座椅支撑件的制作方法
座椅支撑件
1.相关申请的交叉引用
2.本技术是2021年3月31日提交的、序列号为17/218,663的美国专利申请的部分继续申请,该美国专利申请的公开内容据此通过引用以其整体并入本文。
技术领域
3.各种实施例涉及座椅支撑件、用于制造座椅支撑件和座椅组件的方法以及用于循环使用座椅支撑件和座椅组件的方法。
4.背景
5.duncan等人的于2020年8月11日授权给lear corporation(李尔公司)的美国专利第10,736,435b2号教导了一种包括非泡沫基材的座椅部件。
6.概述
7.根据一个实施例,座椅支撑件设置有非泡沫材料的多个层,用于安装到座椅框架并支撑座椅框架上的乘员。多个层彼此堆叠,并且多个堆叠层中的每一个具有大致均匀的厚度。
8.根据进一步的实施例,多个层中的一个具有第一坚实度(firmness)。多个层中的另一个具有不同于第一坚实度的第二坚实度。
9.根据另一个进一步的实施例,多个层中的一个具有第一厚度。多个层中的另一个具有不同于第一厚度的第二厚度。
10.根据另一个进一步的实施例,其中设置多个区。至少两个区在厚度、坚实度或堆叠层的数量方面是不同的。
11.根据更进一步的实施例,多个区还设置有凸头(nose)、插入件以及在凸头和插入件的横向相对侧上的成对承枕,以支撑座椅底部。
12.根据另一个更进一步的实施例,多个区还设置有插入件、位于插入件的横向相对侧上的成对承枕、以及位于插入件的横向相对侧上的成对肩部,以支撑座椅靠背。
13.根据另一个进一步的实施例,多个层中的每一个由单丝纺织材料形成。
14.根据另一个进一步的实施例,多个层中的每一个由循环使用的材料形成。
15.根据另一个进一步的实施例,多个层中的每一个由聚酯形成。
16.根据另一个更进一步的实施例,提供了加热垫或鼓风机。
17.根据更进一步的实施例,穿过至少一个层形成密封通风端口。
18.根据另一个更进一步的实施例,连续成对的层之间的区域被密封,使得通风被引导成穿过连续成对的层中的一个。
19.根据另一个进一步的实施例,在单丝纺织材料层之一内设置传导性纱线。
20.根据另一个更进一步的实施例,加热垫定位在多个层中的两个层之间。加热垫与传导性纱线电连通。
21.根据另一个进一步的实施例,每一个连续成对的层被熔接或缝合在一起。
22.根据另一个进一步的实施例,每个层还设置有钩紧固件和环紧固件之一,以紧固
到多个层中的连续层(sequential layer)。
23.根据另一个进一步的实施例,多个层中的每一个由类似的可循环使用的材料形成。
24.根据更进一步的实施例,在多个层的每个连续对之间设置粘合剂,以将连续层粘合在一起。该粘合剂由类似的可循环使用的材料形成。
25.根据另一个实施例,座椅组件设置有衬底。座椅支撑件设置有非泡沫材料的多个层,用于安装到座椅框架并支撑座椅框架上的乘员。多个层彼此堆叠,并且多个堆叠层中的每一个具有大致均匀的厚度。多个层中的每一个由单丝纺织材料形成。座椅支撑件附接到衬底。
26.根据进一步的实施例,提供了座椅框架。衬底附接到座椅框架。
27.根据另一个进一步的实施例,多个层中的每一个由类似的可循环使用的材料形成。衬底由类似的可循环使用的材料形成。
28.根据另一个实施例,一种座椅组件设置有座椅支撑件,该座椅支撑件具有非泡沫材料的多个层,用于安装到座椅框架并支撑座椅框架上的乘员。多个层彼此堆叠,并且多个堆叠层中的每一个具有大致均匀的厚度。多个层中的每一个由单丝纺织材料形成。多个层中的每一个由类似的可循环使用的材料形成。装饰罩设定尺寸成接纳座椅支撑件。
29.根据另一实施例,装饰罩由与多个层的可循环使用的材料相似的可循环使用的材料形成。
30.根据另一个进一步的实施例,装饰罩由没有涂层的单一皮革层形成。
31.根据另一个进一步的实施例,提供装饰夹以将装饰罩连接到座椅支撑件。装饰夹由与多个层的可循环使用的材料相似的可循环使用的材料形成。
32.根据另一实施例,一种用于制造座椅组件的方法,该方法从第一单丝材料片切割第一座椅支撑部分。第一座椅支撑部分安装在衬底上。装饰罩安装在第一座椅支撑部分之上。
33.根据进一步的实施例,在切割第一座椅支撑部分之前展开单丝材料片。
34.根据另一个进一步的实施例,用激光切割第一座椅支撑部分。
35.根据另一个进一步的实施例,从第一单丝材料片切割多个座椅支撑部分。多个座椅支撑部分被堆叠以形成座椅支撑件。
