一种硼钛微合金化细晶粒钢片扭簧复合稳定杆及其制造方法与流程
本发明属于汽车金属材料加工应用,具体涉及一种硼钛微合金化细晶粒钢片扭簧复合稳定杆及其制造方法。
背景技术:
1、片扭簧复合稳定杆是一种用于汽车悬挂系统的零部件,它的作用是提供悬挂系统的稳定性和控制车身的倾斜,复合稳定杆通常由两个片扭簧组成,分别连接到车辆的左右两侧,每个片扭簧由一条弯曲的金属杆和若干个扭簧组成。近年来,随着汽车行业的迅速发展,驾驶员对汽车的舒适性和操控性有了更高需求,对横向稳定杆的性能也提出了更高的要求。常规设计研发技术已经不能满足当前汽车生产厂家对横向稳定杆设计、高性能的需求。比如通常载重汽车空气悬架片扭簧复合稳定杆的制造都是使用的35crmo或50crv调质钢,使得这种复合稳定杆的力学性能和抗疲劳性能都相对较差,而且附属零部件数量相对较多,造成悬架质量的增加,也增加了后期的装配时间,且各个零部件装配过程中需要用到橡胶易损件,后期的维护费用也会相应增加。
技术实现思路
1、本发明的目的在于提出一种硼钛微合金化细晶粒钢片扭簧复合稳定杆及其制造方法,用以解决现有技术中片扭簧复合稳定杆的力学性能和抗疲劳性能都相对较差,以及悬架质量重,难以维护的技术问题。
2、为实现上述目的,本发明的技术方案如下:
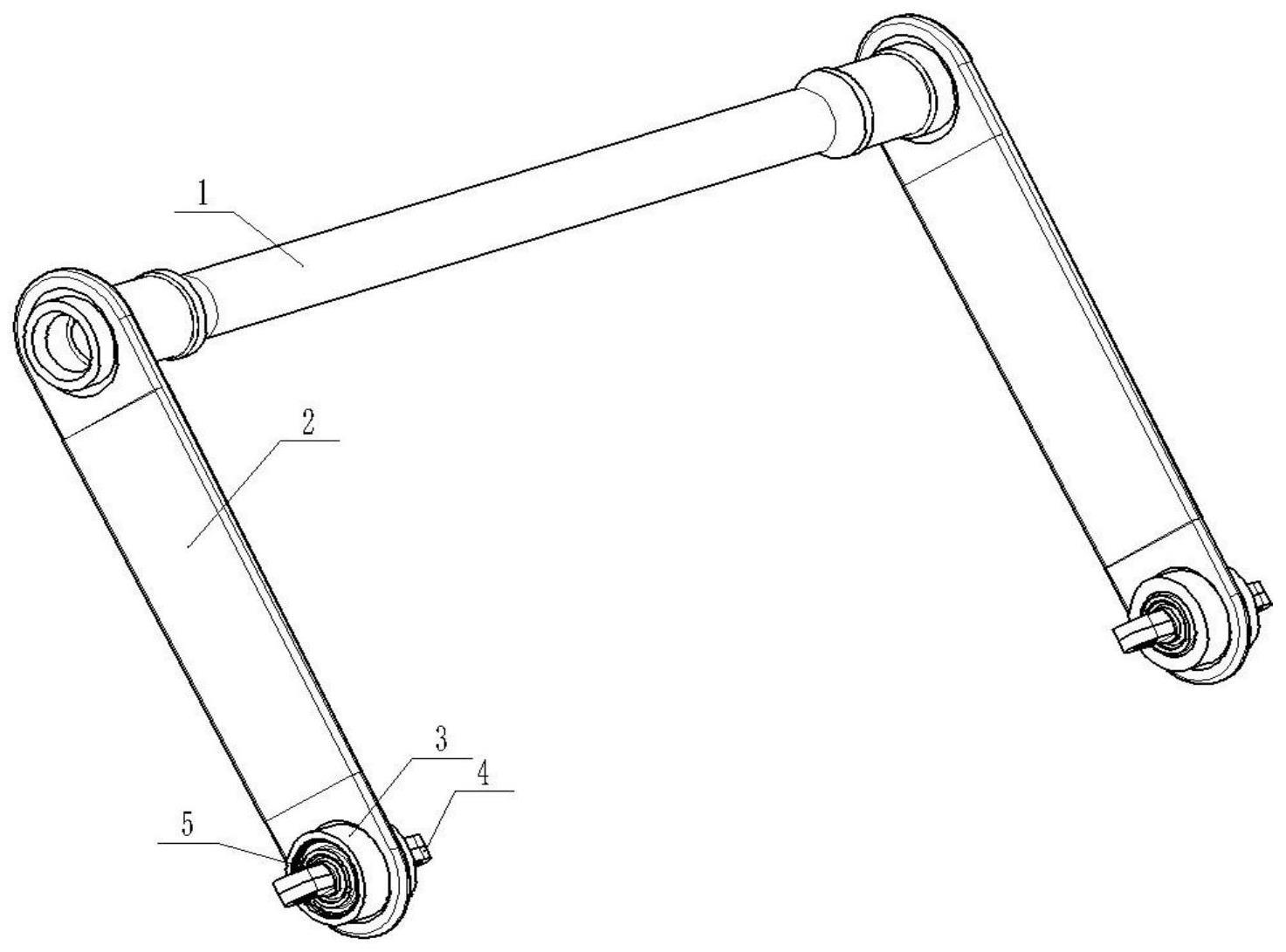
3、一种硼钛微合金化细晶粒钢片扭簧复合稳定杆,包括片杆和轴管,轴管两端各连接有一个片杆,片杆的另一端固接有球铰外套、球铰和挡圈,球铰为一种非调质钢摩擦焊接空心结构,所述片杆和轴管由硼钛微合金化细晶粒钢制成,所述硼钛微合金化细晶粒钢的组分质量百分比范围如下,c:0.32~0.36;si:0.15~0.35;mn:1.20~1.50;p≤0.020;s≤0.020;cr:0.30~0.60;al:0.02~0.05;b:0.0015~0.0030;ti:0.015~0.035;ni≤0.30;mo≤0.10;sn≤0.03;cu≤0.20;n:0.008~0.020;o:≤0.0015;h≤0.0002;其余为fe及杂质。
4、上述硼钛微合金化细晶粒钢片扭簧复合稳定杆的制造方法,包括如下步骤:
