一种用于固定安全带的结构的制作方法
1.本实用新型涉及机械技术领域,具体涉及汽车的安全带安装结构。
背景技术:
2.现有技术的安全带的安装结构,均是将安全带安装座固定在车身板材上,因此无论是焊接螺柱或螺母在车身板材上,为达到安全带的使用要求,均要求板材本身具有一定的刚强度,常规布置的安全带安装位置处于地板等较大钣金件上,整体使用壁厚较厚板材会造成整车重量上升,影响性能及油耗,同时无论焊接螺母或螺柱,凸点焊接均有渗水风险,且常用结构中均未对螺母及螺柱的定位有要求,造成安全带卡扣安装时存在定位不准,装配效率低下等问题。
技术实现要素:
3.本实用新型的目的在于提供一种用于固定安全带的结构,以解决的现有的安全带的安装方式影响汽车的轻量性的问题。
4.为了实现上述目的,本实用新型采用的技术方案如下:
5.一种用于固定安全带的结构,包括安全带安装座,所述安全带安装座、车身钣金、钣金加强件和固定螺栓安装板从上到下依次叠放,所述固定螺栓安装板、钣金加强件和车身钣金依次焊接,还包括固定螺栓和相适配的螺母,所述固定螺栓的螺杆依次穿过所述固定螺栓安装板、钣金加强件、车身钣金和安全带安装座,并通过螺母与固定螺栓的螺杆相配合的方式压紧所述安全带安装座,从而使得所述安全带安装座压持在车身钣金上。
6.根据上述技术手段,通过设计钣金加强板,实现车身钣金安全带固定座安装面的厚度增加,可有效分散安全带所受的冲击力,提高安全带固定座安装点的刚强度,同时在车身钣金无安装要求的位置,可进行薄弱化的设计,实现车身的轻量化、提升整车性能,降低整车能耗和开发成本。
7.进一步,所述固定螺栓安装有环形凸起,所述环形凸起沿着固定螺栓的螺杆的横截面周向布置,所述环形凸起的一端与所述头部焊接,另一端与所述固定螺栓安装板的底面焊接,且该端面与所述固定螺栓安装板的底面完全贴合,所述螺杆穿过所述环形凸起。
8.根据上述技术手段,提高了固定螺栓与固定螺栓安装板的连接强度,而且环形凸起与固定螺栓安装板焊接后可有效密封,防止水汽等液体从车辆底部渗入乘员舱内。
9.进一步,所述环形凸起的直径沿着靠近所述固定安装板的方向上逐渐减小,使得在轴向方向上,所述环形凸起构造为锥形。
10.进一步,所述头部与螺杆之间设有第一导向光杆,所述第一导向光杆的长度大于所述环形凸起的长度,小于等于所述车身钣金、钣金加强板、螺栓安装板的厚度的总和,所述第一导向光杆穿过所述环形凸起。
11.进一步,所述螺杆远离所述第一导向光杆的一端连接有第二导向光杆,所述第二导向光杆的轴线方向与螺杆的轴线方向重合。
12.进一步,所述安全带安装座和车身钣金分别带有定位凸起和定位凹陷,所述定位凸起和定位凹陷相适配,当所述定位凸起嵌入定位凹陷时,所述安全带安装座的安装孔和车身钣金的安装孔重合。
13.进一步,所述车身钣金的厚度为0.5-1mm。
14.进一步,所述钣金加强件的厚度为1.5-2mm。
15.本实用新型的有益效果:
16.本实用新型令螺栓安装板和固定螺栓的模块化、钣金加强板的设计可以有效降低车身重量成本实现车身的轻量化,节约设计成本和开发成本;固定螺栓的焊接定位导向部分可有效保证焊接固定螺栓时的安装精度,头部上连续的锥形的环形凸起可在保证熔化焊接牢固的同时实现密封防水;使用孔销配合形式,直接将安全带固定座过孔经螺栓安装导向部分穿进固定螺栓,再用螺母紧固夹紧,保证装配强度和稳定性的同时极大的提高了装配效率。
附图说明
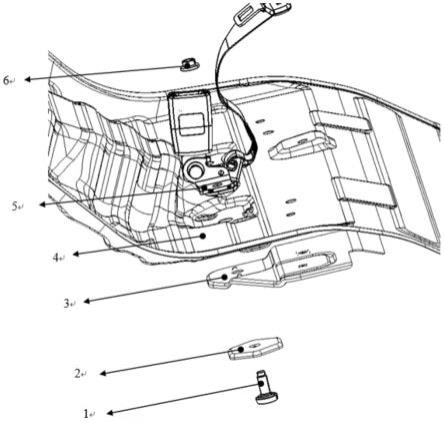
17.图1为本实用新型的结构示意图;
18.图2为固定螺栓结构示意图。
19.其中,1-固定螺栓;11-头部;12-环形凸起;13-第一导向光杆;14-螺杆;15-第二导向光杆;2-固定螺栓安装板;3-钣金加强件;4-车身钣金;5-安全带安装座;6-螺母。
具体实施方式
20.以下将参照附图和优选实施例来说明本实用新型的实施方式,本领域技术人员可由本说明书中所揭露的内容轻易地了解本实用新型的其他优点与功效。本实用新型还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本实用新型的精神下进行各种修饰或改变。应当理解,优选实施例仅为了说明本实用新型,而不是为了限制本实用新型的保护范围。