36.根据更进一步的实施例,多个座椅支撑部分中的一个被密封以引导穿过座椅组件的通风。
37.根据另一个更进一步的实施例,管道被形成为穿过多个座椅支撑部分中的一个,以引导穿过座椅组件的通风。
38.根据另一个更进一步的实施例,多个座椅支撑部分被紧固在一起。
39.根据另一个进一步的实施例,从坚实度或厚度不同于第一单丝材料片的第二单丝材料片切割第二座椅支撑部分。第一座椅支撑部分和第二座椅支撑部分堆叠以形成座椅支撑件。
40.根据另一个进一步的实施例,从第一单丝材料片切割第一多个座椅支撑部分。从第二单丝材料片切割第二多个座椅支撑部分。第一多个座椅支撑部分和第二多个座椅支撑部分堆叠成区,以形成座椅支撑件。
41.根据另一个进一步的实施例,聚合材料是循环使用的。第一单丝材料片由循环使用的聚合材料制造。
42.根据更进一步的实施例,衬底由循环使用的聚合材料制造。
43.根据另一个更进一步的实施例,装饰罩由循环使用的聚合材料制造。
44.根据另一个更进一步的实施例,多个座椅支撑部分通过循环使用的聚合材料的粘合剂粘合在一起。
45.根据另一个实施例,座椅支撑组件设置有非泡沫单丝纺织材料,用于安装到座椅框架并支撑座椅框架上的乘员。提供了加热垫或鼓风机。单丝纺织材料允许通风,而不需要空气分配袋。
46.根据进一步的实施例,穿过单丝纺织材料形成密封的通风端口。
47.根据另一个进一步的实施例,穿过单丝纺织材料的区域被密封,使得通风被引导成穿过单丝纺织材料。
48.根据另一个实施例,一种用于循环使用座椅组件的方法,研磨由聚合材料制成的座椅支撑件。装饰夹或装饰罩由与座椅支撑件的聚合材料相似的聚合材料制成,在装饰夹或装饰罩不从座椅支撑件拆卸下来的情况下,研磨该装饰夹或装饰罩。
49.根据进一步的实施例,装饰夹和装饰罩由与座椅支撑件的聚合材料相似的聚合材料制成,在装饰夹或装饰罩不从座椅支撑件上拆卸下来的情况下,研磨该装饰夹和装饰罩。
50.根据另一个进一步的实施例,衬底由与座椅支撑件的聚合材料相似的聚合材料制成,在不将衬底从座椅支撑件拆卸下来的情况下,研磨该衬底。
51.根据另一个进一步的实施例,粘合剂由与座椅支撑件的聚合材料相似的聚合材料制成,在该粘合剂不从座椅支撑件移除的情况下,研磨该粘合剂。
52.根据另一个进一步的实施例,单丝材料卷由研磨的聚合材料制造。
53.根据另一个实施例,一种座椅支撑件设置有非泡沫材料的多个层,用于安装到座椅框架并支撑座椅框架上的乘员。多个层彼此堆叠。多个堆叠层中的至少一个具有大致均匀的厚度。
54.根据进一步的实施例,多个层还设置有用于安装到座椅框架的基底层。第二层被安装到基底层。第二层具有大致均匀的厚度。
55.根据更进一步的实施例,基底层具有第一坚实度。第二层具有第二坚实度,第二坚实度不如第一坚实度坚实。
56.根据另一个更进一步的实施例,基底层具有第一厚度。第二层具有小于第一厚度的第二厚度。
57.根据另一个更进一步的实施例,基底层由单丝纺织材料形成。
58.根据另一个更进一步的实施例,第二层由单丝纺织材料形成。
59.根据另一个更进一步的实施例,第二层由聚酯形成。
60.根据另一个更进一步的实施例,第二层被熔接、缝合或粘合到基底层。
61.根据另一个进一步的实施例,提供多个区,其中至少两个区在厚度或坚实度方面是不同的。
62.根据更进一步的实施例,多个区还设置有凸头、插入件、以及在凸头和插入件的横向相对侧上的成对承枕,以支撑座椅底部。
63.根据另一个更进一步的实施例,多个区还设置有插入件、位于插入件的横向相对侧上的成对承枕、以及位于插入件的横向相对侧上的成对肩部,以支撑座椅靠背。
64.根据另一个实施例,一种座椅组件设置有衬底。座椅支撑件设置有非泡沫材料的多个层,用于安装到座椅框架并支撑座椅框架上的乘员。座椅支撑件附接到衬底。多个层彼此堆叠。多个堆叠层中的至少一个具有大致均匀的厚度。多个层还设置有用于安装到座椅框架的基底层。第二层被安装到基底层。第二层具有大致均匀的厚度。
65.根据进一步的实施例,提供座椅框架,并且将衬底附接到座椅框架。
66.根据另一个实施例,一种座椅组件设置有座椅支撑件,该座椅支撑件具有非泡沫材料的多个层,用于安装到座椅框架并支撑座椅框架上的乘员。多个层彼此堆叠。多个堆叠层中的至少一个具有大致均匀的厚度。多个层还设置有用于安装到座椅框架的基底层。第二层被安装到基底层。第二层具有大致均匀的厚度。装饰罩设定尺寸成接纳座椅支撑件,其中第二层定位在装饰罩和基底层之间。
