一种汽车下摆臂及其生产工艺的制作方法
1.本发明涉及汽车下摆臂领域,更具体地说,涉及一种汽车下摆臂及其生产工艺。
背景技术:
2.汽车底盘悬挂系统是汽车的车架与车桥或车轮之间的一切传力连接装置的总称,汽车底盘悬挂系统的下摆臂是用于形成车架或副车架与车轮之间的连接件。
3.汽车在行驶凹凸不平的路面时,其底盘很容易受到底面凸起物刮蹭,由于现有的汽车下摆臂的防锈处理多通过在其外表面喷涂一层具有防锈功能的防锈漆,这使得汽车行驶在凹凸不平路面上时,汽车下摆臂的底面极其容易受到路面凸起物的刮伤,从而让下摆臂的金属表面直接暴露于环境之中,加速了下摆臂的锈蚀以及老化程度,缩短了下摆臂的使用寿命的同时,也降低了下摆臂使用的安全性。
技术实现要素:
4.针对现有技术中存在的问题,本发明的目的在于提供一种汽车下摆臂及其生产工艺,本发明提供了一种可供汽车在凹凸不平路面行驶时所使用的汽车下摆臂以及该下摆臂的生产工艺,该汽车下摆臂的抗锈蚀能力强并且具有一定的防刮蹭能力,不仅有利于提升汽车下摆臂使用寿命,同时也提高了下摆臂使用的安全性。
5.为解决上述问题,本发明采用如下的技术方案。
6.一种汽车下摆臂,包括下摆臂本体,所述下摆臂本体的表面表面由内至外依次喷涂哟有防锈漆层、防水底漆层、第一防腐涂料基层、第二防腐涂料基层、基底漆面层和纳米防水涂料层,所述下摆臂本体的底面通过螺栓固定连接有护底板,且护底板贴合于纳米防水涂料层的表面上。
7.该汽车下摆臂的生产工艺,包括如下步骤:
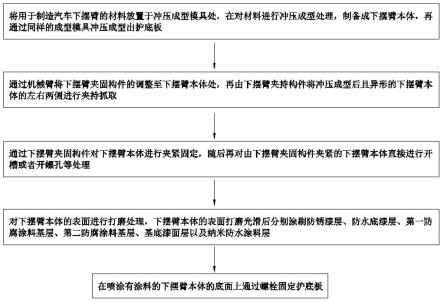
8.s1:将用于制造汽车下摆臂的材料放置于冲压成型模具处,在对材料进行冲压成型处理,制备成下摆臂本体,再通过同样的成型模具冲压成型出护底板;
9.s2:通过机械臂将下摆臂夹固构件的调整至下摆臂本体处,再由下摆臂夹持构件将冲压成型后且异形的下摆臂本体的左右两侧进行夹持抓取;
10.s3:通过下摆臂夹固构件对下摆臂本体进行夹紧固定,随后再对由下摆臂夹固构件夹紧的下摆臂本体直接进行开槽或者开螺孔等处理;
11.s4:对下摆臂本体的表面进行打磨处理,下摆臂本体的表面打磨光滑后分别涂刷防锈漆层、防水底漆层、第一防腐涂料基层、第二防腐涂料基层、基底漆面层以及纳米防水涂料层,且每喷涂一层漆层后均需等待该层完全烘干后才能再喷涂另一层漆层,每层漆层的厚度均不小于100μm。
12.s5:在喷涂有涂料的下摆臂本体的底面上通过螺栓固定护底板。
13.进一步的,下摆臂夹固构件包括与机械臂相连接的基座,基座的左右侧壁上均连接有固定板,每个固定板上均转动连接有一根呈倾斜设置的摆动臂,摆动臂的底端设有夹
爪组件,基座的底部连接有电动缸,电动缸的底端连接有端部块,且两根摆动臂的顶端均共同铰接于端部块上;
14.夹爪组价包括固定连接于所对应摆动臂的底端上的中空端部架,中空端部架的内壁上设有侧部气动形变机构,中空端部架前后端面的上部均贯穿开设有预留孔,中空端部架的前后端面与每个预留孔位置对应处均设有与相对应侧部气动形变机构相配合作业的增强机构。
15.进一步的,侧部气动形变机构包括与中空端部架内壁相连接的空心箱体,空心箱体的侧壁表面贴合有多个滑移片,且相邻两个滑移片的侧壁相贴合,空心箱体的侧壁与多个滑移片位置对应处开设有一个可供多个滑移片退回至空心箱体内部的开口;
