一种多彩字牌成型组件的制作方法
本技术属于汽车饰品领域,尤其涉及一种汽车字牌成型组件。
背景技术:
1、现如今,汽车工业愈发发达,各车企在追求汽车性能的同时对汽车外观的重视力度也愈发高涨,在现有技术中,汽车尾部字牌通常为纯色,颜色比较单一,如若想实现多彩效果,只有通过多次喷漆实现,工艺麻烦且会产生污染,所以有必要提供一种多彩字牌成型组件。
技术实现思路
1、本实用新型目的在于提供一种多彩字牌成型组件,以解决现有汽车字牌颜色比较单一,如若想实现多彩效果,只有通过多次喷漆实现,工艺麻烦且会产生污染的技术问题。
2、为实现上述目的,本实用新型的具体技术方案如下:
3、一种多彩字牌成型组件,所述多彩字牌成型组件包括色块,所述色块相互拼接成型为字牌本体;成型结构,所示成型结构为色块留下用于固定各色块的预留空间;粘贴层,所述粘贴层设置在字牌本体底面,用于将字牌本体与汽车粘连。通过这样的设计,通过不同颜色的色块之间相互组合,无需进行繁琐的多道喷漆作业即可装配成型多彩的字牌本体,色块之间相互连通的成型结构作为第二次注塑的预留空间,在经过第二次注塑后,将各个色块紧固连接成一个整体,粘贴层用于将字牌本体与汽车本体粘贴。
4、优选的,两种或两种以上不同颜色的所述色块顺序排列拼接成字牌本体,所述字牌本体由色块拼接成各种形状。通过这样的设计,字牌颜色的组合更为丰富,可依据需要调整为两种或两种以上的颜色,丰富字牌本体的视觉效果,加强汽车在外观上的竞争力。
5、优选的,所述成型结构包括流道和设置在流道路径上为色块提供紧固力的扩张部。通过这样的设计,流道作为注塑时液态塑料原料的通道,保证注塑原料能够将相互连通的流道完全流经,扩张部保证了各色快之间水平方向上的连接强度,防止色块之间的拼接出现缝隙导致不美观,同时预防色块之间结合力不够而导致字牌本体不成形。
6、优选的,所述色块具有第一表面和第二表面,所述流道呈十字形交叉设置在色块的第二表面,所述扩张部设置在所述流道的末端。通过这样的设计,流道与扩张部都隐藏式设计在色块的底部,防止在二次注塑后,色块之间出现注塑痕导致不美观,十字状的流道保证了色块在拼接之后,各自的流道能够相互连通。
7、优选的,所述扩张部为圆形槽口,所述扩张部在所述第二表面的相邻边设置。通过这样的设计,圆形的扩张部在第二次注塑后,为色块提供水平方向上的紧固力是,扩张部的受力更加均衡,且扩张部在第二表面的相邻边设计,在排列色块时,可以避免不同色块的扩张部相邻,导致扩张部的紧固力削弱的情况。
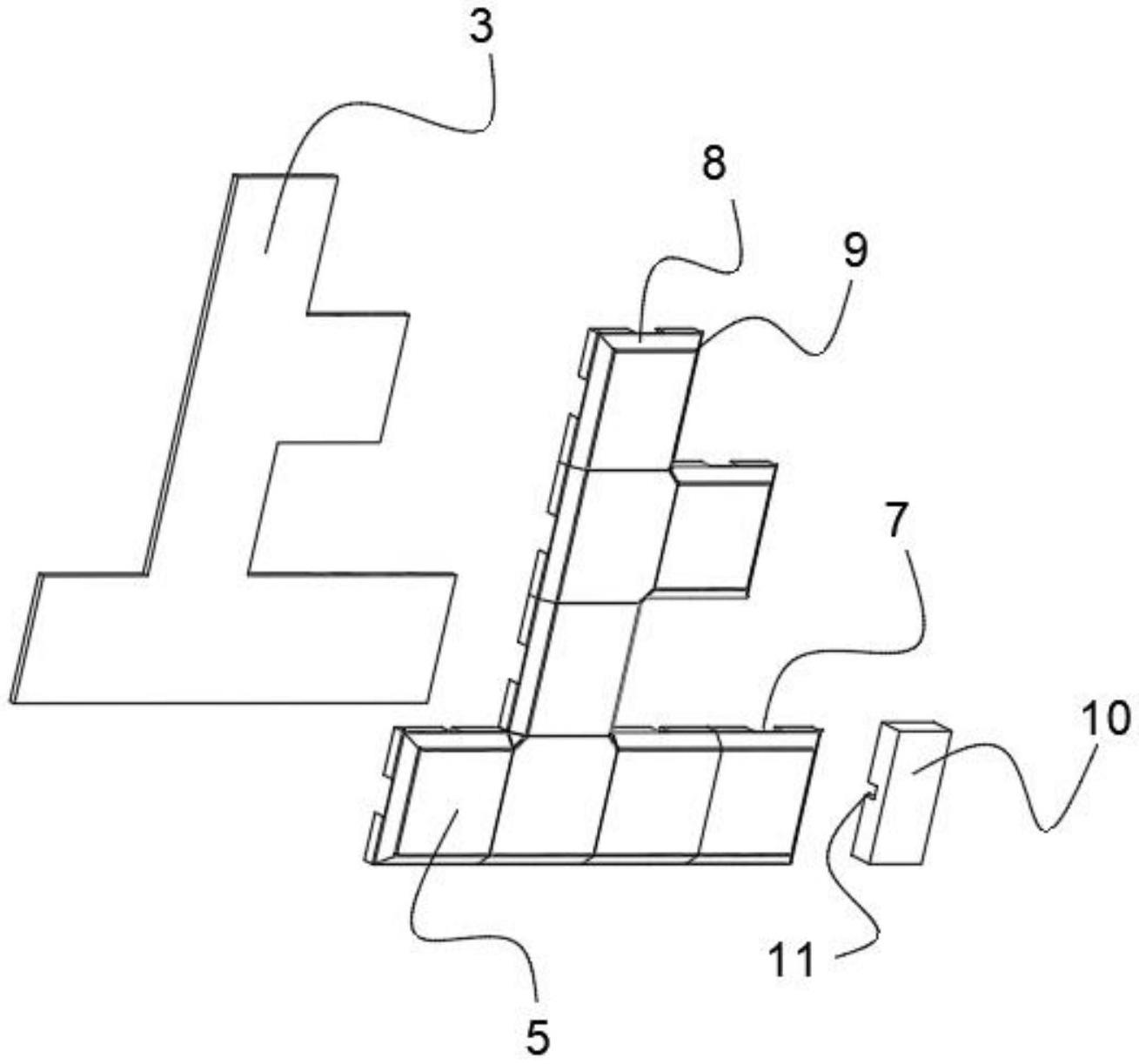
8、优选的,所述色块的第一表面非拼接边都设置有倒角结构,所述倒角结构棱角又设置有圆角结构。通过这样的设计,字牌本体层次更加分明,字牌本体更加美观。
9、优选的,所述第二表面及倒角都为高光镜面。高光镜面是通过注塑模具的镜面来实现的,通过这样的设计,字牌的视觉效果更强烈。
10、优选的,所述多彩字牌成型组件还包括注塑预留切割件,所述注塑预留切割件作为注塑口与色块拼接,所述注塑预留切割件设置有与色块流道配合联通的流道。通过这样的设计,在第二次注塑时,注塑预留切割件上设置的流道可作为第二次注塑溢出料的存放空间,塑料件在注塑成型时,必须在略有溢出的情况下,成型件的饱满程度才高,所以设置注塑切割件作为注塑溢出料的存放空间,在第二次注塑完成后,再将注塑切割件切割丢弃。