67.根据另一个实施例,用于制造座椅组件的方法形成基底座椅支撑部分。第二座椅支撑部分从单丝材料片切割。第二座椅支撑部分安装在基底座椅支撑部分上。
68.根据进一步的实施例,装饰罩安装在基底座椅支撑部分和第二座椅支撑部分之上,使得第二座椅支撑部分定位在基底座椅支撑部分和装饰罩之间。
69.根据另一个进一步的实施例,第二座椅支撑部分紧固到基底座椅支撑部分。
70.根据又一另一个进一步的实施例,基底座椅支撑部分由非泡沫材料形成。
71.根据另一个实施例,通过形成基底座椅支撑部分来制造座椅组件。第二座椅支撑部分从单丝材料片切割。第二座椅支撑部分安装在基底座椅支撑部分上。
72.根据又一另一个实施例,一种用于制造座椅组件的方法,该方法由非泡沫材料形成基底座椅支撑部分。第二座椅支撑部分从单丝材料片切割。第二座椅支撑部分安装在基底座椅支撑部分上。第二座椅支撑部分紧固到基底座椅支撑部分。装饰罩安装在基底座椅支撑部分和第二座椅支撑部分之上,使得第二座椅支撑部分定位在基底座椅支撑部分和装饰罩之间。
73.附图简述
74.图1是根据一个实施例的座椅组件的部分透视截面图;
75.图2是根据另一个实施例的图1的座椅组件的一部分的透视截面图;
76.图3是根据另一个实施例的图1的座椅组件的一部分的透视图;
77.图4是根据一个实施例的座椅组件的一部分的透视图;
78.图5是根据另一个实施例的座椅组件的紧固件组件的分解截面图;
79.图6是根据一个实施例的座椅组件的装饰夹的透视图;
80.图7是根据另一个实施例的座椅组件的透视图;
81.图8是图7的座椅组件的正视图;
82.图9是根据另一个实施例的座椅组件的部分透视截面图;
83.图10是图9的座椅组件的一部分的截面图;
84.图11是图9的座椅组件的另一部分的截面图;
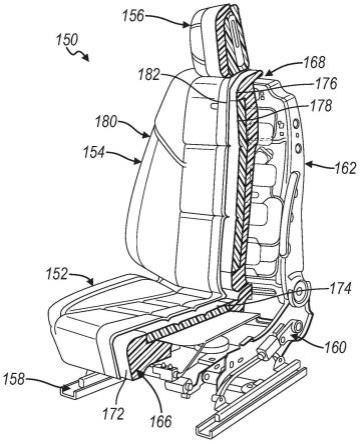
85.图12是根据另一个实施例的座椅组件的部分透视截面图;
86.图13是图12的座椅组件的多个部分的分解图;
87.图14是图12中座椅组件的正透视图,示出了装饰罩被移除的情况;
88.图15是根据另一个实施例的座椅组件的正透视图;以及
89.图16是图15的座椅组件的另一正透视图。
90.详细描述
91.根据需要,本文公开了本发明的详细实施例;然而,应当理解的是,所公开的实施例仅仅是本发明的示例,这些实施例可以以各种形式和替代的形式实施。附图不一定是按比例的;一些特征可能被放大或者最小化以示出特定部件的细节。因此,本文公开的具体的结构上和功能上的细节不得解释为限制性的,而是仅作为用于教导本领域技术人员以不同方式实施本发明的代表性基础。
92.座椅组件和交通工具座椅组件是根据各种规格设计和制造的,这些规格包括支撑、舒适性、性能、加热、通风、冷却、可调性等。座椅组件通常设置有框架和具有不同密度的各种泡沫层,以适应整个座椅组件上的适当载荷分布。
93.图1示出了根据一个实施例的座椅组件20。座椅组件20被描绘为交通工具座椅,其可以用作陆地交通工具、飞机、船舶等交通工具中的座椅组件。座椅组件20可以用于交通工具内的任何一排中。或者,座椅组件20也可以用作办公椅或任何单独的椅子。座椅组件20省略了传统的泡沫,以改善支撑和舒适性,同时降低成本、材料和尺寸。座椅组件20还采用循环使用的材料,这些材料被制造以在座椅组件20使用结束时用于进一步循环使用。
94.座椅组件20包括座椅底部22,座椅底部22设定尺寸成接纳就座的乘员,以支撑乘员的骨盆和大腿。座椅组件20还包括座椅靠背24,座椅靠背24设定尺寸成从座椅底部22直立延伸以支撑乘员的背部。头部保护装置26支撑在座椅靠背24上和座椅靠背24上方以支撑乘员的头部。座椅底部22适于由下方的支撑表面支撑。对于所描述的实施例,座椅组件20包括一对轨道28,用于将座椅底部22安装到交通工具底板,以便相对于交通工具底板进行前后调节。座椅靠背24还可以是可调节的以相对于座椅底部22倾斜。头部保护装置26还可以在高度、倾斜和前/后方向上是可调节的。如本领域已知的,可以提供其他调节。
