座椅倾斜装置的制作方法
1.本实用新型涉及一种能够调节座椅靠背相对于安装在车辆上的座垫的角度位置的座椅倾斜装置以及一种制造该座椅倾斜装置的方法。
背景技术:
2.作为这种类型座椅倾斜装置的示例,已知在日本专利申请公开文本no.2013-094375(下文中称为“jp2013-094375a”)中描述的座椅倾斜装置。
3.该座椅倾斜装置设置有:内部齿构成部件,该内部齿构成部件通过从轴向方向半冲切而形成,以便在它的环形内周表面上有多个内部齿;外部齿构成部件,该外部齿构成部件在它的环形外周表面上有多个外部齿,该外部齿的齿数比内部齿构成部件的内部齿的齿数少1或2;圆柱形凸台部分,该圆柱形凸台部分成一体地形成在内部齿构成部件的中心孔的孔边缘处;以及大直径孔,该大直径孔形成在外部齿构成部件的内侧,且直径大于凸台部分的外径。另外,在内部齿与外部齿啮合的状态下,一对楔形部件布置在形成于大直径孔的内周表面与凸台部分的外周表面之间的偏心空间中,还设置了用于周向推动在偏心空间中的楔形部件的驱动部件。
4.该驱动部件设置有:圆柱形部分,该圆柱形部分可旋转地布置在凸台部分内部;凸缘部分,该凸缘部分沿圆柱形部分的轴向方向成一体地设置在一个端部分上,以便覆盖各楔形部件的侧表面;以及推动部件,该推动部件成一体地设置在圆柱形部分的外周侧,以便通过周向推动各楔形部件而释放楔形作用。
5.然后,在驱动部件中,旋转驱动力从电马达通过沿轴向方向形成于圆柱形部分的内周表面上的内花键孔来传递,且当推动部分通过旋转驱动力来使得各楔形部件旋转一圈时,内部齿与外部齿的接合通过在内部齿的齿数和外部齿的齿数之间的差异而变化,内部齿构成部件和外部齿构成部件的相对旋转角度发生移位,因此座椅靠背的角度位置发生移位。
技术实现要素:
6.这里,在jp2013-094375a的座椅倾斜装置中,形成于驱动部件的圆柱形部分处的内花键孔(内花键齿)形成在圆柱形部分的内周表面的轴向方向的整个长度上。在内花键齿例如通过具有压制成形的冲压而形成的情况下,内花键齿形成为使得沿该内花键齿轴向方向的长度变长。在轴向较长的内花键齿中,沿轴向方向的内花键齿的基本一半形成为具有高精度,剩余一半成为断裂表面。因此,该剩余一半对旋转驱动力的传递没有贡献。换句话说,当考虑到来自电马达的旋转驱动力的大小时,并不必须在圆柱形部分的整个长度上形成内花键齿以及因此进行无用的加工或形成无用的形状。
7.本实用新型用于解决至少一部分上述问题,本实用新型的目的是提供一种座椅倾斜装置,其中,具有与凸缘部分基本相同厚度的壁部分成一体地设置在驱动部件中圆柱形部分的远端部分的内周上,且通过使得内部齿形成于该壁部分上,能够抑制无用的加工或
形成无用的形状。
8.本实用新型的座椅倾斜装置包括:内部齿构成部件,该内部齿构成部件在它的环形内周表面上有通过沿轴向方向半冲切而形成的多个内部齿;外部齿构成部件,该外部齿构成部件在它的环形外周表面上有多个外部齿,这些外部齿与内部齿构成部件的内部齿啮合,该外部齿的齿数比内部齿的齿数少1或2;圆柱形凸台部分,该圆柱形凸台部分设置在内部齿构成部件和外部齿构成部件中的一个上;大直径孔,该大直径孔有内周表面,该内周表面的内径大于凸台部分的外周表面的外径,且凸台部分插入该大直径孔中,该大直径孔设置在内部齿构成部件和外部齿构成部件中的另一个上;偏心部件,在内部齿与外部齿啮合的状态下,该偏心部件布置在形成