11、优选的,所述粘贴层与所述字牌本体的形状一致,但略小于字牌本体。通过这样的设计,对色块之间的结合提供了另一层支撑,同时用于将字牌本体固定与汽车上。
12、本实用新型具有以下优点:通过不同颜色的色块之间相互组合,无需进行繁琐的多道喷漆作业即可装配成型多彩的字牌本体,色块之间相互连通的成型结构作为第二次注塑的预留空间,在经过第二次注塑后,将各个色块紧固连接成一个整体,粘贴层用于将字牌本体与汽车本体粘贴。
技术特征:
1.一种多彩字牌成型组件,其特征在于,所述多彩字牌成型组件包括:
2.根据权利要求1所述的多彩字牌成型组件,其特征在于,两种或两种以上不同颜色的所述色块(1)顺序排列拼接成字牌本体(4),所述字牌本体(4)由色块(1)拼接而成。
3.根据权利要求1所述的多彩字牌成型组件,其特征在于,所述成型结构(2)包括流道(6)和设置在流道(6)路径上为色块(1)提供紧固力的扩张部(7)。
4.根据权利要求3所述的多彩字牌成型组件,其特征在于,所述色块(1)具有第一表面(5)和第二表面(12),所述流道(6)呈十字形交叉设置在色块(1)的第二表面(12),所述扩张部(7)设置在所述流道(6)的末端。
5.根据权利要求4所述的多彩字牌成型组件,其特征在于,所述扩张部(7)为圆形槽口,所述扩张部(7)在所述第二表面(12)的相邻边设置。
6.根据权利要求1所述的多彩字牌成型组件,其特征在于,所述色块(1)的第一表面(5)非拼接边都设置有倒角结构(8),所述倒角结构(8)棱角又设置有圆角结构(9)。
7.根据权利要求5所述的多彩字牌成型组件,其特征在于,所述第二表面(12)及倒角都为高光镜面。
8.根据权利要求1所述的多彩字牌成型组件,其特征在于,所述多彩字牌成型组件还包括注塑预留切割件(10),所述注塑预留切割件(10)作为注塑口(11)与色块(1)拼接,所述注塑预留切割件(10)设置有与色块(1)流道(6)配合联通的流道(6)。
9.根据权利要求1所述的多彩字牌成型组件,其特征在于,所述粘贴层(3)与所述字牌本体(4)的形状一致。
技术总结
一种多彩字牌成型组件,所述多彩字牌成型组件包括色块,所述色块相互拼接成型为字牌本体;成型结构,所示成型结构为色块留下用于固定各色块的预留空间;粘贴层,所述粘贴层设置在字牌本体底面,用于将字牌本体与汽车粘连。通过这样的设计,通过不同颜色的色块之间相互组合,无需进行繁琐的多道喷漆作业即可装配成型多彩的字牌本体,色块之间相互连通的成型结构作为第二次注塑的预留空间,在经过第二次注塑后,将各个色块紧固连接成一个整体,粘贴层用于将字牌本体与汽车本体粘贴。
技术研发人员:卞季良,李岱南,盛贤,李海荣,马国江,卢东明
受保护的技术使用者:江阴市羽项汽车饰件有限公司
技术研发日:20230703
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!