16.空心箱体的内部连接有分隔板,空心箱体的内部密封滑动连接有密封活塞d,且分隔板将空心箱体的内部空间分隔为一个开放空间和一个密闭空间,密闭空间内填充有气体部,空心箱体的内部密封滑动连接有密封活塞d,且密封活塞d也处于密闭空间内;
17.每个滑移片上均连接有一根抵靠杆,抵靠杆远离滑移片的一端穿入空心箱体内部并贯穿分隔板延伸至密闭空间内;
18.开口内部的上下侧与每个滑移片位置对应处均连接有导向凸起,滑移片的上下侧壁与每个导向凸起位置对应处均开设有与其相适配的直向滑槽,且每个导向凸起的另一端分别伸入至各自所对应的直向滑槽内,空心箱体的侧壁与气体部位置对应处还连通有一根气体管道。
19.进一步的,增强机构包括端部执行部件以及连接于所对应中空端部架侧壁上的安装架,安装架上连接有横置活塞筒,横置活塞筒的端部连通有通气管道,且通气管道远离横置活塞筒的一端与气体管道相连通,横置活塞筒的内部密封滑动连接有密封活塞a,密封活塞a靠近通气管道的一侧连接有第一复位弹簧,且第一复位弹簧远离密封活塞a的一端与横置活塞筒的内壁相连接,密封活塞a上连接有水平活塞芯杆,水平活塞芯杆远离密封活塞a的一端贯穿横置活塞筒并由横置活塞筒的内部延伸出,水平活塞芯杆的上部上水平设有一个横槽,横槽的内部均匀连接有多个定位凸齿,且多个定位凸齿呈线性排列。
20.进一步的,端部执行部件包括气囊部以及从动伸缩部,且气囊部与从动伸缩部之间相互配合工作;
21.从动伸缩部包括与横置活塞筒顶部相连接的支撑架,支撑架上连接有一个呈纵向设置的纵置活塞筒,纵置活塞筒的内部密封滑动连接有密封活塞b,密封活塞b的底部连接有纵置活塞芯杆,纵置活塞芯杆的底端贯穿纵置活塞筒并连接有与定位凸齿相配合工作的凸齿条,密封活塞b的顶部连接有第二复位弹簧,且第二复位弹簧远离密封活塞b的一端与纵置活塞筒的内壁相连接,纵置活塞筒的顶端还连通有一根导气长软管。
22.进一步的,气囊部包括与延伸出横置活塞筒内部的水平活塞芯杆的端部相连接的中空囊体,中空囊体的内部连接有将其内部空间分隔为第一容纳腔和第二容纳腔的柔性隔片,且第一容纳腔以及第二容纳腔的内部也均填充有气体部,中空囊体的外壁与第一容纳腔位置对应处均匀开设有多个活塞槽,每个活塞槽内均密封滑动连接有密封活塞 c,密封活塞c远离活塞槽底壁的一侧连接有橡胶吸盘,活塞槽的底壁上还开设有供第一容纳腔内气体部流入至其内部的孔道;
23.密封活塞c靠近活塞槽底壁的一侧连接有导向棒,且导向棒远离密封活塞c的一端
贯穿中空囊体并伸入至第一容纳腔的内部。
24.进一步的,导向棒远离密封活塞c的一端上还连接有限位块。
25.进一步的,导气长软管远离纵置活塞筒的一端与中空囊体相连通,且导气长软管远离纵置活塞筒的一端穿过中空囊体并伸入至第二容纳腔的内部。
26.进一步的,气体部所采用气体为氮气。
27.相比于现有技术,本发明的优点在于:
28.(1)本发明提供了一种可供汽车在凹凸不平路面行驶时所使用的汽车下摆臂以及该下摆臂的生产工艺,该汽车下摆臂的抗锈蚀能力强并且具有一定的防刮蹭能力,不仅有利于提升汽车下摆臂使用寿命,同时也提高了下摆臂使用的安全性。
