前挡风玻璃及其制造方法、车辆与流程
本技术涉及玻璃,特别是涉及一种前挡风玻璃及其制造方法、车辆。
背景技术:
1、随着社会经济的蓬勃发展和汽车工业的更新迭代,由于路权产生的人车碰撞越发严重和数量急剧上升。在所有的交通事故中,行人事故占到20%,而其死亡率达到了30%,且以行人头部撞击到前挡风玻璃上引发的伤害最为普遍。但是,传统的前挡风玻璃的安全设计主要集中在保护车内驾驶员和乘员,可能使行人头部受到严重的一次伤害。
2、为此,前挡风玻璃需要进行相关的头部试验,以确保前挡风玻璃能够适当的破裂,从而保护行人头部。然而,如果前挡风玻璃破裂程度太大,行人头部会二次撞击到车载仪表台上造成二次伤害,该二次伤害往往大于前挡风玻璃上的一次伤害,导致行人撞击受到的总体伤害进一步增加,引发了伤亡率的进一步上升。
技术实现思路
1、基于此,有必要提供一种前挡风玻璃及其制造方法、车辆,能够减少行人与前挡风玻璃撞击后受到的总体伤害,其综合安全性能更好。
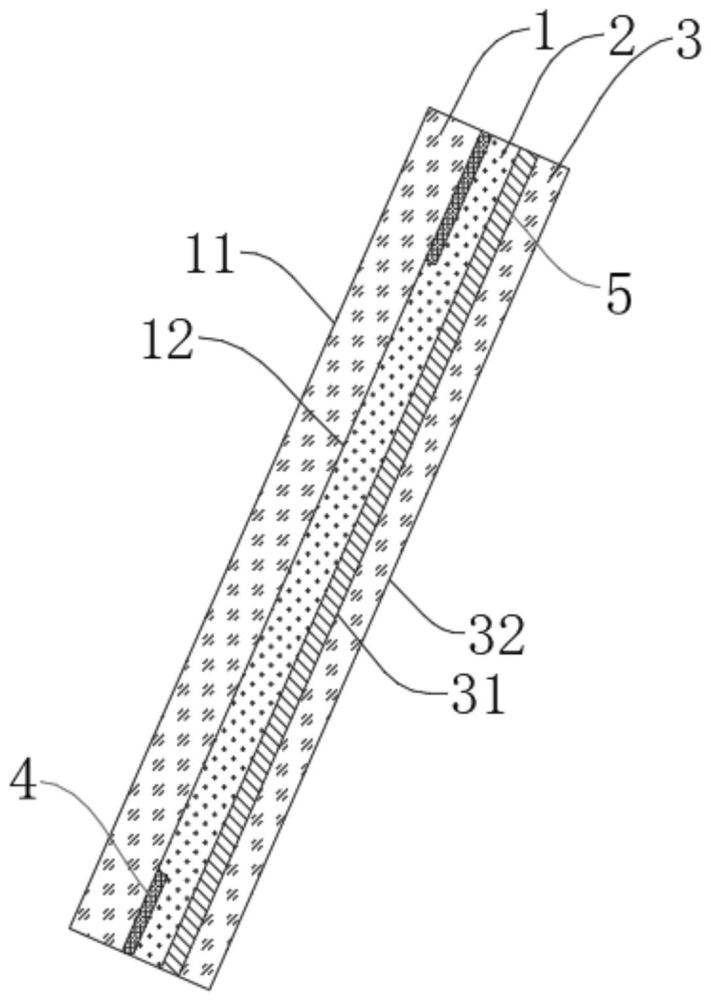
2、本技术实施例的第一方面提供一种前挡风玻璃,安装于包括仪表台的车辆上,其特征在于,所述前挡风玻璃包括:
3、外层玻璃,具有相对设置的第一表面和第二表面;
4、内层玻璃,具有相对设置的第三表面和第四表面;
5、以及热塑性中间层,夹设在所述第二表面和所述第三表面之间;
6、所述前挡风玻璃具有第一弱化区,采用成人头型冲击器对所述第一弱化区进行测试,将所述成人头型冲击器冲击所述第一弱化区以使所述第一弱化区破裂,所述成人头型冲击器在所述第一弱化区破裂后冲击所述仪表台;
7、所述成人头型冲击器在与所述第一弱化区的第一表面接触时具有第一速度v1,所述成人头型冲击器在所述第一弱化区的第四表面破裂时具有第二速度v2,v1与v2满足:v1=11.1±0.2m/s,v1-v2=0.3~2.2m/s。
8、在其中一个实施例中,v1-v2=0.6m/s~2.0m/s。
9、在其中一个实施例中,所述成人头型冲击器在冲击所述第一弱化区后的第0~5ms时间内具有第一最大合成加速度a5,a5小于或等于180g。
10、在其中一个实施例中,所述成人头型冲击器在冲击所述第一弱化区后的第0~5ms时间内具有第一头部伤害指标hic1和在第5ms~15ms时间内具有第二头部伤害指标hic2,100≤hic1≤650,hic2<1000。
11、在其中一个实施例中,所述前挡风玻璃还具有第二弱化区,采用成人头型冲击器对所述第二弱化区进行测试,所述成人头型冲击器在冲击所述第二弱化区后的第0~15ms时间内具有第三头部伤害指标hic3,hic3<1000。
12、在其中一个实施例中,所述前挡风玻璃包括透明区和围设在所述透明区外的遮蔽区,所述透明区的可见光透过率大于或等于70%,所述遮蔽区的可见光透过率小于或等于10%,所述第一弱化区和所述第二弱化区均位于所述透明区内。
13、在其中一个实施例中,所述遮蔽区包括顶部遮蔽区、左侧遮蔽区、底部遮蔽区和右侧遮蔽区;
14、所述第一弱化区的下边界与所述底部遮蔽区之间的距离为x,所述第一弱化区的左边界与所述左侧遮蔽区之间的距离为m,所述第一弱化区的右边界与所述右侧遮蔽区之间的距离为n,所述第一弱化区的上边界与下边界之间的距离为h,x小于或等于15mm,m小于或等于50mm,n小于或等于50mm,h等于100mm~300mm;
15、所述第二弱化区的上边界与所述顶部遮蔽区之间的距离为y,所述第二弱化区的左边界与所述左侧遮蔽区之间的距离等于m,所述第二弱化区的右边界与所述右侧遮蔽区之间的距离等于n,y小于或等于100mm。
16、在其中一个实施例中,所述第二弱化区的下边界与所述第一弱化区的上边界之间设置过渡弱化区,所述过渡弱化区的面积小于所述第一弱化区的面积,采用成人头型冲击器对所述过渡弱化区进行测试,所述成人头型冲击器在冲击所述过渡弱化区后的第0~15ms时间内具有第四头部伤害指标hic4,hic4大于hic1,且hic4小于hic3。