5、s1.制造硼钛微合金化细晶粒圆钢:具体包括以下步骤:铁水脱硫、经电炉炼制钢水、钢水精炼、钢水真空脱气、连铸成钢坯、钢坯加热、钢坯控轧控冷,控制终轧温度820℃-850℃,快速冷却至540-720℃进入缓冷坑缓慢冷至室温,制造细晶粒规格圆钢;
6、s2.制造轴管:由步骤s1所制造的细晶粒规格圆钢经加热、穿管制得规格轴管,后经两端加粗制得并车削加工制造;
7、s3.制造硼钛微合金化细晶粒扁钢:具体包括以下步骤:铁水脱硫、经电炉炼制钢水、钢水精炼、钢水真空脱气、连铸成钢坯、钢坯热送、钢坯加热、控轧控冷,控制终轧温度820℃-850℃,快速冷却至540-720℃进入缓冷坑缓慢冷至室温,制造细晶粒规格扁钢;
8、s4.制造片杆:由步骤s3所制造的细晶粒规格扁钢经加热、变截面滚轧、切圆角和钻孔制造;
9、s5.将步骤s2所制造的轴管和步骤s4所制造的片杆经感应加热、过盈压装和焊接连接成一体制得硼钛微合金化细晶粒钢片扭簧复合稳定杆;
10、s6.将步骤s1~s5制造的硼钛微合金化细晶粒钢片扭簧复合稳定杆在可控气氛热处理炉进行整体淬回火处理;
11、s7.将步骤s1~s6制造的硼钛微合金化细晶粒钢片扭簧复合稳定杆在强力抛丸设备进行整体抛丸强化处理,外表面抛丸覆盖率100%,抛丸强度0.2mma-0.3mma。
12、s8.将步骤s1-s7制造的硼钛微合金化细晶粒钢片扭簧复合稳定杆与球铰外套、球铰和挡圈连接组装。
13、进一步的,所述步骤s6整体淬回火处理的工艺参数为:淬火加热温度880℃±20℃,回火加热温度400℃±20℃;淬火液:水溶性淬火介质zy-747或aq251,浓度10%-15%,温度20℃-50℃。
14、与现有技术相比,本发明的有益技术效果如下:
15、1、本发明通过一种硼钛微合金化细晶粒钢代替传统35crmo(或50crv)调质钢用于载重汽车空气悬架片扭簧复合稳定杆制造工艺的实施,提高了疲劳寿命和各项力学性能。
16、2、本发明提供的片扭簧复合稳定杆集成了下推力杆和稳定杆的功能,同时所用球铰是一种非调质钢摩擦焊接空心结构,总的性能可靠性更高,可实现轻量化减重20-30kg。
17、3、本发明设计的片扭簧横向稳定杆实现了横向稳定杆与纵向推力杆在功能和结构上的集成,精简了横向稳定杆相关零部件的数量,提高了装配速度,橡胶易损件的数量也相应减少,降低了售后费用;同时也降低了车辆行驶过程中由橡胶件产生的噪音;节约了悬架前后部的安装空间,便于在底盘布置储气罐或者油箱等零部件。