29.(2)通过在下摆臂本体的外表面喷涂防锈漆层实现对下摆臂本体的基础防锈处理,在防锈漆层的外表面分别喷涂第一防腐涂料基层以及第二防腐涂料基层,实现对下摆臂本体的强化防锈蚀以及防腐蚀能力,最后通过包裹在下摆臂本体最外层的纳米防水涂料层能够有效隔绝外部环境中的湿气以及潮湿液体对下摆臂本体的影响,强化了对下摆臂本体的防锈蚀保护,使得环境中的湿气以及潮湿液体难以对下摆臂本体造成锈蚀损坏,通过固定在下摆臂本体底部上的护底板,使得汽车行驶在凹凸不平路面时,路面的凹凸物难以直接刮蹭到下摆臂本体的底面,进而有效防止了凸起物刮损下摆臂本体底面处的漆层的情况发生,从而进一步的提高本下摆臂的抗锈蚀能力。
30.(3)在生产本汽车下摆臂的过程中,通过机械臂带动下摆臂夹固构件将冲压成型后且为异形的下摆臂本体牢固夹持起,再由机械臂带动夹持有下摆臂本体的下摆臂夹固构件运动至对下摆臂本体进行开槽或者开螺孔等处理的位置,由于本发明中的下摆臂夹固构件能够牢固夹持固定住冲压成型后且为异形的下摆臂本体,因此,在对下摆臂本体进行开槽或者开螺孔的过程中不需要将其放下在固定后才能对其进行开槽或者开螺孔处理,而是直接对夹持固定在下摆臂夹固构件上的下摆臂本体进行开槽或者开螺孔作业,大大提高了下摆臂生产制造的效率。
31.(3)通过电动缸带动两个摆动臂张角变小,随后两个中空端部架对下摆臂本体的左右侧进行夹持,在两个摆动臂带动两个中空端部架相向运动的过程中,当滑移片接触下摆臂本体的侧壁后,下摆臂本体对与其接触的滑移片有挤压作用力,使得与下摆臂本体接触的滑移片向着空心箱体方向运动,从而使得多个滑移片中的一部分能够根据下摆臂本体的厚度向内运动,从而使得下摆臂本体的前后端面均能够有滑移片与之贴合,在中空端部架对下摆臂本体的侧部进行夹持后,再由通过贴合在下摆臂本体前后端面的滑移片对下摆臂本体的前后运动进行限制,在摆动臂带动中空端部架对下摆臂本体的侧部进行夹持后,下摆臂本体不会发生前后滑动,从而提升了本发明中下摆臂夹固构件对下摆臂本体夹持固定的效果,使得机械臂带动夹持有下摆臂本体的下摆臂夹固构件运动的过程中下摆臂本体不会由下摆臂夹固构件上脱落下,同时,操作人员对下摆臂夹固构件上的夹持的下摆臂本体进行打孔或者其它加工步骤时,下摆臂夹固构件能够实现对下摆臂本体的稳固夹持,有利于提升对下摆臂本体的生产加工质量;
32.(4)当滑移片向着空心箱体方向运动时,滑移片带动密封活塞 d向着空心箱体内部的气体部进行挤压,使得空心箱体内部的气体部通过气体管道输送至横置活塞筒内部,随后横置活塞筒内部气压增大并密封活塞a运动,使得处于下摆臂本体前后侧的两个中空
囊体相向运动并对下摆臂本体的前后侧进行二次加固夹持处理,从而在摆动臂带动中空端部架对下摆臂本体的侧部进行夹紧固定后,密封活塞a通过水平活塞芯杆带动中空囊体对下摆臂本体的运动进行更进一步的限制,更进一步的提高了下摆臂夹固构件能够对下摆臂本体夹持固定的效果,从而能够更加牢固稳定的实现对下摆臂本体的夹持固定;
33.(5)当中空囊体受到挤压压缩后,中空囊体内部第一容纳腔内的气压增大,随后第一容纳腔内的气体部通过孔道流入至活塞槽内,并推动橡胶吸盘向着下摆臂本体的表面运动,当活塞槽内的气压进一步增大,使得橡胶吸盘发生挤压形变,当橡胶吸盘内的气体排出后,橡胶吸盘紧贴在下摆臂本体的表面,从而使得中空囊体在对下摆臂本体进行夹持时还能实现对下摆臂本体表面的负压吸附抓牢;
