车辆用内饰件的制作方法
1.本发明涉及一种安装于被安装部的车辆用内饰件。
背景技术:
2.以往,在汽车等车辆中,当在车厢内安装添加装饰性或可见性的功能零件的内饰件时等,使用组合部件彼此的结构。例如,在构成汽车的仪表板的多个面板之间保持发光体的结构中,已知具有将这些面板重叠的结构(例如,参考专利文献1)。
3.专利文献1:日本特开2014-201111号公报(第4-8页、图1)
4.在如此组合多个部件的结构的情况下,需要降低各部件的尺寸的偏差的影响。
5.并且,近年来,使仪表板的外观轻薄的设计已成为主流,并且,假设自动驾驶车辆,还需要确保尽可能较大且舒适的车厢空间,因此要求内饰件也安装于有限的空间。
技术实现要素:
6.本发明是鉴于这种情况而完成的,其目的在于提供一种能够在抑制尺寸偏差的影响的同时以节省空间的方式组装第一部件和第二部件的车辆用内饰件。
7.技术方案1所述的车辆用内饰件为安装于被安装部的车辆用内饰件,其具备:形成为长条状的第一部件、固定于该第一部件的背面侧的第二部件、形成于所述第一部件和所述第二部件中的任一个部件且卡固于所述被安装部的卡固部、将所述第一部件和所述第二部件彼此定位的定位部及将所述第一部件和所述第二部件彼此固定的固定部,所述卡固部、所述定位部及所述固定部在与所述第一部件的长边方向交叉的方向上并排配置。
8.技术方案2所述的车辆用内饰件在技术方案1所述的车辆用内饰件中,所述第二部件具有插入孔,所述卡固部形成于所述第一部件,插入于所述插入孔中并卡固于所述被安装部。
9.(发明效果)
10.根据技术方案1所述的车辆用内饰件,在与第一部件的长边方向交叉的方向上并排配置卡固部、定位部及固定部,因此能够在抑制尺寸偏差的影响的同时以节省空间的方式组装第一部件和第二部件。
11.根据技术方案2所述的车辆用内饰件,除了利用技术方案1所述的车辆用内饰件的效果以外,还能够利用第一部件的强度来稳定地安装于被安装部。
附图说明
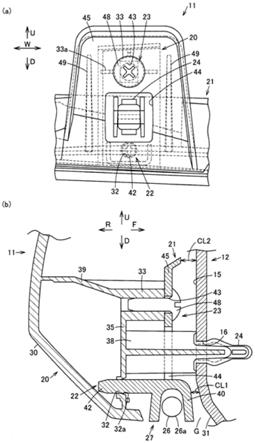
12.图1表示本发明的一实施方式的车辆用内饰件,图1(a)是从第二部件侧观察的主视图,图1(b)是图1(a)的中央剖视图。
13.图2是表示上述车辆用内饰件的第一部件的一部分的立体图。
14.图3是表示上述车辆用内饰件的第二部件的一部分的立体图。
15.图4是具备上述车辆用内饰件的汽车零件的一部分的立体图。
16.(附图标记说明)
17.11-作为车辆用内饰件的面板,15-被安装部,20-第一部件,21-第二部件,22-定位部,23-固定部,24-卡固部,44-插入孔。
具体实施方式
18.以下,参考附图对本发明的一实施方式进行说明。
19.在图4中,10为仪表板。仪表板10位于作为交通工具的车辆的汽车的车厢内的前排座位的前方,是与前排座位的乘客对置地安装在车身上的作为内饰件的汽车零件。另外,以下,对于前后、上下及两侧等方向,以车身的直行方向为基准进行说明,箭头f方向为前方,箭头r方向为后方,箭头u方向为上方,箭头d方向为下方,箭头w方向为车宽方向。图4所示的仪表板10以左座驾驶车辆的副驾驶前方为例进行了说明,但在右座驾驶车辆的情况下,基本上将左右方向翻转即可。
20.仪表板10在车宽方向上形成为较长。仪表板10形成有安装有作为车辆用内饰件的面板11的面板安装部12。
21.如图1(b)所示,面板安装部12具有支撑面板11的被安装部15。被安装部15沿上下方向形成为平面形状。被安装部15形成有用于卡固面板11的支撑部16。在本实施方式中,支撑部16为贯穿孔,在作为板厚方向的前后方向上贯穿被安装部15而形成。
22.并且,面板11与乘客对置地配置,并且组合第一部件20、第二部件21而构成。第一部件20和第二部件21在通过定位部22彼此定位,并通过固定部23彼此固定的状态下,通过卡固部24卡固于面板安装部12的被安装部15。并且,面板11上安装有作为装饰部的照明部26,并且由面板11和照明部26构成作为交通工具用照明装置(车辆用照明装置)的(交通工具用)间接照明装置27。
23.图1(a)、图1(b)及图2所示的第一部件20构成仪表板10的面板主体。第一部件20例如通过合成树脂等的部件而一体成型。第一部件20形成为沿着两侧方向即车宽方向具有长边方向的长条状。第一部件20具备第一部件主体部30。第一部件主体部30在第一部件20中位于最后侧即乘客侧,是成为第一部件20的设计表面的部分。第一部件主体部30形成为长条状。并且,第一部件主体部30的下端部在面板安装部12相对于沿被安装部15的下方延伸的延伸部31向后方分开地配置。因此,第一部件主体部30与延伸部31之间形成有向下方开口的照射开口g。照射开口g形成为沿车宽方向延伸的狭缝状。