技术特征:
1.一种硼钛微合金化细晶粒钢片扭簧复合稳定杆,包括片杆(1)和轴管(2),轴管(2)两端各连接有一个片杆(1),片杆(1)的另一端固接有球铰外套(3)、球铰(4)和挡圈(5),其特征在于:球铰(4)为一种非调质钢摩擦焊接空心结构,所述片杆(1)和轴管(2)由硼钛微合金化细晶粒钢制成,所述硼钛微合金化细晶粒钢的组分质量百分比范围如下,c:0.32~0.36;si:0.15~0.35;mn:1.20~1.50;p≤0.020;s≤0.020;cr:0.30~0.60;al:0.02~0.05;b:0.0015~0.0030;ti:0.015~0.035;ni≤0.30;mo≤0.10;sn≤0.03;cu≤0.20;n:0.008~0.020;o:≤0.0015;h≤0.0002;其余为fe及杂质。
2.根据权利要求1所述的硼钛微合金化细晶粒钢片扭簧复合稳定杆的制造方法,其特征在于,包括如下步骤:
3.根据权利要求2所述的硼钛微合金化细晶粒钢片扭簧复合稳定杆的制造方法,其特征在于:所述步骤s6整体淬回火处理的工艺参数为:淬火加热温度880℃±20℃,回火加热温度400℃±20℃;淬火液:水溶性淬火介质zy-747或aq251,浓度10%-15%,温度20℃-50℃。
技术总结
本发明属于汽车金属材料加工应用技术领域,具体涉及一种硼钛微合金化细晶粒钢片扭簧复合稳定杆及其制造方法,所述片杆和轴管由硼钛微合金化细晶粒钢制成,所述硼钛微合金化细晶粒钢的组分质量百分比范围如下,C:0.32~0.36;Si:0.15~0.35;Mn:1.20~1.50;P≤0.020;S≤0.020;Cr:0.30~0.60;Al:0.02~0.05;B:0.0015~0.0030;Ti:0.015~0.035;Ni≤0.30;Mo≤0.10;Sn≤0.03;Cu≤0.20;N:0.008~0.020;O:≤0.0015;H≤0.0002;其余为Fe及杂质,提高了疲劳寿命和各项力学性能。
技术研发人员:严超峰,尤胜利,冯毅,周蕾,李先鹏
受保护的技术使用者:宝鸡新利达汽车零部件有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!