34.(6)当中空囊体受到挤压压缩后,第二容纳腔内的气体部通过导气长软管引入至纵置活塞筒内部,当纵置活塞筒内部的气压增大后,密封活塞b通过纵置活塞芯杆带动凸齿条卡扣至定位凸齿处,从而实现对运动后的水平活塞芯杆的限位固定处理,使得水平活塞芯杆在带动中空囊体对下摆臂本体进行夹持固定时不会发生横向活动,提升水平活塞芯杆的顶压夹持效果。
附图说明
35.图1为本发明的工艺流程图;
36.图2为本发明中下摆臂夹固构件的整体结构示意图;
37.图3为本发明图2中a处的局部放大示意图;
38.图4为本发明中增强机构的结构示意图;
39.图5为本发明中增强机构的剖视图;
40.图6为本发明图5中b处的局部放大示意图;
41.图7为本发明中当中空囊体受到挤压时,第一容纳腔内的气体部通过气流孔道流入至活塞槽内时,密封活塞c带动橡胶吸盘向着远离气流孔道的方向运动的象形变化示意图;
42.图8为本发明中侧部气动形变机构的剖视图;
43.图9为本发明中当滑移片受到外部压力时,密封活塞d向着气体部方向运动并挤压压缩气体部时的象形变化示意图;
44.图10为本发明中汽车下摆臂的结构示意图。
45.图中标号说明:
46.1、下摆臂本体;2、护底板;3、机械臂;4、基座;5、固定板; 6、电动缸;7、端部块;800、安装架;801、横置活塞筒;802、中空囊体;803、通气管道;804、水平活塞芯杆;805、支撑架;806、纵置活塞筒;807、纵置活塞芯杆;808、凸齿条;809、导气长软管; 810、定位凸齿;811、密封活塞a;812、柔性隔片;814、密封活塞 b;815、密封活塞c;816、橡胶吸盘;817、导向棒;818、第一复位弹簧;819、第二复位弹簧;900、中空端部架;901、空心箱体; 902、滑移片;903、抵靠杆;904、分隔板;905、密封活塞d;10、摆动臂。
具体实施方式
47.实施例:
48.请参阅图1-3所示,一种汽车下摆臂,包括下摆臂本体1,下摆臂本体1的外表面喷涂有防锈漆层,防锈漆的外表面喷涂有防水底漆层,防水底漆层的外表面喷涂有第一防腐涂料基层,防锈基层涂料的外表面喷涂有第二防腐涂料基层,第二防腐涂料基层的外表面喷涂有基底漆面层,基底漆面层的表面喷涂有纳米防水涂料层,下摆臂本体 1的底面通过螺栓固定连接有护底板2,且护底板2贴合于纳米防水涂料层的表面上。通过在下摆臂本体1的外表面喷涂防锈漆层实现对下摆臂本体1的基础防锈处理,在防锈漆层的外表面分别喷涂第一防腐涂料基层以及第二防腐涂料基层,实现对下摆臂本体1的强化防锈蚀以及防腐蚀能力,最后通过包裹在下摆臂本体1最外层的纳米防水涂料层能够有效隔绝外部环境中的湿气以及潮湿液体对下摆臂本体1 的影响,强化了对下摆臂本体1的防锈蚀保护,使得环境中的湿气以及潮湿液体难以对下摆臂本体1造成锈蚀损坏,通过固定在下摆臂本体1底部上的护底板2,使得汽车行驶在凹凸不平路面时,路面的凹凸物难以直接刮蹭到下摆臂本体1的底面,进而有效防止了凸起物刮损下摆臂本体1底面处的漆层的情况发生,从而进一步的提高本下摆臂的抗锈蚀能力。
49.一种汽车下摆臂的生产工艺,包括如下步骤:
50.s1:将用于制造汽车下摆臂的材料放置于冲压成型模具处,在对材料进行冲压成型处理,制备成下摆臂本体1,再通过同样的成型模具冲压成型出护底板2;
51.s2:通过机械臂3将下摆臂夹固构件的调整至下摆臂本体1处,再由下摆臂夹持构件将冲压成型后且异形的下摆臂本体1的左右两侧进行夹持抓取;