95.座椅底部22包括用于向座椅底部22提供坚硬的结构支撑的框架30。座椅靠背24也包括框架32。座椅靠背框架32可以连接到座椅底部框架30以从座椅底部222竖直延伸。座椅靠背框架32向座椅靠背24提供坚硬的结构支撑。框架30、32可以由冲压钢合金、纤维增强聚合物或任何合适的结构材料形成。一对头部保护柱34连接在座椅靠背框架32的上部区域,以将头部保护装置26支撑在座椅靠背24上方。
96.常规的座椅组件包括多个泡沫层,以在框架30、32以及柱34上的头部保护装置26上共同提供缓冲。该多个泡沫层的密度是不同的,以向乘员提供顺应性支撑,同时将来自乘员的力分配到框架30、32和柱34。泡沫层也为乘员提供舒适性。泡沫层通常是模制的,因此每个座椅组件的每个泡沫层都需要专用的加工工具。
97.座椅组件20在没有泡沫的情况下形成,以改善舒适性、性能、紧凑性和循环使用,同时降低制造加工工具成本。例如,座椅组件20包括座椅底部支撑件36,座椅底部支撑件36为座椅底部22提供座椅底部衬垫。座椅底部支撑件36由非泡沫材料的多个堆叠层形成。座椅靠背24包括同样由非泡沫堆叠层形成的座椅靠背支撑件38。同样地,头部保护装置26还可以设置有由非泡沫堆叠层形成的头部保护装置支撑件40。
98.图2图示了用于构造座椅底部支撑件36、座椅靠背支撑件38和头部保护装置支撑
件40的多个堆叠层42、44、46。所描绘的层42、44、46中的每一个由针织单丝纺织材料形成。这种材料的一个示例是聚酯,如聚对苯二甲酸乙二醇酯。该材料也可以由循环使用的材料形成,以降低材料成本,并减少浪费。每个层42、44、46的材料是类似的聚酯,因此整个座椅支撑件36、38、40可以在不拆卸单个层42、44、46的情况下循环使用。
99.材料是针织或编织的以提供结构,同时也留出空间以提供孔隙率、通风和柔顺性。每个层42、44、46可以具有均匀的厚度,并且可以由片材或卷材形成。层42、44、46各自可以在坚实度或厚度方面是不同的。在duncan等人的美国专利第10,736,435b2号中公开了一种针织非泡沫材料的示例,该美国专利于2020年8月11日授权给lear corporation,并且其全部内容通过引用并入本文。
100.层42、44、46可以是可定制的。层42、44、46各自可以形成特定的坚实度和厚度,使得层42、44、46的不同组合可以用于优化各种座椅的特定支撑和舒适度曲线轮廓。可以通过修改层的密度、层中的线状物的密度、层中的线状物的厚度、层中的线状物的间距等来修改层42、44、46的坚实度。舒适度曲线轮廓是通过基于乘员的设定设计特性、基于目标范围内乘员的预计高度、重量和其他数据而估计的整个座椅组件20的压力分布而形成的。使用堆叠层42、44、46而不是聚氨酯泡沫的座椅组件20与用泡沫制成的相同座椅组件相比,在被设计成提供相同的静态舒适度的情况下,前者的重量最多可减轻两磅。此外,堆叠层42、44、46允许更大的设计灵活性以降低座椅组件20中峰值区域中的压力。
101.可以由层42、44、46、48提供一个厚度变化的范围,该厚度变化的范围可以组合用于座椅支撑件36、38、40的目标厚度。根据一个示例,每个层可以具有的厚度在6至15毫米范围内。
102.图3图示了提供其中一个层48的另一种非泡沫单丝纺织品。纺织品形成为卷状物。层42、44、46、48各自可以在针织图案方面是不同的。例如,层42、44、46、48可以形成有隐藏表面,在本领域中称为b表面。一些层可以形成有被设计成露出的表面,称为面布,或a表面,例如图3中的层48的面布表面50。通过在其中一个层上提供面布表面50,可以最小化或消除外部装饰罩。
103.每个座椅支撑件36、38、40由多个堆叠层42、44、46、48形成。层42、44、46、48可以各自展开,然后被切割成特定的装饰图案。根据一个实施例,层42、44、46、48通过激光切割。根据另一个实施例,通过自动化,例如机器人加工工具来切割这些层。通过切割层42、44、46、48,消除了装饰模具(die)和泡沫模制工具(mold),从而降低了制造座椅组件20的加工工具成本。
104.然后将层42、44、46、48堆叠在一起以形成座椅支撑件36、38、40。再次参考图1,座椅底部框架30可以形成为盘。层42、44、46、48中的每一个可以堆叠并嵌套到盘形框架30中。替代地,衬底,例如承载架或盘52,可以设置在座椅底部22中,以接纳层42、44、46、48,并将这些层连接到框架30。同样,座椅靠背框架32也可以形成为盘。座椅靠背承载架54可以单独设置以支撑层42、44、46、48并将层42、44、46、48附接到框架30。头部保护装置承载架56也可以设置成支撑层42、44、46、48,并将层42、44、46、48附接到柱34。
