增材制造的格栅和方法与流程
1.本发明总体上涉及增材制造,更具体地说,涉及具有多个自主零件的复杂部件的制造,这些零件以一种配置打印、重新配置并锁定在一起,以形成准备使用的组装单元。
背景技术:
2.增材制造或3d打印技术由于其理想的质量如效率和灵活性而得到广泛应用。基于熔合(fusion)的增材制造工艺通过沉积一层材料、熔化和熔合沉积的材料颗粒来制造产品。粉末床熔合(powder bed fusion)涉及沉积整个粉末层,并应用能量源,以将选定的颗粒熔合在一起,以形成预期的产品,一次一层。粉末床包含在一个有限尺寸的构建箱中。尺寸限制局限了该工艺在构建箱/粉末床局限范围内零件的应用。因此,通过增材制造来构建大型产品需要构建产品的几个独立部件,并在构建后将它们连接在一起。因此,增材制造的效率降低,因为单独的构建大大增加了完成产品所需的时间。
3.此外,当增材制造不是经济的选择时,设计变化的创造性和提供设计定制的能力受到制造技术(如注射成型)的限制。有些设计不适合这种制造工艺,小批量定制设计仍然需要大量的资本投资来生产产品。
4.因此,希望提供一种方法,该方法在如何使用增材制造来制造更大尺寸的产品方面具有更大的灵活性。此外,希望提供增材制造产品的特征,以促进更有效的构建形式。此外,结合附图和前述技术领域和背景,从随后的详细描述和所附权利要求中,本发明的其他期望的特征和特性将变得易于理解。
技术实现要素:
5.许多实施例包括用于以一种配置来打印产品并将产品锁定在另一种配置中以用于其应用的产品和方法。在增材制造中,通过打印形成的产品可以包括配置成以收缩状态形成的互连构件和在互连构件之间的关节。所述关节被配置成用于相互连接的构件从收缩状态到展开状态的相对运动。互连构件在展开状态下比在收缩状态下限定更大的包装尺寸。关节在收缩状态下可自由移动,在展开状态下被锁定就位。
6.在另外的实施例中,关节是捕获的关节。连接器与其中一个互连构件成一体并延伸穿过设置在另一个互连构件中的开口。互连构件打印有延伸穿过开口的连接器。
7.在另一个实施例中,互连构件包括多个背侧支撑件,该背侧支撑件被构造成在打印期间当以收缩状态叠放在一起时以及当多个产品被包装在一起时戳穿相邻的互连构件。
8.在另一个实施例中,互连构件包括内部构件和周边构件。当产品处于展开状态时,周边构件限定了围绕内部构件的产品周边的至少一部分。
9.在另外的实施例中,至少一些内部构件包括周边节段,该周边节段限定了产品周边的至少一部分。
10.在另一个实施例中,周边节段包括非捕获的关节,该关节被构造成当产品处于展开状态时被扣合在一起。
11.在另一个实施例中,该产品包括用于车辆的格栅。
12.在另一个实施例中,互连构件包括被配置成与车辆联接的多个后侧支撑件。
13.在另一个实施例中,产品在收缩状态下具有第一长度,在展开状态下具有第二长度。第二个长度至少是收缩长度的三倍。
14.在许多另外的实施例中,形成产品的方法包括以收缩状态进行互连构件的增材制造打印。互连构件之间形成关节。所述关节被构造成用于互连构件从收缩状态到展开状态的相对运动。在打印之后,互连构件从收缩状态展开到展开状态,并被锁定在展开状态。互连构件在展开状态下比在收缩状态下限定更大的包装尺寸。关节在收缩状态下可自由移动,在展开状态下被锁定就位。
15.在另一个实施例中,关节是经打印的捕获关节,其具有连接器,该连接器与其中一个互连构件成一体并延伸穿过另一个互连构件中的开口。互连构件打印有延伸穿过开口的连接器。
16.在另一个实施例中,在单个构建箱中同时打印多个产品。背面支撑件被打印在至少一些互连构件上。多个产品被包装在构建箱中用于构建,至少一些背面支撑件穿过多个产品的相邻部分。
