定区域的管线进行布置预留;
9.步骤三:将步骤二中各特定区域完成布置预留的管线分别分布到与各特定区域管线束装配对应的工序中;
10.步骤四:由专业班组的专业人员一次性完成各特定区域的管线束的捆扎。
11.优选的,所述步骤四中各特定区域的管线束的捆扎由专业班组中与该特定区域对应的专业人员负责。
12.进一步的,各特定区域的管线束捆扎由该特定区域对应的专业人员中设一名技术人员统一负责,负责的内容包括该特定区域管线束捆扎的技术规范,编制捆扎工艺。
13.优选的,所述步骤四中专业班组是由原分散在多个班组的非专职管线束装配人员进行选拔而组建的,所述专业班组的专业人员均进行过与各特定区域所对应的专业化的技能知识培训。
14.进一步的,各特定区域的管线束捆扎的一个专业班组设有一名班长和两名副班
长,所述班长对车辆底部管线束装配整体负责;整车管线束装配工序包括各特定区域管线束装配对应的工序,各特定区域管线束装配对应的工序组合形成一个整车管线束装配工序,所述副班长分别对整车管线束装配工序的作为相互对立面的两条管线束装配线负责;在各特定区域管线束装配对应的工序中选择一名技能优秀的核心成员,负责各特定区域管线束装配对应的工序中的关键工作,并带动同工序中的专业人员提升技能。
15.本发明解决了重型商用车底盘管路、线束大幅增加后导致车辆总装过程的生产瓶颈以及市场管线质量事故多的难题,具体有益效果为:
16.1)提高效率:单车节省装调时间120min;
17.2)降低成本:单车降低紧固带消耗成本平均下降23元;
18.3)质量提升:市场管线装配导致的重大质量事故下降75%。
附图说明
19.构成本发明的一部分附图用来提供对本发明的进一步理解。
20.在附图中:
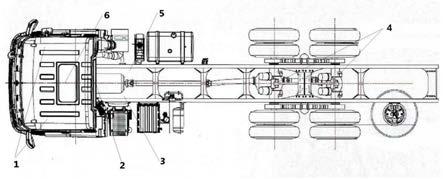
21.图1为本发明按照重型汽车底盘管线装配特点进行的特定区域划分。
22.图2为原工艺模式下捆扎人员分布的示意图。
23.图3是本发明工艺模式下捆扎人员分布的示意图。
24.图中:1、驾驶室左右两侧区域;2、发动机周边区域;3、变速箱左侧区域;4、中后桥区域;5、变速箱右侧区域;6、发动机本体区域。
具体实施方式
25.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.一种重型卡车底盘管线束装配工艺方法,包括如下步骤:
27.步骤一:划分特定区域,如图1所示,所述特定区域包括驾驶室左右两侧区域、发动机周边区域、变速箱左侧区域、中后桥区域、变速箱右侧区域、发动机本体区域;
28.步骤二:对各特定区域的管线进行布置预留;通过重型商用车底盘管线束装配工艺特点分析,对总装线分散在多个工位的管线捆扎工序进行精减优化;一个特定区域的管线在完成最后一根布置后再由专人进行集中捆扎,前面工序仅对各自管线进行布置预留,不做捆扎,避免过多的人员参与一个特定区域管线束的捆扎作业,提升车辆管线捆扎一致性,也便于明确各区域的管线捆扎责任主体,提升装配过程质量管控能力,保证管线装配质量;
29.步骤三:将步骤二中各特定区域完成布置预留的管线分别分布到与各特定区域管线束装配对应的工序中;
30.步骤四:由专业班组的专业人员一次性完成各特定区域的管线束的捆扎。所述六个区域的管线束捆扎由一个专业化管线装配班组一次性在线完成标准化捆扎,解决了重型商用车底盘管路、线束大幅增加后导致车辆总装过程的生产瓶颈以及市场管线质量事故多
的难题。所述专业化管线装配班组即专业班组。
31.各特定区域的管线束的捆扎由专业班组中与该特定区域对应的专业人员负责。各特定区域的管线束捆扎由该特定区域对应的专业人员中设一名技术人员统一负责,负责的内容包括该特定区域管线束捆扎的技术规范,完成编制捆扎工艺,并在该特定区域内统一标准,避免相同特定区域内各系统管线的工艺标准不一致。
32.改变管线捆扎人员原有分散式的管理模式,专业班组是由原分散在多个班组的非专职管线束装配人员进行选拔而组建的,该专业小组单独管理,并对车辆底盘管线束装配整体负责,使车辆管线捆扎状态在一个班组内形成闭环管理,不但提升了管线装配人员各工序之间的沟通协作效率,而且便于对班组成员进行与该特定区域对应的专业化的技能知识培训,通过各工序专业化的技能人才为整车管线束装配质量的提升提供有力保障,人员结构调整前后对比如图2和3所示,图2为原有工艺模式,属于分散式管理,44名非专职管线装配人员分布在15个工位,由9个班组分别管理,由虚线圈出,图3为本发明的工艺模式,从43名非专职管线装配人员中挑选24名作为专职管线装配人员,即专业小组,分布在5个工位,由1个班组统一管理,便于明确各区域的管线捆扎责任主体,提升装配过程质量管控能力,保证管线装配质量,整体上提升整车的装配水平,提高工作效率,节约人力成本。
33.各特定区域的管线束捆扎的一个专业班组设有一名班长和两名副班长,所述班长对车辆底部管线束装配整体负责;整车管线束装配工序包括各特定区域管线束装配对应的工序,各特定区域管线束装配对应的工序组合形成一个整车管线束装配工序,所述副班长分别对整车管线束装配工序的作为相互对立面的两条管线束装配线负责;在各特定区域管线束装配对应的工序中选择一名技能优秀的核心成员,负责各特定区域管线束装配对应的工序中关键工作的装配,并带动同工序中的其他专业人员提升技能。对管线装配班组成员技能方向从整车装配工中分离,增加管线装配工工种,并编制管线束装配培训教材并进行重点培养,设置管线装配技能鉴定通道促进人才的积累,通过打造一支专业化的管线安装陪技能队伍提升整车管线装配水平。
34.本发明针对重型商用车底盘管线束装配工艺特点,提出了分区域集中统一的底盘管线束装配工艺方法,将车辆底盘划分为几个特定区域,在装配过程中对每条总装线组建一支专业化管线班组分布在各特定区域对应的特定工序一次性完成各特定区域车辆管线装配,缩小了管线捆扎装配人员范围,落实了整车管线捆扎责任,规避了原有同区域多人参与导致难以管理的弊端,形成了一套重型商用车底盘管线束在线通过专业化技能班组标准化装配的工艺方法,解决了重型商用车底盘管路、线束大幅增加后导致车辆总装过程的生产瓶颈以及市场管线质量事故多的难题。
35.尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1