105.图4示出了根据一个实施例的座椅靠背承载架54。座椅靠背承载架54具有座椅靠背24的一般总体形状和轮廓。座椅靠背承载架54还可以设置有放置在座椅靠背支撑件38的衬垫下面的其他功能部件。例如,多个气囊58附接到承载架54。气囊58可以用于对座椅靠背
24的支撑、姿势和舒适性调节。
106.层42、44、46、48中的每一个可以堆叠并嵌套到每一个承载架52、54、56中,以构建各个座椅支撑件36、38、40。每个承载架52、54、56也可以由与层42、44、46、48相同的聚酯材料形成。因此,座椅支撑件36、38、40可以在使用结束时被循环使用,而无需从承载架52、54、56拆卸层42、44、46、48。
107.层42、44、46、48中的每一个可以紧固在一起以形成每一个座椅支撑件36、38、40。根据一个实施例,在相邻层42、44、46、48之间提供聚酯粘合剂以将层42、44、46、48粘合在一起。聚酯粘合剂可以与层42、44、46、48一起循环使用,而不在循环使用之前移除。聚酯粘合剂可以被热活化,其中组装的层42、44、46、48被加热以结合在一起。聚酯粘合剂不容易随着时间的推移而劣化,并且也不容易受到温度和湿度变化的影响。根据一个示例,聚酯粘合剂可以针织成层42、44、46、48的外部线状物。
108.替代地,层42、44、46、48可以熔接在一起,例如通过射频熔接。通过熔接实施层42、44、46、48的紧固也可以是自动化的。其他用于紧固相邻层的机制包括缝合,刺绣,绗缝等。连续层42、44、46、48可以设置有钩紧固件和环紧固件之一以相互连接。
109.图5示出了两个层72,每个层都形成有围绕层72形成的环紧固件74。中间钩层76设置有外部钩78的阵列,以紧固到连续相邻层72的环74。层72、76和紧固件74、78中的每一个由聚酯形成,用于与座椅支撑件36、38、40一起循环使用。
110.再次参考图1,一旦堆叠层42、44、46、48被组装,座椅支撑件36、38、40就被设置在承载架52、54、56上。在每个座椅支撑件36、38、40上设置有装饰罩60、62、64。座椅底部装饰罩60、座椅靠背装饰罩62和头部保护装置装饰罩64各自可以由聚酯材料形成。因此,装饰罩60、62、64可以与座椅支撑件36、38、40一起循环使用,而不会从座椅支撑件36、38、40移除。装饰罩60、62、64可以由可持续材料,例如缓用纱线(reprieve yarn)、聚酯基纺织品或皮革替代品形成。
111.替代地,装饰罩60、62、64可以由皮革形成。皮革装饰罩60、62、64各自可以由没有涂层的单一材料基底形成,以允许使用结束时的循环使用。皮革装饰罩60、62、64可以从座椅支撑件36、38、40移除,以便与座椅支撑件36、38、40分开循环使用。
112.图6示出了根据一个实施例的装饰夹66。装饰夹66可以如本领域中已知的那样起作用,其具有基底68,基底68被设定尺寸成容纳在座椅支撑件36、38、40中的一个内的沟槽中。装饰夹66还包括从基底68延伸的一对保持器70。保持器70接纳装饰罩60、62、64的一部分,以将装饰罩60、62、64附接到座椅支撑件36、38、40。尽管示出并描述了一个装饰夹66示例,但可以采用任何合适的装饰夹。可以采用多个装饰夹66,并且多个装饰夹66可以互连,或者以已知的成组的夹66的阵列或条状布置栓系。装饰夹66也可以由类似的可循环使用的材料(聚酯)形成。如果被栓系,则栓系物也可以由聚酯形成。由于类似的材料,装饰夹66可以与座椅支撑件36、38、40一起循环使用,而不需从座椅支撑件36、38、40拆卸下来。
113.用于座椅组件20的各种部件可以由循环使用的材料形成,以减少碳排放量。此外,在寿命结束时,座椅支撑件36、38、40可以从框架30、32和柱34拆卸下来以进行循环使用。为了循环使用,聚酯部件可以在不拆卸的情况下被一起研磨。循环使用的材料可以再利用。循环使用的材料也可以制造成单丝纺织材料卷,用于制造新的座椅组件20。
