一种冲压焊接式桥壳组件的制作方法
本技术涉及一种冲压焊接式桥壳组件,属于工程机械驱动桥。
背景技术:
1、桥壳作为车桥的重要组成部分被广泛应用于机械设备中,常见的桥壳有铸造式桥壳和冲压式桥壳,铸造式桥壳存在耗材大,制造工艺复杂,铸造自身缺陷难以避免,同时不满足整机轻量化的需求;冲压式桥壳结构强度小,承载能力低,在重载情况下,桥壳容易塑性变形进而影响其寿命。在机械设备不断追求轻量化,高强度,适应不同工况且具有转向功能的环境下,需要一种能避开铸造式桥壳及冲压式桥壳自身缺陷的桥壳组件。
技术实现思路
1、为解决现有技术的不足,本实用新型的目的在于提供一种冲压焊接式桥壳组件,解决了现有技术中整体重量较重、桥壳结构强度低的问题。
2、为了实现上述目标,本实用新型采用如下的技术方案:
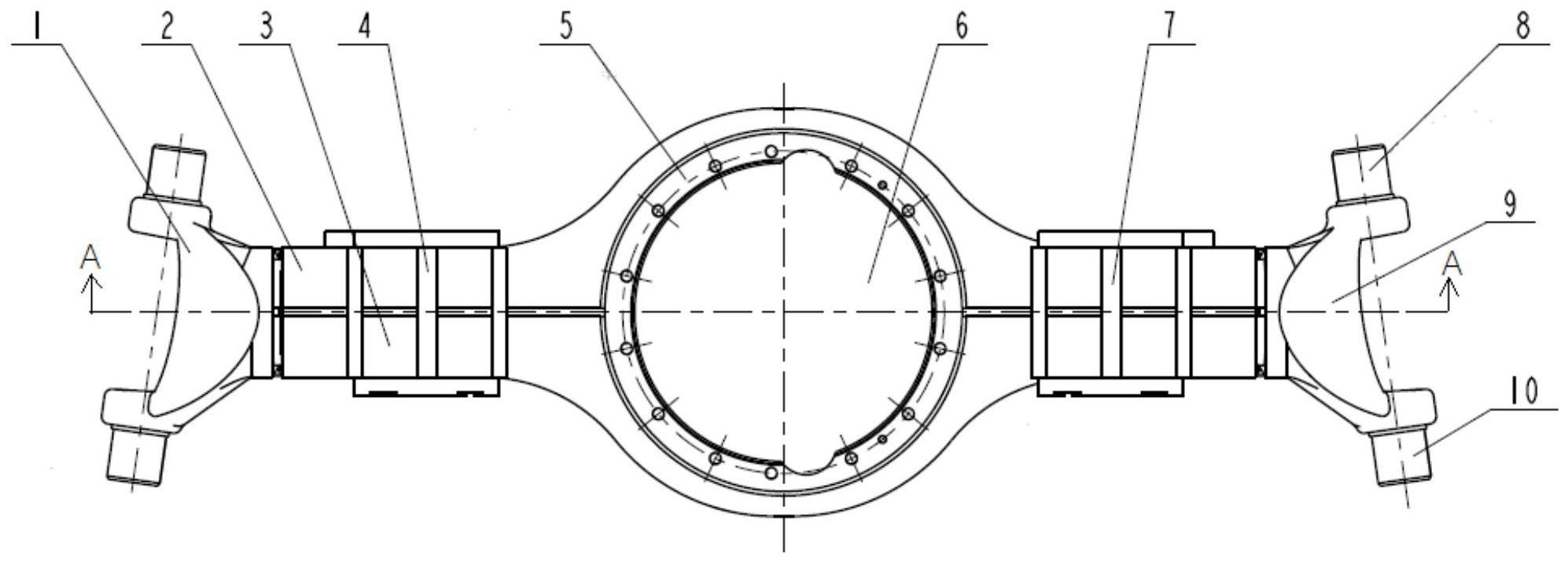
3、一种冲压焊接式桥壳组件,包括桥壳主体,桥壳主体包括上半壳和下半壳,上半壳和下半壳均采用高强度u型钢板冲压成型,上半壳和下半壳中间为半圆状结构,上半壳和下半壳对称焊合连接,上半壳的半圆状结构和下半壳的半圆状结构拼接形成桥壳主体的桥包。
4、进一步地,前述桥壳主体的前侧正对桥包的位置焊合连接有上盖板,上盖板端面周圈布置有螺纹孔。
5、进一步地,前述上盖板设置为圆环状。
6、进一步地,前述桥壳主体的后侧正对桥包的位置焊合连接有下盖板,下盖板球面底端设置有第二螺纹孔。
7、进一步地,前述下盖板为半球状。
8、进一步地,前述下半壳半圆状侧面底端还设置有第一螺纹孔。
9、进一步地,前述还包括左轴头、右轴头,左轴头的端部嵌入在桥壳主体左端并与桥壳主体焊接,右轴头的端部嵌入在桥壳主体右端并与桥壳主体焊接。
10、进一步地,前述左轴头两端分别装有同轴布置的上销轴、下销轴,右轴头两端也分别装有同轴布置的上销轴、下销轴。
11、进一步地,前述上销轴中轴线与桥壳主体中心夹角范围设置为45°~135°。
12、进一步地,前述桥壳主体左侧布置有左支架,桥壳主体右侧布置有右支架。
13、本实用新型所达到的有益效果:
14、1.上半壳、下半壳采用结构紧凑、轻量化的各零件冲压构成,大大减小整机的重量,采用焊接的方式进行连接,提高了桥壳整体的强度且避免了整体铸造所带来的气孔砂眼、缩孔疏松等缺陷,质量可靠。
15、2.上、下盖板及两端轴头采用整体式结构与桥壳焊接在一起大大提高了桥壳整体的强度,延长了其使用寿命。
16、3.可根据整机不同的载荷需求调整桥包尺寸及两端销轴的直径实现,通过调整销轴与桥壳中心夹角满足不同的驱动要求。
17、4.结构紧凑可批量生产,桥壳组件中的各零部件结构简单易加工,两端零件通用性高可实现批量生产。