17.在另一个实施例中,互连构件被打印为内部构件和周边构件。当产品处于展开状态时,周边构件限定了围绕内部构件的、产品周边的至少一部分。
18.在另外的实施例中,周边节段被打印在至少一些内部构件上。周边节段限定了产品周边的至少一部分。
19.在另外的实施例中,非捕获的关节被打印在周边节段上。当产品处于展开状态时,非捕获关节被扣合在一起。
20.在另一个实施例中,该产品被设计成车辆的格栅。
21.在另外的实施例中,确定产品的构建配置,以在收缩状态下匹配于单个构建箱。
22.在另一个实施例中,格栅整体打印在一个整体单元中,准备在车辆中展开和组装。
23.在另外的实施例中,所确定的构建配置包括确定处于收缩状态的格栅的第一长度和处于展开状态的格栅的第二长度。第二个长度至少是收缩长度的三倍。
24.在多个附加实施例中,形成产品的方法包括将产品设计成车辆的格栅。格栅的构造被确定为能匹配于增材制造系统的单个构造箱。产品的互连构件以收缩状态打印。互连构件之间形成关节。所述关节被构造成用于相互连接的构件从收缩状态到展开状态的相对运动。打印之后,互连构件从收缩状态移动到展开状态,并锁定在展开状态。互连构件在展开状态下比在收缩状态下限定更大的包装尺寸。如所打印的,当处于收缩状态时,关节可自由移动,当处于展开状态时,关节被锁定在适当位置。
附图说明
25.下文将结合以下附图描述示例性实施例,其中相同的附图标记表示相同的元件,并且其中:
26.图1是根据各种实施例的在构建一组产品的过程中的增材制造系统的示意图,每个产品被配置为收缩状态;
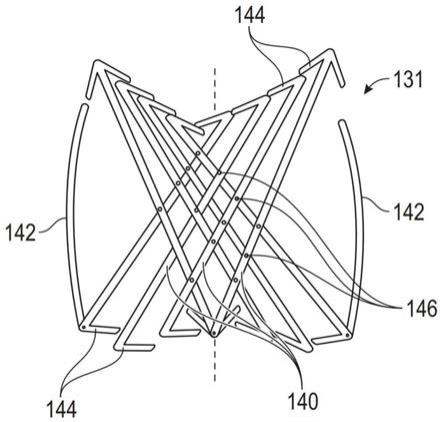
27.图2是根据各种实施例的处于收缩状态的图1的产品之一的示意图;
28.图3是根据各种实施例的处于收缩状态的图2的产品的一部分的示意性详细图示;
29.图4是根据各种实施例的处于展开状态的图3的产品部分的示意性详细图示;
30.图5是根据各种实施例的图1的产品的图示,显示为处于展开的固定状态,准备在其预期应用中组装;
31.图6是根据各种实施例的图1的产品的捕获的经打印关节的详细图示;
32.图7是根据各种实施例的准备在产品展开期间或之后配合的图1的产品的经打印非捕获关节的详细图示;
33.图8是根据各种实施例的图7的打印关节的详细图示,示出了在产品展开后配合并锁定在适当位置;
34.图9是根据各种实施例的可通过平移运动重新配置的产品的增材制造构造示意图;
35.图10是根据各种实施例的可通过平移运动重新配置的伸缩式产品的增材制造构造示意图
36.图11是根据各种实施例的构建后重新配置的图9和10的产品的示意图;
37.图12是根据各种实施例的示意图,描绘了具有背面支撑件的图1的产品的可叠放特点;
38.图13是组装在车辆应用中的图1产品的经打印整体背面支撑件的详细图示;和
39.图14是示出根据各种实施例的用于构建本文描述的产品的过程流程图。
具体实施方式
40.以下详细描述本质上仅仅是示例性的,并不旨在限制应用和使用。此外,不打算受前面的技术领域、背景、简要概述或下面的详细描述中提出的任何明示或暗示的理论的约束。
41.如本文所公开的,产品和方法被公开以用于各种应用,例如能够使用增材制造在单个构建箱中构建相对较大的产品和/或多个产品。产品可以以收缩状态(collapsed state)打印,然后在打印之后展开。如本领域技术人员将理解的,本文公开的方法可应用于其他应用。所公开的方法使得能够在一个构建周期中通过增材制造来构建更大的部件。这有利于提高效率和显著降低构建时间,从而实现更广泛的设计和创意灵活性。此外,定制/个性化产品的能力得到了展开,许多不同的设计选择可以有效地提供。