114.通过消除座椅组件20中的泡沫,可以消除模制工具和模具,从而降低加工工具成
本。激光切割的灵活性降低了维护成本,并且提高了零件质量。材料的可循环使用性减少了废料。此外,在制造过程中减少了化学品的使用。
115.座椅组件20比用泡沫衬垫制造的类似座椅更轻。座椅组件20在尺寸上也更加紧凑。提供了有针对性舒适度的层,并且可以很容易地为未来的型号或选项进行重新设计,而无需额外的加工工具成本。
116.图7和图8图示了根据另一个实施例的座椅组件80。类似于先前的实施例,座椅组件80包括座椅底部82、座椅靠背84和头部保护装置86。座椅底部82包括由多个区形成的座椅底部支撑件88。例如,座椅底部82可以包括在座椅底部82的后部处居中定位的插入件90,并且插入件90设定尺寸成接纳乘员的骨盆。凸头92定位在插入件90的前方,并且凸头92设定尺寸成支撑乘员的大腿。一对承枕94各自横向定位于插入件90和凸头92的外侧,以向骨盆和大腿提供横向支撑和舒适性。
117.座椅底部支撑件88的每个区90、92、94由多个堆叠层形成,使得这些区的厚度和坚实度不同。根据一个实施例,座椅底部支撑件88由四个独立的材料片形成,这些材料片的坚实度以坚实、半坚实、半软和软进行变化。这些区中的每一个可以由多层材料片构成。例如,插入件90可以从底部到顶部依次形成五层:坚实、坚实、半软、半软和软。凸头92支撑较小的重量,并提供的五层依次是:半坚实,半软,软,软,和软。承枕94稍微更坚硬一点,并且从底部开始依次堆叠的是:坚实、坚实、半坚实、半软、以及半软。每个区90、92、94在基部处有些坚硬以提供支撑,并且在靠近表面处变软以提供舒适性。区90、92、94在结构上是不同的,以基于估计的压力分布提供目标舒适度轮廓。区90、92、94的构造是以示例的方式来说明目标舒适度轮廓如何能够通过四个种类的材料层(堆叠的数量多达五层)来提供。可以在任何区内使用任何数量的层,以获得目标支撑和舒适度轮廓。
118.座椅靠背84包括座椅靠背支撑件96。座椅靠背框架96包括多个区。例如,座椅靠背插入件98支撑乘员背部的后腰部和胸部区域。一对座椅靠背承枕100关于插入件98横向间隔开,以提供对乘员背部的横向支撑。一对肩部区102设置在承枕100的上方,并从插入件98的横向侧延伸到头部保护装置86。
119.座椅靠背84支撑的载荷比座椅底部82更轻。根据一个实施例,座椅靠背支撑件96由用于座椅底部支撑件88的四种材料层的各种组合形成。插入件98提供的五层从后到前依次是:半坚实、半坚实、半坚实、半坚实和半软。承枕100更薄,并且提供的四层从后到前依次是:半坚实、半坚实、半坚实和半软。肩部102设置有一层,半软。舒适度轮廓也可以根据材料层的数量而变化,如座椅靠背支撑件96所示。
120.图9描绘了根据另一个实施例的座椅组件110。座椅组件110包括座椅底部112、座椅靠背114、和头部保护装置116。座椅组件110包括用于连接到交通工具底板的轨道118。座椅底部112包括由多层单丝纺织品(如上文在先前实施例中所述)形成的座椅底部支撑件120。同样,座椅靠背114包括的座椅靠背支撑件122也由多个非泡沫层形成。装饰罩124设置在座椅底部112上。座椅靠背装饰罩126设置在座椅靠背114上。加热器128设置在座椅底部支撑件120中的各层之间。冷却层130也与座椅底部支撑件120设置在一起。
121.图10是座椅底部支撑件120的穿过加热器128的部分截面图。座椅底部112包括座椅底部承载架132。座椅底部承载架132可以设置有通风孔,以允许穿过座椅底部112并在座椅底部112之下的通风。单丝材料的多个层134设置在承载架132上。加热器128设置在层134
上。单丝纺织材料134的孔隙率允许穿过层134的通风。因此,与现有技术相比,省略了额外的管道或通风分配袋。
122.另一单丝纺织品层136设置在层134的顶部,加热器128在单丝纺织品层136和层134之间。上层136可以允许热量从其中通过,以使热量穿过上层136传导和输送到装饰罩124。上层136可以用导热纱线形成,以将热量从加热器128传导到装饰罩124。传导性纱线可以包括导热碳纤维。在加热器128之下或之上的层134、136中的一个可以形成有传导性线,以将电输送到加热器128。townley等人的于2021年1月5日授权给lear corporation的美国专利第10,882,444b2号公开了一种具有传导性元件的纺织品,该美国专利以其全部内容通过引用并入本文。