52.s3:通过下摆臂夹固构件对下摆臂本体1进行夹紧固定,随后再对由下摆臂夹固构件夹紧的下摆臂本体1直接进行开槽或者开螺孔等处理;
53.s4:对下摆臂本体1的表面进行打磨处理,下摆臂本体1的表面打磨光滑后分别涂刷防锈漆层、防水底漆层、第一防腐涂料基层、第二防腐涂料基层、基底漆面层以及纳米防水涂料层,且每喷涂一层漆层后均需等待该层完全烘干后才能再喷涂另一层漆层,每层漆层的厚度均不小于100μm。
54.s5:在喷涂有涂料的下摆臂本体1的底面上通过螺栓固定护底板 2。
55.下摆臂夹固构件包括与机械臂3相连接的基座4,基座4的左右侧壁上均连接有固定板5,每个固定板5上均转动连接有一根呈倾斜设置的摆动臂10,摆动臂10的底端设有夹爪组件,基座4的底部连接有电动缸6,电动缸6的底端连接有端部块7,且两根摆动臂10的顶端均共同铰接于端部块7上,夹爪组价包括固定连接于所对应摆动臂10的底端上的中空端部架900,中空端部架900的内壁上设有侧部气动形变机构,中空端部架900前后端面的上部均贯穿开设有预留孔,中空端部架900的前后端面与每个预留孔位置对应处均设有与相对应侧部气动形变机构相配合作业的增强机构。在生产本汽车下摆臂的过程中,通过机械臂3带动下摆臂夹固构件将冲压成型后且为异形的下摆臂本体1牢固夹持起,再由机械臂3带动夹持有下摆臂本体1 的下摆臂夹固构件运动至对下摆臂本体1进行开槽或者开螺孔等处理的位置,由于本发明中的下摆臂夹固构件能够牢固夹持固定住冲压成型后且为异形的下摆臂本体1,因此,在对下摆臂本体1进行开槽或者开螺孔的过程中不需要将其放下在固定后才能对其进行开槽或者开螺孔处理,而是直接对夹持固定在下摆臂夹固构件上的下摆臂本体1进行开槽或者开螺孔作业,大大提高了下摆臂生产制造的效率。
56.请参阅图2,图7所示,侧部气动形变机构包括与中空端部架900 内壁相连接的空
心箱体901,空心箱体901的侧壁表面贴合有多个滑移片902,且相邻两个滑移片902的侧壁相贴合,空心箱体901的侧壁与多个滑移片902位置对应处开设有一个可供多个滑移片902退回至空心箱体901内部的开口,空心箱体901的内部连接有分隔板904,空心箱体901的内部密封滑动连接有密封活塞d905,且分隔板904 将空心箱体901的内部空间分隔为一个开放空间和一个密闭空间,密闭空间内填充有气体部,空心箱体901的内部密封滑动连接有密封活塞d905,且密封活塞d905也处于密闭空间内,每个滑移片902上均连接有一根抵靠杆903,抵靠杆903远离滑移片902的一端穿入空心箱体901内部并贯穿分隔板904延伸至密闭空间内,开口内部的上下侧与每个滑移片902位置对应处均连接有导向凸起,滑移片902的上下侧壁与每个导向凸起位置对应处均开设有与其相适配的直向滑槽,且每个导向凸起的另一端分别伸入至各自所对应的直向滑槽内,空心箱体901的侧壁与气体部位置对应处还连通有一根气体管道。