17、在其中一个实施例中,所述第一弱化区的面积与所述透明区的面积之比小于或等于1/3,所述第二弱化区的面积与所述透明区的面积之比小于或等于2/3,所述第一弱化区的面积小于所述第二弱化区的面积。
18、在其中一个实施例中,所述成人头型冲击器冲击所述第一弱化区使所述第一弱化区破裂的时间小于或等于3ms。
19、在其中一个实施例中,所述第三表面的弯曲强度大于所述第二表面的弯曲强度,和/或所述第四表面的弯曲强度大于所述第二表面的弯曲强度。
20、在其中一个实施例中,位于所述第一弱化区中的所述热塑性中间层的厚度为0.38mm~0.6mm。
21、在其中一个实施例中,所述热塑性中间层的含水率为0.3%-0.4%或0.6%-0.7%。
22、在其中一个实施例中,所述第二表面的氧化锡的浓度大于所述第一表面的氧化锡的浓度,且所述第三表面的氧化锡的浓度大于所述第四表面的氧化锡的浓度;
23、或者,所述第二表面的氧化锡的浓度小于所述第一表面的氧化锡的浓度,且所述第三表面的氧化锡的浓度小于所述第四表面的氧化锡的浓度。
24、在其中一个实施例中,所述外层玻璃的厚度与所述内层玻璃的厚度之比大于或等于0.75,且小于1。
25、在其中一个实施例中,在所述第二表面、所述第三表面和所述第四表面中的至少一个上还设置有弱化涂层,所述弱化涂层至少覆盖所述第一弱化区。
26、本技术实施例的第二方面提供一种所述前挡风玻璃的制造方法,其特征在于,包括以下步骤:
27、步骤1,提供弯曲的外层玻璃和内层玻璃,所述外层玻璃具有相对的第一表面和第二表面,所述内层玻璃具有相对的第三表面和第四表面;
28、步骤2,提供热塑性中间层,将外层玻璃、热塑性中间层和内层玻璃依次层叠形成夹层玻璃结构;
29、步骤3,对所述夹层玻璃结构进行加热、抽真空和/或施加压力,得到所述前挡风玻璃,所述前挡风玻璃具有所述第一弱化区。
30、在其中一个实施例中,所述前挡风玻璃具有至少一个弱化结构,所述弱化结构至少位于所述第一弱化区内,所述弱化结构采用以下弱化方法中的至少一个形成:
31、(1)采用激光弱化方法在所述第一表面和所述第二表面之间引入内部缺陷;
32、(2)采用激光弱化方法在所述第三表面和所述第四表面之间引入内部缺陷;
33、(3)采用物理摩擦弱化方法在所述第二表面上形成微裂纹;
34、(4)采用化学蚀刻弱化方法在所述第二表面上形成断裂纹路。
35、在其中一个实施例中,通过将平板玻璃经过加热软化步骤、弯曲成型步骤和退火步骤得到所述弯曲的外层玻璃和内层玻璃,所述加热软化步骤、所述弯曲成型步骤和所述退火步骤满足以下条件中的至少一个:
36、(1)所述加热软化步骤的加热温度为660℃至750℃;
37、(2)所述加热软化步骤采用对流加热方法使平板玻璃软化;
38、(3)所述加热软化步骤采用对流加热方法和辐射加热方法使平板玻璃软化;
39、(4)在所述加热软化步骤中,平板玻璃的氧化锡的浓度更低的表面朝向加热元件;
40、(5)在所述加热软化步骤中,所述外层玻璃的加热软化时间大于所述内层玻璃的加热软化时间;
41、(6)在所述弯曲成型步骤中,使平板玻璃弯曲成型的弯曲模具的温度大于或等于500℃;
42、(7)在所述退火步骤中,所述外层玻璃的吹风风压小于所述内层玻璃的吹风风压;
43、(8)在所述退火步骤中,所述外层玻璃的退火时间大于所述内层玻璃的退火时间。
44、本技术实施例的第三方面提供一种车辆,所述车辆包括仪表台和如上所述的前挡风玻璃,所述仪表台设置在靠近所述前挡风玻璃的下侧位置。
45、本技术的技术方案具有以下显著有益效果:
46、本技术所述的前挡风玻璃及其制造方法、车辆,能够降低行人与车辆碰撞时前挡风玻璃对行人头部产生的一次伤害以及降低仪表台对行人头部产生的二次伤害,使行人头部受到的总和伤害值大幅降低,最终减少行人与前挡风玻璃撞击受到的总体伤害,使得能够兼顾行人的碰撞保护和车内人员的安全防护,提高了挡风玻璃的综合安全性能。
- 还没有人留言评论。精彩留言会获得点赞!