123.图11图示了根据一个实施例的座椅底部支撑件120的穿过冷却层130的部分截面图。冷却组件138附接到承载架132。冷却组件138包括本领域已知的鼓风扇。冷却组件138还可以包括热电装置,该热电装置包括用于冷却加压气流的模块。多个层140设置在衬底132上,位于衬底132和冷却层130之间。穿过层140形成端口142,以引导加压气流穿过层140。端口142被密封以防止加压气流间接穿过中间层140。
124.加压气流被输送到冷却层130。由于单丝层130的孔隙率,加压气流穿过单丝层130分散以冷却装饰罩124。在冷却层130和相邻的中间层140之间还提供密封件144,以防止冷却空气穿入中间层140。密封件144引导空气并减轻气流损失。密封件144也可以由聚酯材料形成,用于与座椅底部112一起循环使用。单丝层允许改进座椅组件110中的热舒适性和节能性。
125.图12和图13图示了根据另一个实施例的座椅组件150。座椅组件150可以采用在先前实施例中阐述的任何特征。座椅组件150包括座椅底部152、座椅靠背154、和/或头部保护装置156。对于所描述的实施例,座椅组件150包括一对轨道158,用于将座椅底部152安装到交通工具底板,以便相对于交通工具底板进行前后调节。座椅底部152包括框架160;并且座椅靠背154包括框架162。
126.座椅组件150在没有泡沫的情况下形成,以改善舒适性、性能、紧凑性和循环使用,同时降低制造加工工具成本。例如,座椅组件150包括座椅底部支撑件166,座椅底部支撑件166提供用于座椅底部152的座椅底部衬垫。座椅底部支撑件166由非泡沫材料的多个堆叠层形成。座椅靠背154包括也由非泡沫堆叠层形成的座椅靠背支撑件168。
127.图12和图13图示了座椅底部支撑件166包括座椅底部基底层172和座椅底部舒适层174。座椅靠背支撑件168也包括座椅靠背基底层176和座椅靠背舒适层178。座椅底部基底层172和座椅靠背基底层176由针织单丝纺织材料形成。基底层172、176是针织或编织的以提供结构,同时材料也留出空间以提供孔隙率、通风性和柔顺性。基底层172、176各自可以在坚实度或厚度方面是不同的,并且轮廓可以被成形为分别形成座椅底部支撑件166和座椅靠背支撑件168的形状。基底层172、176可以由挤出式塑料网材料形成。替代地,duncan等人的于2020年8月11日授权给lear corporation的美国专利第10,736,435b2号公开了基底层172、176的针织非泡沫材料的另一个示例,该美国专利以其全部内容通过引用并入本文。根据另一示例,基底层172、176各自可以由片材或卷材形成。
128.座椅底部舒适层174和座椅靠背舒适层178也由针织单丝纺织材料形成,如在duncan等人的美国专利第10,736,435b2号公开的,该美国专利于2020年8月11日授权给
lear corporation,并以其整体通过引用并入本文。材料是针织或编织的以提供结构,同时也留出空间以提供孔隙率、通风和柔顺性。替代地,层174、178各自可以具有均匀的厚度,并且可以由片材或卷材形成。层174、178各自可以在坚实度或厚度方面是不同的。
129.基底层172、176各自可以形成为具有不同的坚实度,同时足够坚实以支撑舒适层174、178和乘员。舒适层174、178可以形成为具有第二坚实度,该第二坚实度小于基底层172、176的坚实度,以在乘员和基底层172、176之间提供更多的柔顺性和舒适性。舒适层174、178各自可以具有均匀的厚度,该均匀的厚度小于基底层172、176的总厚度,以提供充分的柔顺性和与乘员的豪华级接触。基底层172、176之一与舒适层174、178之一的组合允许形成多层式、非泡沫、单丝纺织品座椅支撑件166、168,该座椅支撑件166、168在从一层到另一层的过渡之间具有最小间隙(5毫米或更小)。