24.并且,第一部件20具备形成定位部22的一部分的第一定位部32及形成固定部23的一部分的第一固定部33。此外,在本实施方式中,卡固部24形成于第一部件20。并且,在本实施方式中,第一定位部32、第一固定部33及卡固部24形成于第一形成部35。
25.第一定位部32在图示的例子中为孔部。在本实施方式中,第一定位部32为圆孔。第一定位部32在前后方向、即第一部件20与第二部件21的固定方向上贯穿第一形成部35而形成。第一定位部32的周边部形成有作为引入部的倾斜部32a。倾斜部32a朝向作为第二部件21侧的前侧扩展。
26.第一固定部33在图示的例子中为螺钉凸台。即,第一固定部33形成为圆筒状。第一固定部33以将轴向作为前后方向而配置。第一固定部33从第一形成部35向前突出。第一固定部33的周围形成有作为加强部的肋33a。
27.卡固部24在图示的例子中为插入并卡合于支撑部16的夹子。卡固部24从第一形成部35向前突出。卡固部24配置于从第一形成部35向前突出的安装座部38的末端部。安装座部38与第一固定部33平行或大致平行地形成,在本实施方式中,相对于第一形成部35向与第一固定部33相同的方向突出。此外,安装座部38的末端部比第一固定部33更向前方延伸。因此,卡固部24位于比第一固定部33更靠前方的位置。并且,安装座部38限制卡固部24相对于支撑部16的插入位置即前后方向的位置。
28.并且,第一定位部32、第一固定部33及卡固部24在与第一部件20的长边方向交叉的方向、在本实施方式为上下方向上并排配置。在图示的例子中,第一固定部33、卡固部24及第一定位部32从上侧向下侧依次并排配置在一条直线上。即,以卡固部24为基准,第一定位部32和第一固定部33位于彼此相反的一侧。
29.第一形成部35在图示的例子中形成为板状。第一形成部35位于第一部件主体部30的背面侧、即第一部件主体部30的前侧,并与第二部件21的后部对置。第一形成部35在与第一部件主体部30的长边方向交叉的方向、在本实施方式中在上下方向上形成为较长的四边形状。第一形成部35中,作为一端部的上端部通过沿前后方向延伸的连结部39与第一部件主体部30的背面连结,作为另一端部的下端部与第一部件主体部30的背面直接连结。
30.图1(a)、图1(b)及图3所示的第二部件21被夹在并容纳在第一部件20与面板安装部12之间,基本上不暴露在外部。第二部件21例如通过合成树脂等的部件而一体成型。例如,第二部件21通过比第一部件20更软的合成树脂等部件而成型。第二部件21形成为沿着两侧方向即车宽方向具有长边方向的长条状。第二部件21具备第二部件主体部40。第二部件主体部40是在第二部件21中位于最下侧并保持照明部26的保持部。即,第二部件21是保持照明部26的保持部件。第二部件主体部40向下侧开口而形成,在两侧方向即车宽方向上呈长条状。第二部件主体部40面向照射开口g而设置。
31.并且,第二部件21具备形成定位部22的一部分的第二定位部42及形成固定部23的一部分的第二固定部43。此外,在本实施方式中,作为供卡固部24插入的释放孔的插入孔44形成于第二部件21。并且,在本实施方式中,第二定位部42、第二固定部43及插入孔44形成于第二形成部45。
32.第二定位部42在图示的例子中为突起部。在本实施方式中,第二定位部42为向后压入第一定位部32的线状部。第二定位部42从第二形成部45向后突出。第二定位部42的基端部形成有插入限制部47。插入限制部47限制第二定位部42相对于第一定位部32的插入位置、即前后方向的位置。插入限制部47是沿着作为两侧方向的车宽方向、即第二部件主体部40的长边方向形成,并在上下方向上具有厚度方向的肋。插入限制部47形成于第二形成部45的后部。
33.第二固定部43在图示的例子中为螺钉支撑孔部。在本实施方式中,第二固定部43为圆孔,第二固定部43沿前后方向、即第一部件20与第二部件21的固定方向贯穿第二形成部45而形成。第二固定部43通过使第一部件20和第二部件21通过定位部22彼此定位而与第一固定部33对位,并以与第一固定部33同轴状设置。与第一固定部33对位的第二固定部43中被插入固定部件48。固定部件48在本实施方式中为自攻螺钉。固定部件48从前侧插入到第二固定部43并拧入第一固定部33,以紧固第一部件20和第二部件21。
34.插入孔44在图示的例子中是比第二固定部43更靠左右方向及上下方向上宽的角
孔。插入孔44在前后方向上贯穿第二形成部45而形成。插入孔44通过使第一部件20和第二部件21通过定位部22彼此定位而与卡固部24对位并供卡固部24插入。
35.并且,第二定位部42、第二固定部43及插入孔44在与第一部件20的长边方向交叉的方向、在本实施方式为上下方向上并排配置。在图示的例子中,第二固定部43、插入孔44及第二定位部42从上侧向下侧依次并排配置在一条直线上。