42.参考图1,示意性地示出了增材制造系统100。一般而言,增材制造系统100(也可称为3d打印系统)包括能量输送系统102(可以是激光类型或另一种类型)、材料沉积系统104形式的材料散布器(material spreader)、由构建箱108限定的构建室106以及具有升降机112的构建平台110。在多个实施例中,可以包括气体输送系统(未示出),用于将惰性气体输送到外室105,以为这种构建提供有利的无腐蚀环境。在当前实施例中,增材制造系统100被图示为粉末床熔合型增材制造/3d打印系统。在其他实施例中,可以使用其他增材制造方法,例如定向能量沉积等。
43.在当前实施例中,增材制造系统100被配置为通过材料沉积系统104将粉末材料施加到构建箱108,并且通过能量输送系统102经由受控暴露于激光束126来熔化/熔合粉末。材料/粉末114由作为材料沉积系统104的校平器(leveler)施加在构建平台110上的一系列
层中。校平器115可以包括辊116,该辊116施加和散布来自贮存器120的预定量的粉末,并且当其将粉末散布在用于建造该粉末床124的基板上时由驱动系统122操作。在其他实施例中,可以使用其他机构来分配粉末,例如刷子、刀片,利用贮存器120在构建平台110上的移动来分配粉末等。
44.用于熔合粉末颗粒的能量由能量输送系统/激光器102提供。激光束126被引导到粉末床124上,以选择性地熔化粉末114,用于熔合其颗粒。在许多实施例中,能量输送系统102可以采用多个激光器来加速制造。在其他实施例中,可以采用另一种形式的能源。
45.建造平台110限定了构建箱108的底部,并且安装有升降机112,用于在建造期间下降,并且用于在建造之后上升或者为建造做准备。粉末床124随着层的沉积而建造,并且正在构建的产品131-134在粉末床124内形成。当给定层的形成过程完成时,构建平台110可以降低层厚度的量,并且施加下一个粉末层。通过能量传递系统102施加激光束126在产品131-134轮廓内将最近添加的层与先前生成的层熔合。重复该过程,直到生成部件131-134的整个设计几何形状。粉末床124中的产品之间的未熔合的粉末可以重复使用。
46.在该实施例中,由粉末床124创建的产品131-134是具有复杂结构的大型物品,或者可以是更大物品的组件。具体而言,产品是用于车辆前部的格栅,其具有为空气通道提供开口的结构。格栅是具有高度美学和功能性的产品。格栅通常不能在增材制造过程中经济地形成,因为它们的尺寸(由车辆的尺寸决定)超过了构建箱中可用的尺寸。因此,产品131-134以如图1所示的收缩状态产生,这使得能够将一个或多个产品装配到构建箱108中。
47.参考图2,一个产品131被示意性地独立地示出为被完全构建并保持在收缩状态。产品131包括多个独立的互连构件,包括内部构件140和周边构件142。取决于产品的设计,内部构件140可以包括周边节段144。当重新配置成展开状态时,周边节段142可以形成产品周边的一部分。各种构件140、142通过关节146被一起包含在一个整体单元中,关节146可以是捕获打印类型(captured printed type)。这样,当处于打印完成后(as-printed)的收缩状态时,与完成的格栅相比,整体产品131被合并成相对较小的产品包。
48.图3-4示意性地示出了构件140、142在从收缩状态展开的过程中如何做出响应。在图3中,四个代表性的内部构件140显示为处于打印完成后的收缩状态。关节146被捕获,使得内部构件140通过打印完成后的的关节146连接在一起。在收缩状态下,产品131的图示区域具有被称为收缩长度150的尺寸。在图4中,内部构件140被显示为重新配置成展开状态,其中构件140已经围绕关节146相对于彼此旋转。在展开状态下,产品131的图示区域具有被称为展开长度152的尺寸,该尺寸显著大于收缩长度150。例如,在当前实施例中,展开长度152可以是收缩长度150的三倍。在许多实施例中,展开长度152是产品131的尺寸,如横向测量的格栅,横跨其相关车辆的前部。在其他实施例中,取决于产品131的设计细节,两种状态的尺寸差异可以不同,包括更大。虽然本公开描述了能够在以整体单元的形式中打印更大零件的优点,但是应该注意的是,使用增材制造扩展了可用于格栅的设计选项。例如,不能注射成型的复杂结构可以使用本文公开的增材制造方法来产生。