于凸台部分的外周表面和大直径孔的内周表面之间的偏心空间中;以及驱动部件,该驱动部件设置成周向旋转和驱动在偏心空间中的偏心部件,其中,整个驱动部件通过金属板材料的压制成形而形成,且驱动部件设置有:圆柱形部分,该圆柱形部分可旋转地支承在凸台部分内;凸缘部分,该凸缘部分沿圆柱形部分的轴向方向成一体地设置在第一端部分处,以便面向偏心部件的一个侧表面;以及推动部分,该推动部分成一体地设置在凸缘部分的外周侧上,以便设置成通过周向推动偏心部件来释放偏心部件的楔形作用,且壁部分沿圆柱形部分的轴向方向成一体地形成在第二端部分的内周表面上,并在它的中部形成有内部齿部分,该内部齿部分与马达的输出轴啮合。
附图说明
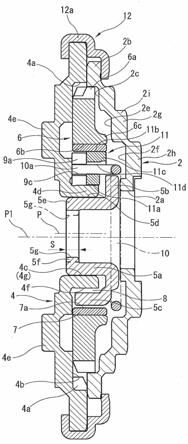
9.图1是本实用新型实施例的座椅倾斜装置的主要部件剖视图。
10.图2是本实施例的座椅倾斜装置的主要构成部件的分解透视图。
11.图3是表示本实施例中使用的内部齿构成部件和外部齿构成部件的内部齿和外部齿相互啮合的状态的视图。
12.图4是本实施例中使用的驱动衬套在从内部齿构成部件的方向观察时的透视图。
13.图5是在从内部齿构成部件的相反方向观察驱动衬套时的透视图。
14.图6a是驱动衬套的正视图,图6b是驱动衬套的侧视图,图6c是驱动衬套的平面图,图6d是驱动衬套的后视图。
15.图7是驱动衬套沿图6a的线a-a的剖视图。
具体实施方式
16.2020年10月29日提交的日本专利申请2020-181004的全部内容结合到本技术中,作为参考。
17.下面将基于附图解释根据本实用新型的座椅倾斜装置的实施例。
18.图1是本实用新型实施例的座椅倾斜装置的主要部件剖视图。图2是本实施例的座椅倾斜装置的主要构成部件的分解透视图。图3是表示本实施例中使用的内部齿构成部件和外部齿构成部件的内部齿和外部齿相互啮合的状态的视图。
19.如图1和图2中所示,座椅倾斜装置设置有:盖部件2,该盖部件2与设置在座垫(未示出)上的座垫侧臂1连接;内部齿构成部件4,该内部齿构成部件4与设置在座椅靠背(未示出)上的后侧臂3连接;驱动衬套5,该驱动衬套5是驱动轴(未示出)穿过其插入、以便由驱动轴可旋转地和成一体地驱动的驱动部件,该驱动轴是由设置在座椅靠背侧的电马达(未示
出)可旋转地驱动的输出轴50;以及外部齿构成部件6,该外部齿构成部件6与盖部件2成一体地连接。当沿正方向或反方向的旋转驱动力通过电马达而施加至驱动衬套5时,内部齿构成部件4相对于盖部件2沿与驱动衬套5的旋转方向相反的方向旋转,同时以高减速比来降低它的旋转速度。
20.如图1和图2中所示,盖部件2通过半冲切通过铁基金属材料的压制成形、以便形成盘形而形成,插入孔2a穿过盖部件2的中部而形成,电马达的输出轴50穿过该插入孔2a插入。另外,第一圆弧形凹入部分2c形成于盖部件2的环形外周部分2b的内周上。盖部件2的配合内部齿部分2d沿周向方向间断地形成于第一圆弧形凹入部分2c的内周表面上,外部齿构成部件6的后面所述外部齿6a的一部分与该内部齿部分2d压配合。