通过电动缸6带动两个摆动臂10张角变小,随后两个中空端部架900对下摆臂本体1的左右侧进行夹持,在两个摆动臂10带动两个中空端部架900相向运动的过程中,当滑移片902接触下摆臂本体1的侧壁后,下摆臂本体1对与其接触的滑移片902有挤压作用力,使得与下摆臂本体1接触的滑移片902向着空心箱体901方向运动,从而使得多个滑移片902中的一部分能够根据下摆臂本体1的厚度向内运动,从而使得下摆臂本体1的前后端面均能够有滑移片902与之贴合,在中空端部架900对下摆臂本体1的侧部进行夹持后,再由通过贴合在下摆臂本体1前后端面的滑移片902对下摆臂本体1的前后运动进行限制,在摆动臂10带动中空端部架900对下摆臂本体1的侧部进行夹持后,下摆臂本体1不会发生前后滑动,从而提升了本发明中下摆臂夹固构件对下摆臂本体1夹持固定的效果,使得机械臂3带动夹持有下摆臂本体1的下摆臂夹固构件运动的过程中下摆臂本体1不会由下摆臂夹固构件上脱落下,同时,操作人员对下摆臂夹固构件上的夹持的下摆臂本体1进行打孔或者其它加工步骤时,下摆臂夹固构件能够实现对下摆臂本体1的稳固夹持,有利于提升对下摆臂本体1的生产加工质量。
57.请参阅图2-4所示,增强机构包括端部执行部件以及连接于所对应中空端部架900侧壁上的安装架800,安装架800上连接有横置活塞筒801,横置活塞筒801的端部连通有通气管道803,且通气管道 803远离横置活塞筒801的一端与气体管道相连通,横置活塞筒801 的内部密封滑动连接有密封活塞a811,密封活塞a811靠近通气管道 803的一侧连接有第一复位弹簧818,且第一复位弹簧818远离密封活塞a811的一端与横置活塞筒801的内壁相连接,密封活塞a811上连接有水平活塞芯杆804,水平活塞芯杆804远离密封活塞a811的一端贯穿横置活塞筒801并由横置活塞筒801的内部延伸出,水平活塞芯杆804的上部上水平设有一个横槽,横槽的内部均匀连接有多个定位凸齿810,且多个定位凸齿810呈线性排列。
58.请参阅图4-6所示,端部执行部件包括气囊部以及从动伸缩部,且气囊部与从动伸缩部之间相互配合工作,从动伸缩部包括与横置活塞筒801顶部相连接的支撑架805,支撑架805上连接有一个呈纵向设置的纵置活塞筒806,纵置活塞筒806的内部密封滑动连接有密封活塞b814,密封活塞b814的底部连接有纵置活塞芯杆807,纵置活塞芯杆807的底端贯穿纵置活塞筒806并连接有与定位凸齿810相配合工作的凸齿条808,密封活塞b814的顶部连接有第二复位弹簧819,且第二复位弹簧819远离密封活塞b814的一端与纵置活塞筒806的内壁相连接,纵置活塞筒806的顶端还连通有一根导气长软管809。气囊部包括与延伸出横置活塞筒801内部的水平活塞芯杆804的端部相连接的中空囊体802,中空囊体802的内部
连接有将其内部空间分隔为第一容纳腔和第二容纳腔的柔性隔片812,且第一容纳腔以及第二容纳腔的内部也均填充有气体部,中空囊体802的外壁与第一容纳腔位置对应处均匀开设有多个活塞槽,每个活塞槽内均密封滑动连接有密封活塞c815,密封活塞c815远离活塞槽底壁的一侧连接有橡胶吸盘816,活塞槽的底壁上还开设有供第一容纳腔内气体部流入至其内部的孔道,密封活塞c815靠近活塞槽底壁的一侧连接有导向棒817,且导向棒817远离密封活塞c815的一端贯穿中空囊体802并伸入至第一容纳腔的内部。导向棒817远离密封活塞c815的一端上还连接有限位块。导气长软管809远离纵置活塞筒806的一端与中空囊体 802相连通,且导气长软管809远离纵置活塞筒806的一端穿过中空囊体802并伸入至第二容纳腔的内部。