一种铁芯轮及其生产工艺的制作方法
本发明属于脚轮,特别是涉及一种铁芯轮及其生产工艺。
背景技术:
1、脚轮是个统称,包括活动脚轮和固定脚轮。活动脚轮也就是我们所说的万向轮,它的结构允许360度旋转;固定脚轮也叫定向脚轮,它没有旋转结构,不能转动。
2、目前脚轮一般是轮架和胶圈组合而成,由于胶圈材质影响,导致其粘合过程困难,且胶圈容易变形脱落,且部分轮架也为组装结构,因此,脚轮的整体的稳定性不佳。
3、为此,本发明提出一种铁芯轮及其生产工艺,通过一体成型的铁芯结构设计,以改进上述所提出的问题。
技术实现思路
1、为解决上述技术问题,本发明是通过以下技术方案实现的:
2、本发明为一种铁芯轮,包括
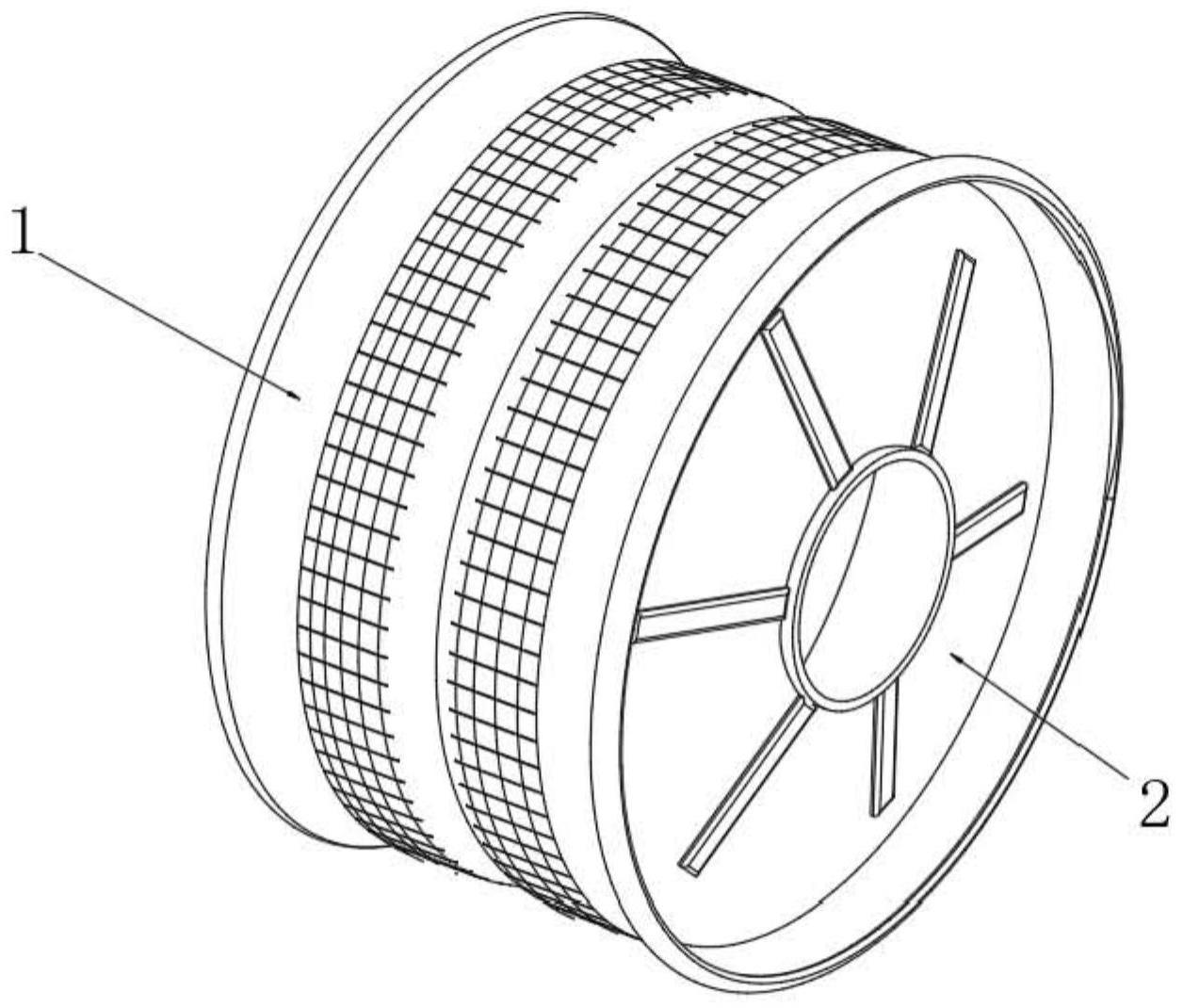
3、两个焊接固定的铁芯,所述铁芯周侧通过激光雕刻有纹理;
4、所述铁芯内圈冲压成型有安装面,且所述安装面中部开设有轴孔,其所述轴孔用于铁芯轮与外部轴杆的安装连接。
5、进一步地,所述铁芯外圈向上凸起,且所述铁芯内圈呈圆角设置。
6、进一步地,所述铁芯周侧等距开设有切槽,且切槽用于辅助外部橡胶圈的固定,其橡胶圈通过注胶工艺成型于两个所述铁芯周侧。
7、进一步地,所述安装面呈锥柱状,且安装面上冲压成型有防撞条,其所述防撞条关于所述轴孔的轴线呈圆周阵列分布。
8、进一步地,所述铁芯内为腔体设置,且所述铁芯表面经过镀锌处理。
9、一种铁芯轮的生产工艺,所述生产工艺包括以下步骤:
10、将坯料置于拉延机上,拉延成型,以形成待加工板件;
11、将所述待加工板件冲出中孔,所述待加工板件置于装有拉伸模具的油压机中拉伸成型为轮辐,拉伸后的所述轮辐车平端面;
12、两个所述轮辐背对配合安装,所述轴承座穿装于所述中孔内,组装后放置于焊接夹具中进行焊接制成轮芯,焊接后所述轴承座内孔车出轴承位;
13、所述轮芯表面涂胶后,置于成型模具中,浇注机将轮面材料浇注至所述成型模具,依次进行一次硫化、脱模和二次硫化,制成轮面。
14、进一步地,所述轮面制作步骤中,所述成型模具在环形烘炉中保温保压的时间为1小时。
15、进一步地,所述轮面制作步骤之后,包括:轮芯进行精车外形,并作防锈处理。
16、进一步地,所述轮芯制作步骤中,所述焊接步骤包括:先将所述轴承座和两个所述轮辐进行焊接,再对两个所述轮辐接合面进行围焊。
17、本发明具有以下有益效果:
18、本发明通过设置两个铁芯单体焊接而成铁芯轮整体框架,并且注胶有胶圈,形成该铁芯轮结构,其单体铁芯结构通过表面纹理的设置,提高外部胶圈的稳定性,对比现有的组装式胶圈,稳定性高,且一体式结构使用更加便捷。
技术特征:
1.一种铁芯轮,其特征在于,包括
2.根据权利要求1所述的一种铁芯轮,其特征在于,所述铁芯(1)外圈向上凸起,且所述铁芯(1)内圈呈圆角设置。
3.根据权利要求1所述的一种铁芯轮,其特征在于,所述铁芯(1)周侧等距开设有切槽,且切槽用于辅助外部橡胶圈的固定,其橡胶圈通过注胶工艺成型于两个所述铁芯(1)周侧。
4.根据权利要求1所述的一种铁芯轮,其特征在于,所述安装面(2)呈锥柱状,且安装面(2)上冲压成型有防撞条(3),其所述防撞条(3)关于所述轴孔(4)的轴线呈圆周阵列分布。
5.根据权利要求1所述的一种铁芯轮,其特征在于,所述铁芯(1)内为腔体设置,且所述铁芯(1)表面经过镀锌处理。
6.一种如权利要求1至5中任一项所述的铁芯轮的生产工艺,其特征在于,所述生产工艺包括以下步骤:
7.根据权利要求6所述的一种铁芯轮的生产工艺,其特征在于,所述轮面制作步骤中,所述成型模具在环形烘炉中保温保压的时间为1小时。
8.根据权利要求7所述的一种铁芯轮的生产工艺,其特征在于,所述轮面制作步骤之后,包括:轮芯进行精车外形,并作防锈处理。
9.根据权利要求8所述的一种铁芯轮的生产工艺,其特征在于,所述轮芯制作步骤中,所述焊接步骤包括:先将所述轴承座和两个所述轮辐进行焊接,再对两个所述轮辐接合面进行围焊。
技术总结
本发明公开了一种铁芯轮及其生产工艺,涉及脚轮技术领域,本发明包括两个焊接固定的铁芯,所述铁芯周侧通过激光雕刻有纹理;所述铁芯内圈冲压成型有安装面,且所述安装面中部开设有轴孔,其所述轴孔用于铁芯轮与外部轴杆的安装连接;铁芯周侧等距开设有切槽,且切槽用于辅助外部橡胶圈的固定,其橡胶圈通过注胶工艺成型于两个所述铁芯周侧;所述铁芯内为腔体设置,且所述铁芯表面经过镀锌处理。本发明通过设置两个铁芯单体焊接而成铁芯轮整体框架,并且注胶有胶圈,形成该铁芯轮结构,其单体铁芯结构通过表面纹理的设置,提高外部胶圈的稳定性,对比现有的组装式胶圈,稳定性高,且一体式结构使用更加便捷。
技术研发人员:聂志涛
受保护的技术使用者:广州维航脚轮有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!