21.另外,在第一圆弧形凹入部分2c的径向内侧形成有用于容纳外部齿构成部件6的后面所述圆柱形凸出部分6c的第二圆弧形凹入部分2e,用于容纳后面所述环形弹簧10的第三圆弧形凹入部分2f形成于第二圆弧形凹入部分2e的径向内侧。第二圆弧形凸起部分2g形成于第二圆弧形凹入部分2e的后表面侧,第三圆弧形凸起部分2h形成于第三圆弧形凹入部分2f的后表面侧。另外,第二圆弧形凹入部分2e在沿周向方向等间隔的位置处设置有多个径向向外凸出的配合凸起2i(在本实施例中,六个配合凸起)。配合凸起2i分别与通过焊接而形成于座垫侧臂1上的六个配合凹入部分1a配合。
22.如图1和图2中所示,内部齿构成部件4由铁基金属材料制成,形成为盘形状,并在径向内侧在内部齿构成部件4的外周部分的盖部件2侧形成有环形凹入部分4b。环形凹入部分4b的内周表面形成有多个通过半冲切而形成的内部齿4a。另外,圆柱形凸台部分4d成一体地设置为从通孔4c的盖部件2侧的孔边缘轴向伸出,该通孔4c通过穿透内部齿构成部件4的中部而形成。另外,朝向后侧臂3凸出的多个凸起部分4e(在本实施例中,6个凸起部分)在沿周向方向等间隔的位置处设置于内部齿构成部件4的内部齿4a和凸台部分4d之间。凸起部分4e通过利用压制成形的模压而形成,并与形成于后侧臂3上的相应6个固定孔3a配合,然后通过焊接来固定。
23.外部齿构成部件6由铁基金属材料制成,形成为盘形状,并在它的外周表面上形成有多个外部齿6a。外部齿6a的、图1中的右侧部分压配合在盖部件2的配合内部齿部分2d上,以便与盖部件2成为一体,且外部齿6a的、图1中的左侧部分与内部齿构成部件4的内部齿4a接合。
24.外部齿构成部件6的外部齿6a的齿数设置为比内部齿构成部件4的内部齿4a的齿数少1或2。因此,如图3中所示,内部齿构成部件4的内部齿4a和外部齿构成部件6的外部齿6a的啮合处于这样的状态,其中,外部齿构成部件6的中心p相对于内部齿构成部件4的中心p1偏心,且内部齿4a和外部齿6a沿周向方向在一部分处相互啮合。
25.外部齿构成部件6在它的中部形成有大直径孔6b,该大直径孔6b与外部齿6a同心,且圆柱形凸出部分6c成一体地形成在该大直径孔6b的盖部件2侧的孔边缘处。圆柱形凸出部分6c的内周表面用作大直径孔6b的一部分。
26.作为环形滑动轴承的金属轴承7装配和固定在大直径孔6b的内周表面上。金属轴承7形成为使得金属轴承7的轴向长度与大直径孔6b(该大直径孔6b包括圆柱形凸出部分6c的内周表面)的轴向长度基本相同。这样,由于金属轴承7的轴向长度设置成与大直径孔6b的轴向长度基本相同,因此金属轴承7的内周表面7a和引导板11的外周表面11b的滑动接触
面积能够增大,以便降低在滑动时的表面压力。
27.环形弹簧10轴向布置在驱动衬套5的凸缘部分5b和盖部件2的内表面之间,并在它们的、彼此面对的相应远端部分处设置有凸出端部分10a、10a,该凸出端部分朝向楔形部件9、9侧凸出。
28.偏心空间8形成在金属轴承7的内周表面7a和内部齿构成部件4的凸台部分4d的外周表面4f之间。
29.如图3中所示,一对楔形部件9、9布置在偏心空间8中,该对楔形部件9、9是具有彼此面对的基部端部分9a、9a的偏心部件。该对楔形部件9、9各自形成为圆弧形状,且楔形部件9、9的厚度从基部端部分9a、9a朝向相应楔形部件9、9的远端部分9b、9b减小。基部端部分9a、9a的远端表面形成有相应的半圆形弹簧锁槽9c、9c。