36.第二形成部45在图示的例子中形成为板状。第二形成部45从第二部件主体部40的上部沿上方形成,并与第一部件20的第一形成部35向前后分开地对置。第二形成部45在与第二部件主体部40的长边方向交叉的方向、在本实施方式中在上下方向上形成为较长的四边形状。第二形成部45形成有加强部49。加强部49形成于第二形成部45的背面侧、即第一部件20侧(与第一形成部35对置的一侧)。在本实施方式中,加强部49为分别位于第二定位部42、第二固定部43及插入孔44的两侧,并沿上下方向延伸的肋。
37.照明部26构成为通过发光体26a引导来自具有led等发光元件的光源部的光。发光体26a例如沿两侧方向即车宽方向形成。光源部由交通工具(车辆)用的电源部供电。发光体26a例如形成为圆形截面形状的管状,保持于第二部件21的第二部件主体部40,并能够面向照射开口g的上部。
38.并且,面板11组装预成型的第一部件20和第二部件21。
39.即,第一部件20和第二部件21通过将第一定位部32和第二定位部42进行对位而使卡固部24与插入孔44及第一固定部33与第二固定部43分别对位。此时,通过在加强部49、49之间设置第一部件20的第一形成部35,第一部件20与第二部件21的长边方向的位置相对得到限制,第一定位部32与第二定位部42的对位变得容易。
40.在该状态下,以彼此接近的方式按压第一部件20和第二部件21时,第二定位部42被压入第一定位部32,卡固部24插入到插入孔44,并且第一固定部33与第二固定部43彼此重叠。此外,经由第二固定部43将固定部件48插入并紧固于第一固定部33,从而第一部件20和第二部件21彼此固定。照明部26可以在组装第一部件20和第二部件21之前预先保持于第二部件21,也可以在组装第一部件20和第二部件21之后,在第二部件21的第二部件主体部40安装发光体26a。
41.并且,以这种方式组装第一部件20和第二部件21的面板11安装于面板安装部12的被安装部15。即,面板11通过将卡固部24从后方压入被安装部15的支撑部16而以一触安装于面板安装部12的被安装部15。在该状态下,固定部23、卡固部24、定位部22在与第一部件20的长边方向交叉的方向上从上侧到下侧依次排列在一条直线上、即相同截面上。并且,面板11通过使安装座部38与被安装部15的前表面抵接,相对于被安装部15(面板安装部12)在前后方向上得到限制,并确保第二部件21与被安装部15(面板安装部12)的间隙。在图示的例子中,第二形成部45与被安装部15(面板安装部12)的间隙cl2成为比第二部件21的第二部件主体部40与被安装部15(面板安装部12)的间隙cl1大的状态。
42.结果,在面板11的第一部件20的下端部与延伸部31之间形成向下方开口的照射开口g,并构成照明部26的发光体26a面向其照射开口g而设置的间接照明装置27。
43.并且,通过间接照明装置27经由照射开口g向下方照射光,从而装饰位于仪表板10的下方的手套箱等被照射部,并且提高其可见性。
44.如上所述,根据一实施方式,在与第一部件20的长边方向交叉的方向上并排配置
卡固部24、定位部22及固定部23,因此能够在抑制尺寸偏差的影响的同时以节省空间的方式组装第一部件20和第二部件21。
45.并且,第二部件21由相对软的合成树脂形成,因此通过在一般比第二部件21强度高的第一部件20形成卡固部24,由此能够利用第一部件20的强度稳定地安装于被安装部15。
46.尤其,卡固部24紧邻定位部22,即卡固部24与定位部22之间不存在固定部23,例如第一部件20、第二部件21即使为软质材料等变形大的部件,也不易产生变形偏差,几乎不影响对被安装部15的尺寸偏差及变形偏差。因此,即使将面板11与面板安装部12的间隙设定得更窄,也不易产生由于这些接触而引起的异常噪音,因此能够最小化这些间隙,并且能够使仪表板10在前后方向上变薄,能够提高外观。
47.另外,在上述实施方式中,定位部22的第一定位部32与第二定位部42的关系及固定部23的第一固定部33与第二固定部43的关系分别可以是相反的。即,可以将第一定位部32作为突起部,将第二定位部42作为孔部,将第一固定部33作为螺钉支撑孔部,将第二固定部43设为凸起状。
48.并且,卡固部24可以代替第一部件20形成于第二部件21上。
49.此外,对在将长边方向设为车宽方向的面板11上沿上下方向并排配置定位部22、卡固部24及固定部23的构成进行了说明,但是并不限定于此,即使为在车高方向即上下方向上具有长边方向的面板上沿车宽方向并排配置定位部22、卡固部24及固定部23的结构也能够起到相同的作用效果。
50.(产业上的可利用性)
51.本发明能够适用于提高例如汽车等车辆的装饰性的车辆用内饰件。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1