49.如图5所示,产品131被描绘成完全展开并锁定在一起的状态。内部构件140和周边构件142被移动到它们的最终设计位置和取向。如图所示,内部构件140的周边节段144已经移动到产品131的周边。关节146被锁定就位,使得构件140、142不再相对于彼此旋转。构件140、142之间的锁定可以通过整体闩锁、连结、熔合、焊接、弹性平均(elastic averaging)
或其他方式来实现。
50.图6示出了一个关节146的例子,其以打印的、捕获的方式形成。一个内部构件140打印有开口,在当前实施例中,该开口是完全延伸穿过构件140的圆形开口。另一内部构件140打印有突出的树状连接器162,该连接器162具有延伸穿过开口160的圆柱形部分164和设置在构件140的背面168之外的一系列倒钩166,将连接器162捕获在开口160中。具有开口160的构件140的前侧面向并设置为抵靠具有连接器162的构件140,具有足以允许构件140之间运动的间隙172。开口160和连接器162可以同时打印,在它们的配合表面之间具有小的间隙,从而在打印之后,构件通过彼此相对旋转而自由移动。图示的连接器162只是可以使用的经打印连接器类型的一个例子。倒钩166可以形成为使得关节146可以拆卸,或者它们可以形成为使得关节146可以不拆卸。图7示出了以非捕获状态打印的关节172的例子,其中构件140可以在产品131展开后扣合在一起。因此,打印完成后,连接器162不延伸穿过开口160。图8示出了这种方法对于周边节段144是有用的,其中图2的收缩状态下的产品131的尺寸可以在打印之后通过使用一些用于连接的非捕获关节172来优化。
51.参照图9、图10和图11,示意性地示出了产品171,该产品171被构建成在构建后通过运动而不是旋转来重新配置。如图9所示,在收缩状态下,产品171装配在构建室173内,多个互连构件被指定为堆叠在一起的构件174-178,在这种情况下为偏移布置。在其他实施例中,产品171可以以另一种收缩状态构建,例如,使得当如图10所示重新配置时,其缩回。在图11中,构件174-178被显示为重新配置成展开状态,其中构件174-178已经通过相对于彼此的平移而移动。产品171可以具有捕获的关节和/或可以用滑槽或其他结构构建,用于在打印后重新配置。例如,如图10所示,每个构件174-178包括滑槽179和/或销181。在该实施例中,滑槽179形成为相应构件174-177中的开槽开口,用于与相应构件175-178上的销181配合。滑槽179和销181可以在产品171被打印的同时被打印。在限定滑槽179的材料和它的配合销181之间留有间隙,以便在打印之后,构件174-178通过相对于彼此的平移而移动。在被重新配置之后,构件174-178可以在销181处者在构件174-178配合的其他位置处锁定就位或,例如通过整体闩锁、连结、熔合、焊接、弹性平均或者其他方式。
52.图12示出了产品131-134和额外产品135-137的整体背面支撑的使用。代表性内部构件140上的支撑件180可用于在以最终应用形式中组装产品131-137的时将产品131-137附接到配合结构。例如,对于图13所示的格栅,支撑件180可用于将产品131附接到车辆184的散热器框架182上。背面支撑件180被打印为整体单元的一部分,并且能够“戳穿”相同打印批次中的相邻产品,以实现更好的包装,从而降低成本。此外,当产品131-137以收缩状态运输时,戳穿特征允许更小的包装和增加的效率。图13还示出了将产品131组装到其应用中,其中背面支撑件180与散热器框架182连接。
