一种铝合金腰靠的制作方法
本技术涉及交通工具用铝合金制件,特别是一种铝合金腰靠,适用于城轨车辆、超级巴士、储能巴士、房车、普通大巴等交通行业。
背景技术:
1、常规的腰靠为玻璃钢、碳纤维材料,利用模具控制外形,采用手工糊制成型(湿法成型)、真空导入成型(vvp)等工艺方法,重点研究湿法成型工艺及安全带功能。前期腰靠采用的是玻璃钢、碳纤维材质,利用成型模具控制外形,采用手工糊制成型(湿法成型)、真空导入成型(vvp)等工艺方法。安装座、扶手杆安装基座、安全带固定座采用不锈钢材质预埋进玻璃钢本体内。
2、玻璃钢材质成型过程中变形较大,需要增加加强嵌件,定位较困难;玻璃钢、碳纤维材质腰靠在使用过程中,磨损和受力后有开裂现象出现,安全风险较大。
技术实现思路
1、本实用新型所要解决的技术问题是,针对现有技术不足,提供一种铝合金腰靠,解决现有的玻璃钢、碳纤维等复合材料腰靠在使用过程中,磨损和受力后有开裂现象出现,安全风险较大的问题。
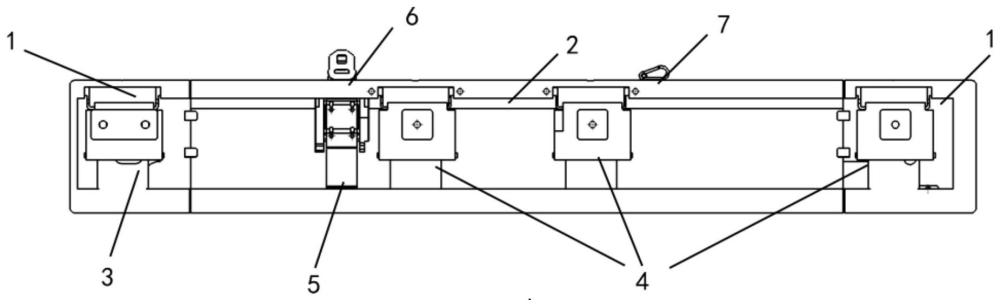
2、为解决上述技术问题,本实用新型所采用的技术方案是:一种铝合金腰靠,包括中间型材件,所述中间型材件两端分别固定连接有两端端铸件,所述两端端铸件和所述中间型材件的背面分别固定连接有固定座,所述中间型材件背面固定连接有安全带安装板,所述安全带安装板上装有安全带。
3、所述两端端铸件和所述中间型材件均为铝合金材质。本实用新型采用中间型材件和两端端铸件固定而成,承载压力大,不易出现因受外力导致变形,开裂等问题。
4、在本实用新型的一个优选的实施例中,所述中间型材件的两端分别与所述两端端铸件的端部焊接。
5、在本实用新型的一个优选的实施例中,所述固定座的侧面分别与所述两端端铸件和所述中间型材件的背面焊接。
6、在本实用新型的一个优选的实施例中,所述固定座包括第一固定座和第二固定座,其中一个所述两端端铸件背面固定连接有所述第一固定座,另一个所述两端端铸件背面固定连接有所述第二固定座。
7、在本实用新型的一个优选的实施例中,所述中间型材件的背面固定连接有两个第二固定座。
8、在本实用新型的一个优选的实施例中,所述中间型材件顶部固定有登山扣。
9、在本实用新型的一个优选的实施例中,所述中间型材件的正面设置有长条形凹槽,所述长条形凹槽内部固定安装有扶手杆。
10、与现有技术相比,本实用新型所具有的有益效果为:本实用新型承载压力大,腰靠中心处承受至少侧向80kg载荷,取消载荷后腰靠无变形、开裂,腰靠及扶手功能完好,不易出现因受外力导致变形,开裂等问题;若是出现异常问题或客户需要进行方案变更,更容易进行变形处理;此外从环保角度生产过程更加环保,资源的可回收利用程度更高。
11、金属材质防火能力更高,防火符合din 5510-2或bs 6853或en 45545要求。
技术特征:
1.一种铝合金腰靠,其特征在于包括中间型材件(2),所述中间型材件(2)两端分别固定连接有两端端铸件(1),所述两端端铸件(1)和所述中间型材件(2)的背面分别固定连接有固定座,所述中间型材件(2)背面固定连接有安全带安装板(5),所述安全带安装板(5)上装有安全带(6)。
2.根据权利要求1所述的铝合金腰靠,其特征在于,所述两端端铸件(1)和所述中间型材件(2)均为铝合金材质。
3.根据权利要求1所述的铝合金腰靠,其特征在于,所述中间型材件(2)的两端分别与所述两端端铸件(1)的端部焊接。
4.根据权利要求1所述的铝合金腰靠,其特征在于,所述固定座的侧面分别与所述两端端铸件(1)和所述中间型材件(2)的背面焊接。
5.根据权利要求1所述的铝合金腰靠,其特征在于,所述固定座包括第一固定座(3)和第二固定座(4),其中一个所述两端端铸件(1)背面固定连接有所述第一固定座(3),另一个所述两端端铸件(1)背面固定连接有所述第二固定座(4)。
6.根据权利要求5所述的铝合金腰靠,其特征在于,所述中间型材件(2)的背面固定连接有两个第二固定座(4)。
7.根据权利要求1-5任意一项所述的铝合金腰靠,其特征在于,所述中间型材件(2)顶部固定有登山扣(7)。
8.根据权利要求1-5任意一项所述的铝合金腰靠,其特征在于,所述中间型材件(2)的正面设置有长条形凹槽(9),所述长条形凹槽(9)内部固定安装有扶手杆(8)。
技术总结
本技术公开了一种铝合金腰靠,包括中间型材件,所述中间型材件两端分别固定连接有两端端铸件,所述两端端铸件和所述中间型材件的背面分别固定连接有固定座,所述中间型材件背面固定连接有安全带安装板,所述安全带安装板上装有安全带。本技术承载压力大,腰靠中心处承受至少侧向80kg载荷,取消载荷后腰靠无变形、开裂,腰靠及扶手功能完好,不易出现因受外力导致变形,开裂等问题。
技术研发人员:冯焕钦,龙宪泽,胡威,曾琼程,余启良,李兰兰,唐江
受保护的技术使用者:株洲电力机车广缘科技有限责任公司
技术研发日:20231012
技术公布日:2024/4/24
- 还没有人留言评论。精彩留言会获得点赞!