技术特征:
1.一种冲压焊接式桥壳组件,其特征在于,包括桥壳主体,所述桥壳主体包括上半壳(2)和下半壳(3),所述上半壳(2)和下半壳(3)均采用高强度u型钢板冲压成型,所述上半壳(2)和下半壳(3)中间为半圆状结构,所述上半壳(2)和下半壳(3)对称焊合连接,所述上半壳(2)的半圆状结构和下半壳(3)的半圆状结构拼接形成桥壳主体的桥包。
2.根据权利要求1所述的冲压焊接式桥壳组件,其特征在于,所述桥壳主体的前侧正对所述桥包的位置焊合连接有上盖板(5),所述上盖板(5)端面周圈布置有螺纹孔。
3.根据权利要求2所述的冲压焊接式桥壳组件,其特征在于,所述上盖板(5)设置为圆环状。
4.根据权利要求1所述的冲压焊接式桥壳组件,其特征在于,所述桥壳主体的后侧正对所述桥包的位置焊合连接有下盖板(6),所述下盖板(6)球面底端设置有第二螺纹孔(12)。
5.根据权利要求4所述的冲压焊接式桥壳组件,其特征在于,所述下盖板(6)为半球状。
6.根据权利要求1所述的冲压焊接式桥壳组件,其特征在于,所述下半壳(3)半圆状侧面底端还设置有第一螺纹孔(11)。
7.根据权利要求1所述的冲压焊接式桥壳组件,其特征在于,还包括左轴头(1)、右轴头(9),所述左轴头(1)的端部嵌入在桥壳主体左端并与桥壳主体焊接,所述右轴头(9)的端部嵌入在桥壳主体右端并与桥壳主体焊接。
8.根据权利要求7所述的冲压焊接式桥壳组件,其特征在于,所述左轴头(1)两端分别装有同轴布置的上销轴(8)、下销轴(10),所述右轴头(9)两端也分别装有同轴布置的上销轴(8)、下销轴(10)。
9.根据权利要求8所述的冲压焊接式桥壳组件,其特征在于,所述上销轴(8)中轴线与桥壳主体中心夹角范围设置为45°~135°。
10.根据权利要求1所述的冲压焊接式桥壳组件,其特征在于,所述桥壳主体左侧布置有左支架(4),桥壳主体右侧布置有右支架(7)。
技术总结
本技术公开了一种冲压焊接式桥壳组件,包括桥壳主体,桥壳主体包括上半壳和下半壳,上半壳和下半壳均采用高强度U型钢板冲压成型,上半壳和下半壳中间为半圆状结构,上半壳和下半壳对称焊合连接,上半壳的半圆状结构和下半壳的半圆状结构拼接形成桥壳主体的桥包,采用结构紧凑、轻量化的各零件冲压构成,大大减小整机的重量,采用焊接的方式提高了桥壳整体的强度且避免了整体铸造所带来的气孔砂眼、缩孔疏松等缺陷,质量可靠。
技术研发人员:张小锋,雷雄波,殷浩东,曾庆星,郑邦恩
受保护的技术使用者:徐州徐工传动科技有限公司
技术研发日:20230726
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!