21.需要说明的是,以下实施例中所提供的图示仅以示意方式说明本实用新型的基本构想,遂图式中仅显示与本实用新型中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
22.本实施例提出了一种用于固定安全带的结构,如图1所示,包括固定螺栓1、固定螺栓安装板2、钣金加强件3、车身钣金4、安全带安装座5,安全带能够固定在安全带安装座5上。安全带安装座5、车身钣金4、钣金加强件3和固定螺栓安装板2从上到下依次叠放,固定螺栓安装板2、钣金加强件3和车身钣金4依次焊接,固定螺栓1和螺母6相适配。
23.通过设计钣金加强板3,实现车身钣金4的用于安装安全带固定座5的安装面的厚度增加,可有效分散安全带所受的冲击力,提高安全带固定座安装点的刚强度,同时在车身钣金无安装要求的位置,可进行薄弱化的设计,车身钣金4可设计选用低于1mm的薄板,实现车身的轻量化、提升整车性能,降低整车能耗和开发成本。
24.安全带安装座5和车身钣金4分别带有定位凸起和定位凹陷,定位凸起和定位凹陷相适配,当定位凸起嵌入定位凹陷时,安全带安装座的安装孔和车身钣金的安装孔重合,可
节约单独的限位零部件设计,结合固定螺栓1露出安装面的螺栓部分,节约设计成本的同时可提高安全带固定座5的装配效率、装配精度和装配的稳定性。
25.同时,固定螺栓1穿出螺栓安装板2并焊接在一起,可形成一个模块化的安全带固定座安装单元,可广泛应用于车身上需要安装安全带固定座的各个位置,可提高车身的通用化率,实现车身的轻量化、降低整车设计成本。
26.如图2所示,固定螺栓1包括头部11、环形凸起12、第一导向光杆13、螺杆14和第二导向光杆15,其中环形凸起12沿着螺杆14的横截面周向布置,环形凸起12的一端与头部11焊接,另一端与固定螺栓安装板2的底面焊接,且该端面与固定螺栓安装板2的底面完全贴合,螺杆14穿过环形凸起12。
27.固定螺栓1先通过头部11上的环形凸起12焊接到固定螺栓安装板2上,再将该模块组合件通过点焊,焊接到钣金加强件3上形成一个分总成,将分总成点焊焊接到车身钣金4上形成安全带固定座5的安装点,最后通过螺杆14与螺母6的配合方式,通过螺母6压紧安全带固定座5,进而使得安全带固定座5压持在车身钣金4上。
28.环形凸起12的直径沿着靠近固定安装板2的方向上逐渐减小,使得在轴向方向上,环形凸起12构造为锥形,环形凸起12的端部完全贴合在固定安装板2的对应的安装面上。电流能通过使环形凸起12与固定螺栓安装板2熔融的方式将头部11焊接在安装板2的底面上。这种焊接结构不仅连接强度高,而且焊接后可有效密封,防止水汽等液体从车辆底部渗入乘员舱内。
29.固定螺栓1上设计有第一导向光杆13,第一导向光杆13位于头部11和螺杆14之间,两端分别与头部11和螺杆14焊接,并穿过环形凸起12.第一导向光杆13置设计轴向高度大于环形凸起12小于等于车身钣金4、钣金加强板3、螺栓安装板2板厚的总和,以保证紧固螺母的紧固有效。固定螺栓安装板2上安装过孔可导向限位到该位置后通电焊接,这种结构设计可提高螺栓焊接时的定位精度,并保证螺栓螺纹连接的可靠性。
30.固定螺栓1上设计有第二导向光杆15,该部分没有螺纹,用于安全带固定座5、螺母6的安装导向,该结构在保护固定螺栓螺纹的同时,还能提高安全带固定座5的装配精度和效率。
31.根据上述结构,使得车身钣金4安装面可采用料厚低于1mm的薄板件,推荐采用0.5-1mm,以实现车身的轻量化,安全带安装点的刚强度可通过钣金加强板实现,钣金加强件板厚可根据需求选用1.5mm-2mm,实现对地板面板的局部加厚,满足安全带固定座的刚强度要求,固定螺栓安装板2为保证与固定螺栓1的焊接强度,可选用2mm板厚,面积满足焊接需求,与固定螺栓1焊接成组合单元,可集成模块化使用于安全带固定座安装,实现车身轻量化及成本降低,
32.以上实施例仅是为充分说明本实用新型而所举的较佳的实施例,本实用新型的保护范围不限于此。本技术领域的技术人员在本实用新型基础上所作的等同替代或变换,均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1