气体部所采用气体优选为氮气。当滑移片902向着空心箱体901方向运动时,滑移片902带动密封活塞d905向着空心箱体901内部的气体部进行挤压,使得空心箱体901 内部的气体部通过气体管道输送至横置活塞筒801内部,随后横置活塞筒801内部气压增大并密封活塞a811运动,使得处于下摆臂本体 1前后侧的两个中空囊体802相向运动并对下摆臂本体1的前后侧进行二次加固夹持处理,从而在摆动臂10带动中空端部架900对下摆臂本体1的侧部进行夹紧固定后,密封活塞a811通过水平活塞芯杆 804带动中空囊体802对下摆臂本体1的运动进行更进一步的限制,更进一步的提高了下摆臂夹固构件能够对下摆臂本体1夹持固定的效果,从而能够更加牢固稳定的实现对下摆臂本体1的夹持固定。当中空囊体802受到挤压压缩后,中空囊体802内部第一容纳腔内的气压增大,随后第一容纳腔内的气体部通过孔道流入至活塞槽内,并推动橡胶吸盘816向着下摆臂本体1的表面运动,当活塞槽内的气压进一步增大,使得橡胶吸盘816发生挤压形变,当橡胶吸盘816内的气体排出后,橡胶吸盘816紧贴在下摆臂本体1的表面,从而使得中空囊体802在对下摆臂本体1进行夹持时还能实现对下摆臂本体1表面的负压吸附抓牢;当中空囊体802受到挤压压缩后,第二容纳腔内的气体部通过导气长软管809引入至纵置活塞筒806内部,当纵置活塞筒806内部的气压增大后,密封活塞b814通过纵置活塞芯杆807带动凸齿条808卡扣至定位凸齿810处,从而实现对运动后的水平活塞芯杆804的限位固定处理,使得水平活塞芯杆804在带动中空囊体 802对下摆臂本体1进行夹持固定时不会发生横向活动,提升水平活塞芯杆804的顶压夹持效果。
59.请参阅图2-10所示,本发明提供了一种可供汽车在凹凸不平路面行驶时所使用的汽车下摆臂以及该下摆臂的生产工艺,该汽车下摆臂的抗锈蚀能力强并且具有一定的防刮蹭能力,不仅有利于提升汽车下摆臂使用寿命,同时也提高了下摆臂使用的安全性。
60.通过在下摆臂本体1的外表面喷涂防锈漆层实现对下摆臂本体1 的基础防锈处理,在防锈漆层的外表面分别喷涂第一防腐涂料基层以及第二防腐涂料基层,实现对下摆臂本体1的强化防锈蚀以及防腐蚀能力,最后通过包裹在下摆臂本体1最外层的纳米防水涂料层能够有效隔绝外部环境中的湿气以及潮湿液体对下摆臂本体1的影响,强化了对下摆臂本体1的防锈蚀保护,使得环境中的湿气以及潮湿液体难以对下摆臂本体1造成锈蚀损坏,通过固定在下摆臂本体1底部上的护底板2,使得汽车行驶在凹凸不平路面时,路面的凹凸物难以直接刮蹭到下摆臂本体1的底面,进而有效防止了凸起物刮损下摆臂本体 1底面处的漆层的情况发生,从而进一步的提高本下摆臂的抗锈蚀能力。
61.在生产本汽车下摆臂的过程中,通过机械臂3带动下摆臂夹固构件将冲压成型后且为异形的下摆臂本体1牢固夹持起,再由机械臂3 带动夹持有下摆臂本体1的下摆臂夹固