130.舒适层174、178可以通过熔接、缝纫、粘合剂等紧固到支撑层172、176。图12中图示了设置在座椅底部支撑件166和座椅靠背支撑件168上的装饰罩180,以隐藏框架160、162、座椅底部支撑件166、座椅靠背支撑件168和任何其他的支撑在框架160、162上的部件。舒适层174、178定位在支撑层172、176和装饰罩180之间,以向就座的乘员提供直接的舒适性。中间垫182可以设置在装饰罩180的下方,用于从接触到舒适的额外过渡,并提供支撑。舒适层174和176可以通过缝合等附接到装饰罩180。装饰罩180可以通过夹、钩紧固件和环紧固件、环等附接到支撑层172、176。
131.图14示出了根据另一个实施例的座椅组件210。座椅组件210可以采用在先前实施例中阐述的任何特征。座椅组件210包括座椅底部212以及座椅靠背214。座椅组件210可以在没有泡沫的情况下形成,以改善舒适性、性能、紧凑性和循环使用,同时降低制造加工工具成本。例如,座椅组件210包括座椅底部支撑件216,座椅底部支撑件216提供用于座椅底部212的座椅底部衬垫。座椅底部支撑件216由非泡沫材料的多个堆叠层形成。座椅靠背214包括也由非泡沫堆叠层形成的座椅靠背支撑件218。
132.座椅底部支撑件216包括座椅底部基底层222和座椅底部舒适层224。座椅靠背支撑件218也包括座椅靠背基底层226和座椅靠背舒适层228。座椅底部基底层222和座椅靠背基底层226由针织单丝纺织材料形成。基底层222、226是针织或编织的以提供结构,同时材料也留出空间以提供孔隙率、通风性和柔顺性。基底层222、226各自可以在坚实度或厚度方面是不同的,并且可以设定轮廓以分别形成座椅底部支撑件216和座椅靠背支撑件218的形状。基底层222、226可以由挤出式塑料网材料形成。
133.座椅底部舒适层224和座椅靠背舒适层228也由针织单丝纺织材料形成的,如在duncan等人的美国专利第10,736,435b2号中公开的,该美国专利于2020年8月11日授权给lear corporation,并以其整体通过引用并入本文。材料是针织或编织的以提供结构,同时也留出空间以提供孔隙率、通风和柔顺性。替代地,层224、228各自可以具有均匀的厚度,并且可以由片材或卷材形成。层224、228各自可以在坚实度或厚度方面是不同的。
134.图15和图16图示了根据另一个实施例的座椅组件190。座椅组件190可以采用在先前实施例中阐述的任何特征。根据一个实施例,座椅组件190被示为后排交通工具长条座椅190。座椅组件190被图示为移除了装饰罩。座椅组件190包括座椅底部192以及座椅靠背194。
135.座椅组件190在没有泡沫的情况下形成,以改善舒适性、性能、紧凑性和循环使用,
同时降低制造加工工具成本。例如,座椅组件190包括座椅底部支撑件196,座椅底部支撑件196提供用于座椅底部192的座椅底部衬垫。座椅底部支撑件196由非泡沫材料的多个堆叠层形成。座椅靠背194包括也由非泡沫堆叠层形成的座椅靠背支撑件198。
136.座椅底部支撑件196和座椅靠背支撑件198由针织单丝纺织材料形成。座椅底部支撑件196和座椅靠背支撑件198可以由多个层形成,每个层由针织单丝纺织材料形成。座椅底部支撑件196和座椅靠背支撑件198是针织或编织的以提供结构,同时材料也留出空间以提供孔隙率、通风性和柔顺性。座椅底部支撑件196和座椅靠背支撑件198各自可以在坚实度或厚度方面是不同的,并且可以设定轮廓为分别形成座椅底部支撑件196和座椅靠背支撑件198的形状。基底层的针织非泡沫材料的示例在duncan等人的美国专利第10,736,435b2号中公开,该美国专利于2020年8月11日授权给lear corporation,并以其整体通过引用并入本文。
137.座椅底部支撑件196和座椅靠背支撑件198可以用树脂材料,例如线性低密度聚乙烯(lldpe)、热塑性弹性体(tpe)、高密度聚乙烯(hdpe)等制造。座椅底部支撑件196和座椅靠背支撑件198各自可以通过诸如针织、编织、印刷等的成形操作来制造。座椅底部支撑件196和座椅靠背支撑件198各自可以由挤压、切割等方式形成。
138.尽管上文描述了各种实施例,但是并不意味着这些实施例描述了本发明的所有可能的形式。相反,在本说明书中使用的词语是描述性而非限制性的词语,并且应当理解,在不脱离本发明的精神和范围的情况下,可以做出各种改变。此外,可以组合各种实施实施例的特征以形成本发明的另外的实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1