30.另外,如图1至图3中所示,一对楔形部件9、9通过环形弹簧10而沿周向彼此分离的方向偏压,该环形弹簧10是具有凸出端部分10a、10a的弹簧部件,该凸出端部分10a、10a从彼此相反的方向锁定在相应弹簧锁定槽9c、9c中。也就是,在外部齿构成部件6的外部齿6a和内部齿构成部件4的内部齿4a的啮合时,一对楔形部件9、9通过环形弹簧10的弹簧力沿周向彼此分离的方向偏压,以便总是保持没有反冲的状态。通过楔形作用和环形弹簧10的偏压力,在偏心空间8中在外部齿6a和内部齿4a之间的中心距离(偏心量)增加,且外部齿构成部件6向上推动至图3中的上侧。因此,外部齿6a与内部齿4a深深地接合,产生没有反冲的状态,且在凸台部分4d和内部齿4a之间保持这样的状态,其中,在外部齿构成部件6和一对楔形部件9、9之间没有间隙。
31.另外,引导板11沿楔形部件9、9的轴向方向布置在一侧表面侧,且在偏心空间8中,楔形部件9、9布置在内部齿构成部件4侧,引导板11布置在盖部件2侧。
32.引导板11由铁基金属材料制成,并形成基本圆弧形状,以使得引导板11的内周表面11a形成为具有与凸台部分4d的外周表面4f基本相同的曲率半径。另外,引导板11的外周表面11b具有与金属轴承7的内周表面7a基本相同的曲率半径。引导板11可沿周向方向在偏心空间8内运动,同时使得在外部齿6a和内部齿4a之间的中心距(偏心量)保持恒定。
33.另外,如图1和图2中所示,引导板11在它的盖部件2侧的一侧表面上成一体地设置有圆弧形凸出部分11c,并通过穿透其而在凸出部分11c的下侧沿周向方向的中间位置处形成有圆弧形长孔11d,环形弹簧10的凸出端部分10a、10a插入该圆弧形长孔11d。
34.驱动衬套5布置在引导板11和盖部件2之间,该驱动衬套5设置成沿周向方向推动一对楔形部件9、9,以便沿周向方向旋转。
35.图4是在本实施例中使用的驱动衬套5在从内部齿构成部件4的方向观察时的透视图。图5是驱动衬套5在从内部齿构成部件4的相反方向观察时的透视图。图6a是驱动衬套5的正视图,图6b是驱动衬套5的侧视图,图6c是驱动衬套5的平面图,图6d是驱动衬套5的后视图。图7是驱动衬套5沿图6a的线a-a的剖视图。
36.整个驱动衬套5通过具有预定厚度的铁基金属板材料的压制成形而形成,且如图1和图4至图7中所示,驱动衬套5设置有:圆柱形部分5a,该圆柱形部分5a可旋转地支承在内部齿构成部件4的凸台部分4d内部;凸缘部分5b,该凸缘部分5b沿圆柱形部分5a的轴向方向成一体地设置在第一端部分上,以便覆盖楔形部件9、9的侧表面;推动部分5c,该推动部分5c成一体地设置在凸缘部分5b的外周侧,并设置成通过周向推动楔形部件9、9来释放楔形
作用;以及壁部分5f,该壁部分5f沿圆柱形部分5a的轴向方向成一体地形成在第二端部分的内周表面上。
37.圆柱形部分5a的外周表面5d的外径形成为比凸台部分4d的内周表面4g的内径稍微更小,以便可在凸台部分4d内旋转,环形壁部分5f成一体地设置在远端部分5e(该远端部分5e是圆柱形部分5a的第二端部分)的内周表面上。
38.壁部分5f形成有内花键齿5g,该内花键齿5g形成为具有根部表面的环形内部齿部分,且根部表面的直径稍微小于圆柱形部分5a的内径。内花键齿5g与形成于驱动轴(未示出)的外周上的外花键齿啮合,以便花键连接,该驱动轴沿轴向方向与电马达(未示出)的输出轴50连接。
39.另外,壁部分5f(内花键齿5g)形成为沿轴向方向的厚度s与各圆柱形部分5a和凸缘部分5b的厚度基本相同。