53.参照图14,示出了过程200,该过程200可以使用增材制造系统100来执行,以使用单个机器在单个打印生产周期中构建任何产品131-137。过程200开始于设计(202)将要制造的产品131-137。过程200继续确定(204)产品131-137的构建配置。该配置被选择成匹配于单个构建箱108内,因此,相对于产品131-137在其最终应用中所要配置的状态,该配置被配置成收缩状态。确定(204)包括选择哪些构件将是内部构件140,哪些构件将是周边构件142,并且基于产品131-137的设计进行。确定(204)包括基于零件的设计和长度150、152之间期望的收缩状态减少程度来识别内部构件140是否以及哪些内部构件140可以具有周边
节段144。确定(204)包括定位所述关节146,关节146通常位于构件140、142之间的交叉部。确定(204)包括产品131-137的设计是否需要非捕获关节172及其位置,或者是否所有关节都可以是捕获型关节146。确定(204)包括在构建箱108中定位任何需要的背面支撑件180和产品131-137的取向,使得背面支撑件戳穿相邻产品131-137而不接触。
54.在确定(204)了包括连接策略和所需背面特征的收缩状态配置的情况下,过程200继续设置增材制造系统100,并在具有关节146、172和任何背面支撑件180的收缩状态下打印(206)产品131-137,如所确定的(204)。打印(206)可以通过任何数量的可应用的增材制造工艺来执行,并且包括在单个构建箱108中以收缩状态打印一个或多个产品131-137。在完成打印206之后,产品131-137从构建箱108中移除208,并且任何散落的粉末可以被回收。
55.打印完成后产品131-137可以在收缩状态下运输到能利用背面支撑件180的戳穿特点的另一个设施,或者产品可以在进行打印206的同一地点完成。在任一情况下,过程200包括展开(210)产品131-137并将关节146、172锁定(212)就位,使得产品131-137处于刚性状态。如上所述,许多过程/方法可用于锁定212。可以在产品131-137上执行任何期望的步骤,例如精加工、电镀、涂漆等。过程200结束于将产品131组装(214)到其应用中,例如将格栅组装到车辆中。组装包括将任何背面支撑件180与它们在应用中的配合结构连接。
56.通过这里公开的实施例,以前不能在单个构建箱中一次打印的大型产品可以更有效地打印。产品可以以收缩状态打印、展开、锁定就位,然后用于它们的应用中。该方法适用于具有互连细长构件的网格状结构的产品,例如车辆格栅,以及其他类型的设计。这种方法能够为新的产品类别解锁增材制造的设计灵活性优势。
57.虽然在前面的详细描述中已经给出了至少一个示例性实施例,但是应当理解,存在大量的变化。还应当理解,一个或多个示例性实施例仅是示例,并不旨在以任何方式限制本公开的范围、适用性或配置。相反,前面的详细描述将为本领域技术人员提供实现一个或多个示例性实施例的便利路线图。应当理解,在不脱离所附权利要求及其法律等同物中阐述的本公开的范围的情况下,可以对元件和/或步骤的功能和布置进行各种改变。
58.应当理解,在不脱离所附权利要求及其法律等同物中阐述的本公开的范围的情况下,可以对元件和/或步骤的功能和布置进行各种改变。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1