构件运动至对下摆臂本体1进行开槽或者开螺孔等处理的位置,由于本发明中的下摆臂夹固构件能够牢固夹持固定住冲压成型后且为异形的下摆臂本体1,因此,在对下摆臂本体1进行开槽或者开螺孔的过程中不需要将其放下在固定后才能对其进行开槽或者开螺孔处理,而是直接对夹持固定在下摆臂夹固构件上的下摆臂本体1进行开槽或者开螺孔作业,大大提高了下摆臂生产制造的效率。通过电动缸6带动两个摆动臂10张角变小,随后两个中空端部架900对下摆臂本体1的左右侧进行夹持,在两个摆动臂10带动两个中空端部架900相向运动的过程中,当滑移片902 接触下摆臂本体1的侧壁后,下摆臂本体1对与其接触的滑移片902 有挤压作用力,使得与下摆臂本体1接触的滑移片902向着空心箱体 901方向运动,从而使得多个滑移片902中的一部分能够根据下摆臂本体1的厚度向内运动,从而使得下摆臂本体1的前后端面均能够有滑移片902与之贴合,在中空端部架900对下摆臂本体1的侧部进行夹持后,再由通过贴合在下摆臂本体1前后端面的滑移片902对下摆臂本体1的前后运动进行限制,在摆动臂10带动中空端部架900对下摆臂本体1的侧部进行夹持后,下摆臂本体1不会发生前后滑动,从而提升了本发明中下摆臂夹固构件对下摆臂本体1夹持固定的效果,使得机械臂3带动夹持有下摆臂本体1的下摆臂夹固构件运动的过程中下摆臂本体1不会由下摆臂夹固构件上脱落下,同时,操作人员对下摆臂夹固构件上的夹持的下摆臂本体1进行打孔或者其它加工步骤时,下摆臂夹固构件能够实现对下摆臂本体1的稳固夹持,有利于提升对下摆臂本体1的生产加工质量。
62.当滑移片902向着空心箱体901方向运动时,滑移片902带动密封活塞d905向着空心箱体901内部的气体部进行挤压,使得空心箱体901内部的气体部通过气体管道输送至横置活塞筒801内部,随后横置活塞筒801内部气压增大并密封活塞a811运动,使得处于下摆臂本体1前后侧的两个中空囊体802相向运动并对下摆臂本体1的前后侧进行二次加固夹持处理,从而在摆动臂10带动中空端部架900 对下摆臂本体1的侧部进行夹紧固定后,密封活塞a811通过水平活塞芯杆804带动中空囊体802对下摆臂本体1的运动进行更进一步的限制,更进一步的提高了下摆臂夹固构件能够对下摆臂本体1夹持固定的效果,从而能够更加牢固稳定的实现对下摆臂本体1的夹持固定。
63.当中空囊体802受到挤压压缩后,中空囊体802内部第一容纳腔内的气压增大,随后第一容纳腔内的气体部通过孔道流入至活塞槽内,并推动橡胶吸盘816向着下摆臂本体1的表面运动,当活塞槽内的气压进一步增大,使得橡胶吸盘816发生挤压形变,当橡胶吸盘816内的气体排出后,橡胶吸盘816紧贴在下摆臂本体1的表面,从而使得中空囊体802在对下摆臂本体1进行夹持时还能实现对下摆臂本体1 表面的负压吸附抓牢。当中空囊体802受到挤压压缩后,第二容纳腔内的气体部通过导气长软管809引入至纵置活塞筒806内部,当纵置活塞筒806内部的气压增大后,密封活塞b814通过纵置活塞芯杆807 带动凸齿条808卡扣至定位凸齿810处,从而实现对运动后的水平活塞芯杆804的限位固定处理,使得水平活塞芯杆804在带动中空囊体 802对下摆臂本体1进行夹持固定时不会发生横向活动,提升水平活塞芯杆804的顶压夹持效果。
64.以上所述,仅为本发明较佳的具体实施方式;但本发明的保护范围并不局限于此。任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其改进构思加以等同替换或改变,都应涵盖在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1