40.也就是,在制造时,驱动衬套5的圆柱形部分5a、凸缘部分5b、推动部分5c和壁部分5f通过如下方法形成:将铁基金属板材料压制成形(以便轴向拉制),并对它进行弯曲和推动处理,从而形成横截面为基本曲柄形状的驱动衬套5。
41.然后,壁部分5f通过具有沿轴向方向压制成形的冲压而形成,以便形成内花键齿5g,该内花键齿5g的根表面的直径小于圆柱形部分5a的内径。因此,壁部分5f(内花键齿5g)设置成具有与圆柱形部分5a等的厚度相同的厚度s。
42.凸缘部分5b形成环形状,并在它的外周部分上设置有推动部分5c。另外,弧形槽5h形成在与推动部分5c径向相对的位置处。弧形槽5h形成在与引导板11的弧形长孔11d交叠的位置处,以便环形弹簧10的凸出端部分10a、10a沿轴向方向配合和插入。如图7中所示,凸缘部分5b在它的外周部分上(除了弧形槽5h的中部部分)形成有环形凹入部分5k,以便朝向圆柱形部分5a的凸出方向偏移,且环形弹簧10中的环形部分的一部分布置在该凹入部分5k中。
43.凸缘部分5b的偏移外周部分形成为使得凸缘部分5b在圆柱形部分5a侧的一侧表面的、由图6a中阴影表示的部分与引导板11接触。另外,凸缘部分5b的内侧部分形成为使得在圆柱形部分5a相反侧的另一侧表面的、由图6d中阴影表示的部分与盖部件2的插入孔2a的、靠近孔边缘的内侧表面接触。由此,凸缘部分5b能够限制引导板11和一对楔形部件9、9沿轴向方向的运动,以便防止它们滑落。
44.推动部分5c在凸缘部分5b的、图6a中的下侧成一体地形成为弧形状,以便朝向偏心空间8轴向凸出,使得通过电马达的旋转驱动力,推动部分5c沿周向方向的端表面5j、5j周向推动一对楔形部件9、9的相应远端部分,以便释放楔形作用。
45.另外,如图1和图2中所示,盖部件2和内部齿构成部件4的外周部分通过连接环12而相互组合,以使得盖部件2和内部齿构成部件4可相对旋转,同时沿轴向方向调整,以便使得外部齿构成部件6、楔形部件9、9和引导板11的、布置在内部的构成部件轴向交叠。如图2中所示,在组合之前,连接环12形成圆柱形形状,它的外周端部分12a沿轴向方向延伸,组合之后,如图1中所示,外周端部分12a朝向中心径向弯曲。
46.本实施例的工作效果
47.下面将介绍本实施例的基本动作。当驱动衬套5通过电马达的输出轴50的旋转驱动而沿任何方向旋转时,驱动衬套5的推动部件5c周向推动一对楔形部件9、9中的一个楔形
部件的狭窄远端部分。这时,环形弹簧10稍微压缩,另一个楔形部件9、9通过压缩而沿与驱动衬套5的旋转方向相同的方向稍微转动,楔形部件9的接合释放,然后,楔形作用消除。
48.然后,引导板11在偏心空间8中在内部齿构成部件4的凸台部分4d的外周表面4f和外部齿构成部件6的金属轴承7的内周表面7a之间滑动,同时保持在外周表面4f和和内周表面7a之间的偏心量恒定,一对楔形部件9、9和引导板11在偏心空间8内周向转动。因此,外部齿构成部件6的外部齿6a和内部齿构成部件4的内部齿4a的啮合部分周向运动。当啮合部分一旦旋转时,由于外部齿6a的齿数比内部齿4a的齿数少一或二,因此具有内部齿4a的内部齿构成部件4通过在外部齿6a的齿数和内部齿4a的齿数之间的差而沿与啮合部分的转动方向相反的方向旋转。也就是,当驱动衬套5相对于固定在座垫侧臂2上的盖部件2旋转时,内部齿构成部件4与靠背侧臂3一起沿与驱动衬套5的旋转方向相反的方向旋转,同时以高减速比来降低它的旋转速度。
49.因此,座椅靠背相对于座垫转动。当驱动衬套5的旋转停止时,一对楔形部件9、9通过环形弹簧10的偏压力而咬入在凸台部分4d的外周表面4f和金属轴承7的内周表面7a之间的楔形形状中,并锁定。
50.一对楔形部件9、9在锁定时咬入在凸台部分4d的外周表面4f和金属轴承7的内周表面7a之间,从而抑制在外部齿6a和内部齿4a之间的反冲。引导板11能够在咬入被释放的状态中在凸起部分4d的外周表面4f和金属轴承7的内周表面7a之间平滑滑动。这样,通过将功能分散至一对楔形部件9、9和引导板11,座椅靠背相对于座垫的转动平稳地执行。
51.另外,在本实施例中,由于驱动衬套5通过压制成形而由一个金属板材料形成,使得圆柱形部分5a、圆柱形部分5a的壁部分5f(包括内花键齿5g)以及凸缘部分5b形成为具有基本相同厚度,内花键齿5g的厚度比普通内花键齿更薄,因此能够便宜地形成驱动衬套5,同时减少无用形状。
52.特别是,驱动衬套5通过压制成形而形成,而并不较大地改变具有较薄厚度的板(该板作为金属材料)的厚度,从而能够降低机械加工成本。
53.换句话说,在内花键5g的材料的板厚度变化成与凸缘部分5b的厚度不同的情况下,必须增加压制成形机器的压制吨位,且机械加工成本增加。不过,在本实施例中,不需要改变板厚度,从而抑制了机械加工成本的增加。
54.而且,如上所述,驱动衬套5的圆柱形部分5a、凸缘部分5b、推动部分5c和壁部分5f通过压制成形而成一体地形成,以使得驱动衬套5形成基本曲柄形状的横截面。另外,内花键齿5g通过冲压而形成于壁部分5f上,该内花键齿5g的根表面直径比圆柱形部分5c的内径稍微更小。
55.这样,整个驱动衬套5可以只通过轴向压制成形而由一个金属板材料便宜地制造。特别是,圆柱形部分5a、凸缘部分5b、推动部分5c和壁部分5f形成为具有基本相同的厚度,从而可以实现机械加工成本的降低。另外,通过轴向冲压而形成的内花键齿5g的形成工作也变得容易。
56.而且,一对楔形部件9、9处于装配在金属轴承7的内周表面7a和凸台部分4d的外周表面4f(它们形成偏心空间8)之间的状态,且在推动部分5c处于装配状态的情况下,驱动衬套5周向推动一个楔形部件9、9并使其旋转。在这种情况下,将产生较大的摩擦阻力,且在旋转的初始阶段的动作需要较大力。
57.不过,在本实施例中,由于接收电马达的旋转驱动力的驱动衬套5的内花键齿5g位于与一对楔形部件9、9轴向交叠的位置,不会产生使得驱动衬套5倾斜的偏压负载,且旋转动作变得平滑。因此,能够实现操作噪音的降低。
58.作为上述根据本实施例的座椅倾斜装置,例如考虑以下方面。
59.在本实用新型的一个优选方面中,一种座椅倾斜装置包括:内部齿构成部件,该内部齿构成部件在它的环形内周表面上有多个通过沿其轴向方向半冲切而形成的内部齿;外部齿构成部件,该外部齿构成部件在它的环形外周表面上有多个外部齿,这些外部齿与内部齿构成部件的内部齿啮合,且该外部齿的齿数比内部齿的齿数少一或二;圆柱形凸台部分,该圆柱形凸台部分设置在内部齿构成部件和外部齿构成部件中的一个上;大直径孔,该大直径孔有内周表面,该内周表面的内径大于凸台部分的外周表面的外径,且凸台部分插入其中,该大直径孔设置在内部齿构成部件和外部齿构成部件中的另一个上;偏心部件,在内部齿与外部齿啮合的状态中,该偏心部件布置在形成于凸台部分的外周表面和大直径孔的内周表面之间的偏心空间中;以及驱动部件,该驱动部件设置成周向旋转和驱动在偏心空间中的偏心部件,其中,整个驱动部件通过金属板材料的压制成形而形成,且驱动部件设置有:圆柱形部分,该圆柱形部分可旋转地支承在凸台部分内部;凸缘部分,该凸缘部分沿圆柱形部分的轴向方向成一体地设置在第一端部分处,以便面向偏心部件的一个侧表面侧;以及推动部分,该推动部分成一体地设置在凸缘部分的外周侧,以便设置成通过周向推动偏心部件来释放偏心部件的楔形作用,其中,壁部分沿圆柱形部分的轴向方向成一体地形成在第二端部分的内周表面上,并在它的中部形成有与马达的输出轴啮合的内部齿部分。
60.根据本实用新型的这种构造,由于驱动部件通过压制成形而由金属板材料形成,且圆柱形部分、凸缘部分、推动部分和壁部分成一体地连续形成,因此设置于壁部分上的内部齿部分的厚度比普通内部齿部分更薄,因此驱动部件能够便宜地形成,同时减少无用形状。
61.特别是,由于壁部分(内部齿部分)和凸缘部分形成于圆柱形部分的相应两端部分上,因此衬套部件能够在不改变一个薄金属板材料的厚度的情况下通过压制成形而形成,从而能够降低机械加工成本。
62.在另一优选方面,驱动部件的壁部分、圆柱形部分、凸缘部分和推动部分通过金属板材料的压制成形而成一体地形成,以使得驱动部件有基本曲柄形状的横截面,且形成于壁部分上的内部齿部分有根表面,该根表面的直径比圆柱形部分的内径更小。
63.根据本实用新型的这种构造,由于整个驱动部件由一个金属板材料通过压制成形而成一体地形成基本曲柄形状的横截面,因此驱动部件能够紧凑地形成,而并不形成无用的弧形。另外,通过冲压而在壁部分的中部形成的内部齿部分的形成工作变得容易,能够使得内部齿部分形成为使得根表面的直径比圆柱形部分的内径稍微更小,从而能够减小驱动部件的尺寸。
64.在另一优选方面,圆柱形部分、凸缘部分和包括内部齿部分的壁部分具有基本相同厚度。
65.在另一优选方面,偏心部件由周向布置在偏心空间内的一对楔形部件来构成,驱动部件的内部齿部分形成在沿圆柱形部分的轴向方向与一对楔形部件交叠的位置处。
66.根据该构造,一对楔形部件处于装配在大直径孔的内周表面和凸台部分的外周表面(它们形成偏心空间)之间的状态,且驱动部件在推动部分处于楔入状态的情况下周向地推动一个楔形部件,由此,另一楔形部件沿相同方向旋转。在这种情况下,将产生很大的摩擦阻力,并需要较大力来用于在旋转初始阶段的动作。不过,在本实用新型中,由于接收马达旋转驱动力的驱动部件的内部齿部分位于与一对楔形部件轴向交叠的位置处,因此并不产生使得驱动衬套倾斜的偏压负载,且旋转动作变得平滑。因此,可以实现操作噪音的降低。
67.在另一优选方面,在制造座椅倾斜装置的方法中,该方法包括:通过执行铁基金属板材料的压制成形(以便轴向拉制)而形成驱动部件的圆柱形部分、壁部分、凸缘部分和推动部分,并对它进行弯曲和推动处理,以使得驱动部件具有基本曲柄形状的横截面;以及通过沿轴向方向冲压而使得内部齿部分形成于壁部分上。
68.尽管已经参考本实施例和它的变化形式介绍了本实用新型,但是本实施例和它的变化形式将用于方便对本实用新型的理解,而并不是将本实用新型限制于此。在不脱离本实用新型的范围的情况下,可以对本实施例和它的变化形式进行各种改变和修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1